Ичобретеиие относится к металлургии, а именно к оборудопанию для нне- печног о вакуумирования жидкого металла.
Целью изобретения является новы- шение надежности и безопасности работы устройства.
На чертеже дано предлагаемое устройство, общий вид.
Устройство для электрического нагрева вакуум-камеры 1 включает, гра- фитированный электрод 2, установленный в электрододержателе 3 и контактиW В полностью смонтированном исходном положении электрод 2 с электрс- додержателем 3, закрепленном на токо- подводящем стержне 9, выдвинут механизмом 21 за пределы вакуум-камеры 1
р тощий с проставкой 4, при этом элек- трододержатель 3 и проставка 4 закреп-15 для осмотра, ревизии или замены. лены термостойким припоем, например Вне вакуум-камеры 1 в крайнем выд- свинцовотитанистым, в углублениях винутом посредством механизма 22 пе- электроконтактных тарелей 5 и 6, кото- ремещения положении находится также рые присоединены к плоским торцам го- токоподводящий стержень 10 с закреп- ловок 7 и 8, обращенным внутрь вакуум-20 ленной на нем проставкой 4. камеры и подсоединенньм к подоох- Для установки электрода 2 в рабо- ла ;цаемы токоведущим стержням 9 и чее положение включается механизм 21 10, каждый из которых выполнен с цент- перемещения, который вдвигает токо- ральной сквозной полостью 11 и 12 со- подводящий стержень 9 с электрододер- ответственно. Внутри каждой полости 25 жателем 3 и электродом 2 в крайнее по- 11 и 12 стяжные стержни 13 ложение внутрь вакуум-камеры 1. Меха- и 14, зафиксированные гайками 15 и низм 22 перемещения токоподводящего 16.стержня 10 с проставкой 4 также вклюГерметичность токовсдущих стерж- чается и перемещает проставку 4 до ней 9 и 10 с вакуум-камерой 1 обеспе- 30 соприкосновения с электродом 2 и обечивается вакуумными уплотнениями 17 и 18, например, известного комбинированного сильфонно-манжетного типа. Аналогичным образом вакуумными уплотнениями 19 и 20 обеспечивается гер- дежный электрический контакт в кони- метичность стяжных стержней 13 и 14 с ческом соединении 25 и сферическом токоведущими стержнями 9