Изобретение относится к консервной промьшшенности и может быть использовано в других отраслях промьполенности с поштучным производством изделий.
Цель изобретения - автоматизация периодического отбора изделий из потока для контроля и последующего возвращения кондиционнызс изделий в общий поток.
На фиг.1 изображено предлагаемое устройство, общий вид; на фиг,2 - разрез А-А на фиг.1; на фиг.З - узел отбора изделий для контроля, на фиг.4- узел возврата кондиционных издели - в общий поток.
Устройство состоит из ленточного конвейера 1, полотно 2 которого раз- делено направляющей пластиной 3 на два канала: рабочий канал 4 и инспекционный канал 5. На конвейерном полотне находятся изделия 6, например стеклянные банки с консервами. В приемной части конвейера установлен меха- низм регулирования подачи изделий, включающий тзгрникетную звездочку 7, связанную посредством привода управления, содержащим шестерню 8 и зубчатое колесо 9, с диском .10, взаимодей- ствующим с датчиком 11. На звездочке 7 жестко установлен упор 12. Все механизмы крепятся к опоре 13, на которой установлен электромагнит 14, к подвижному штоку 15 которого шарнирно прикреплен рычаг 16 со стопором 17 и установленной с возможностью верти- кального перемещения подвижной направляющей пластиной 18. На выходе 1Ш- спекционногхэ канала установлен допол- нительный механизм регулирования подачи изделий, звездочка 19 которого жестко соединена с храповиковым узлом 20, связаннь1м с приводом управления дополнительного механизма, включающим рычаг 21, закрепленный с возможностью поворота на оси 22. Один конец pw- чага 21 взаимодействует с храповиковым узлом 20, а второй конец рычага 21 шарнирно соединен с подвижным што- крм 23 электромагнита 24. Сигналы на срабатьгаание электромагнита 24 подаются от датчика 25 дополнительного механизма регулирования, расположенного непосредственно в начале инспек- ционного канала 5 с возможностью взаимодействия с изделиями 6.
Устройство работает следующим образом.
Изделия 6 попадают на конвейер 1 и перемещаются поло.тном 2 мимо звездочки 7, поворачивая ее на один зуб при проходе одного изделия. Благодаря подвижной направляющей пластине 18 изделия смещаются на рабочий канал 4. Вр,зщенир звездочки 7 через шестерню 8 и зубчатое колесо 9 передается диску 10. Передаточное отношение зубчатого зацепления выбрано таким образом, чтобы сигнал от диска 10 пода- вался на датчик 11 после прохода определенного, заранее выбранного числа изделий. Датчик 11 подает сигнал на срабатывание электромагнита 14, который через шток 15 поворачивает рычаг 16 таким образом, что подвижная направляющая пластина 18 поднимается, а стопор 17 опускается и воздействует на упор 12, останавливая вращение звездочки 7. При этом одно изделие 6 проходит на инспекционный канал 5. Проходя мимо датчика 25, изделие 6 подает сигнал на отключение электромагнита 14 и включение электромагнита 24. При этом подвижная направляющая пластина 18 опускается, а звездочка 7 вновь начинает вращаться. Изделия начин;1ют поступать на рабочий канал 4. При срабатывании электромагнита 24 подвижный шток 23 поворачивает рычаг 21 вокруг оси 22. При этом фигурный конец рычага 21 пропускает 0,5 зуба храповикового узла 20, после чего шток 23 возвращается в исходное положение, поворачивает рычаг 21 и пропускает еще 0,5 зуба храповикоро- го узла 20. В результате одно (и не более) изделие 6 возвращается на рабочий канал 4 конвейера 1. Это изделие попадает в разрыв общего потока изделий 6, который образовался при отборе изделия на инспекционньй канал 5 конвейера 1.
Формула изобретения
Устройство для регулирования потока штучных изделий, содержащее ленточный конвейер с направляющей пластиной и механизмом регулирования подачи изделий, включающим турникетную звездочку, датчик и привод управления отличающееся тем, что, с, целью автоматизации периодического отбора изделий из потока для контроля и последующего возвращения кондиционных изделий в поток, конвейер разделен неподвижной направляющей гшастиной на рабочий и инспекционный каналы, в начале инспекционного канала установлена с возможностью вертикального перемещения подвижная направляю- щая пластина, связанная с приводом управления механизма регулирования подачи изделий, а на выходе инспекционного канала установлен дополнительный
Направление ddu)
механизм регулирования подачи изделий, снабженный храповиковым узлом, связанным с приводом управления дополни тельного механизма, причем датчик дополнительного механизма расположен непосредственно в начале инспекционного канала с возможностью взаимодействия с изделиями.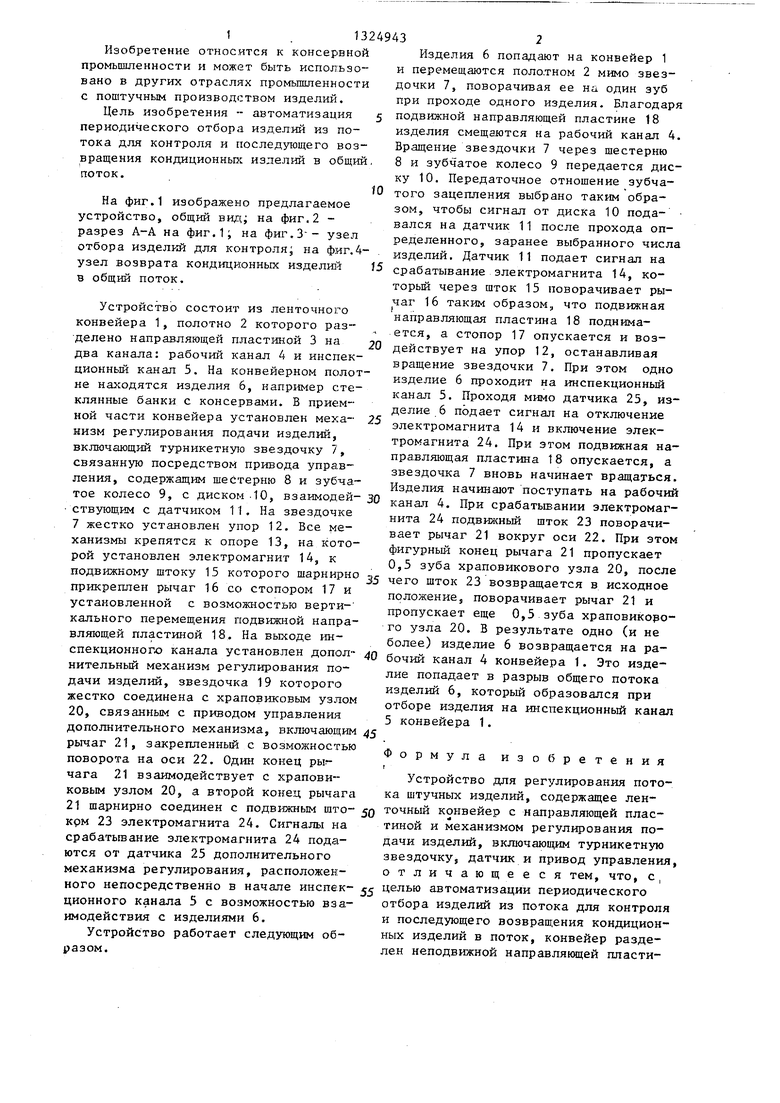
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для разборки полотна транспортера | 1974 |
|
SU510346A1 |
| Устройство для группирования штучных изделий в ряды | 1986 |
|
SU1406045A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ШТУЧНЫХ ИЗДЕЛИЙ | 1966 |
|
SU187619A1 |
| Установка для транспортирования штучных грузов | 1989 |
|
SU1745651A1 |
| Устройство для загрузки конвейера штучными грузами | 1980 |
|
SU945019A1 |
| Устройство для объединения нескольких потоков банок в один поток | 1989 |
|
SU1671573A1 |
| Транспортно-складская система | 1986 |
|
SU1370032A1 |
| Вертикальный конвейер | 1982 |
|
SU1016237A1 |
| АЭРОЖЕЛОБ УНИВЕРСАЛЬНЫЙ ДЛЯ СУШКИ СЫПУЧИХ И НЕСЫПУЧИХ МАТЕРИАЛОВ | 2008 |
|
RU2365837C1 |
| АВТОМАТИЧЕСКИЙ КОМПЛЕКС НАНЕСЕНИЯ ЭТИКЕТОК | 2006 |
|
RU2319648C1 |
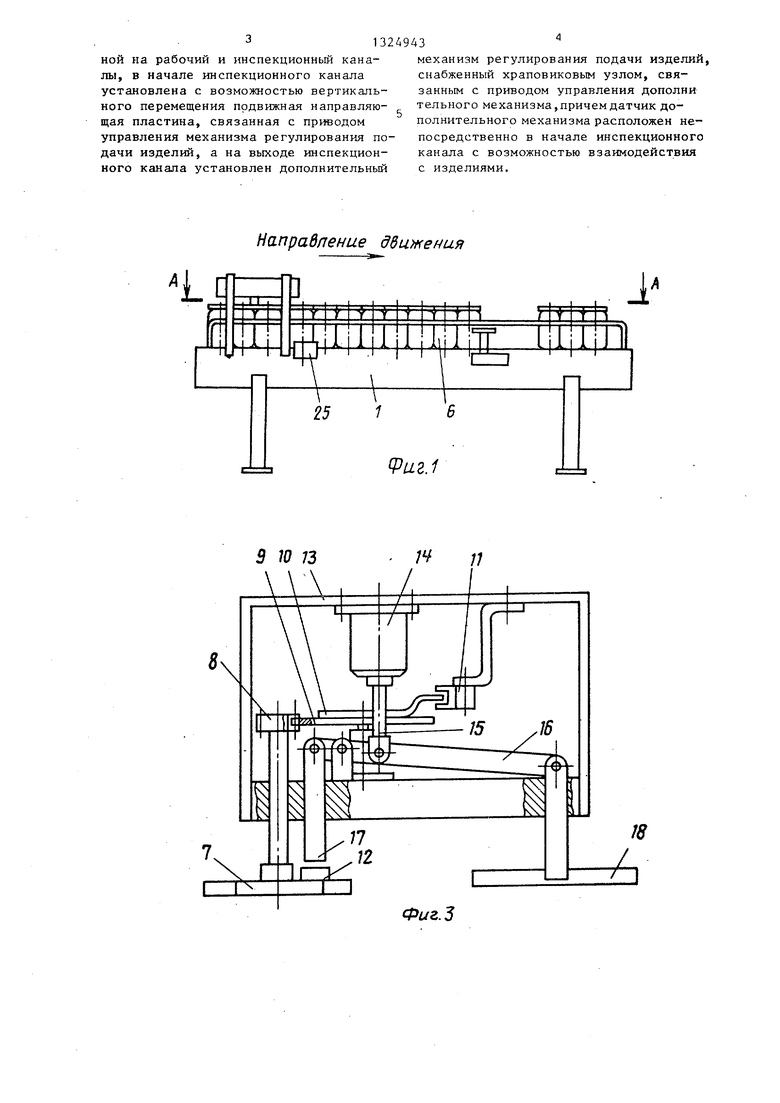

Изобретение относится к консервной промьшленности. Цель изобретения- автоматизация периодического отбора штучных изделий из потока для контроля и последующего возвращения кондиционных изделий в общий поток. Штучные изделия 6 перемещаются полотном 2 конвейера, разделенным направляющей 3 на два канала. Встречая подвижную направляющую пластину 18, изделия 6 смещаются на рабочий канал 4 конвейе- ра. Отсчет количества прошедших изделий осуществляется за счет вращения стурникетной звездочки 7 проходящими изделиями 6, После прохождения заданного .количества изделий стопорящее устройство останавливает вращение звездочки 7 и убирает направляющую пластину 18, благодаря чему одно изделие поступает на инспекционный канал 5 конвейера, и вызывает срабатывание датчика 25. От сигнала датчика специальный механизм позволяет провернуться звездочке 19 на один зуб и возвращает в исходное положение направляющую пластину 18 с одновременным отключением стопорящего устройства звездочки 7, При повороте звездочки 19 одно изделие с инспекционного канала 5 возвращается на рабочий канал 4, попадая на свободный от изделий участок, который образовывается в результате остановки изделий при стопорении звездочки -7. 4 ил. i О) 00 го 2 7 I Т 8 25 3 СО иг.2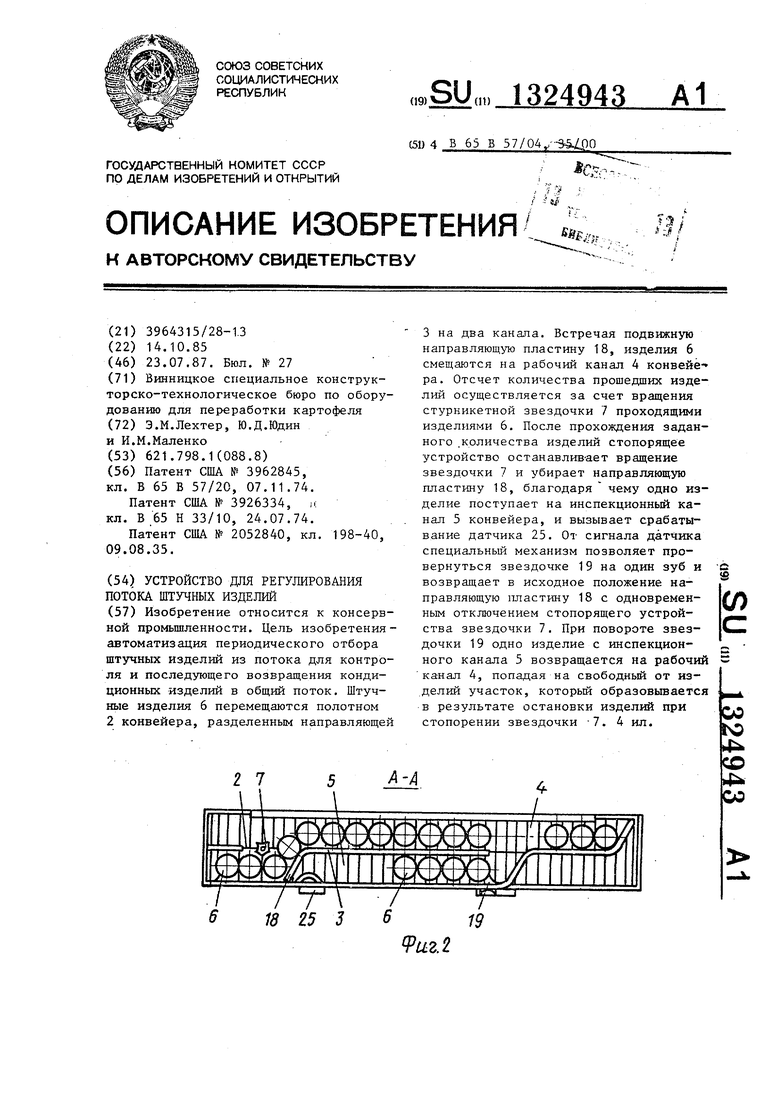
9 Ю 73
л
8
I
/V ;;
.
16
Фиг.З
79
25
Редактор С,Пекарь
Составитель Е.,Новикова Техред А.Кравчук
Заказ 3011/18Тираж 644Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор М.Пожо
| Патент США № 3962845, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Патент США № 3926334, п: кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Патент США № 2052840, кл | |||
| Складная решетчатая мачта | 1919 |
|
SU198A1 |
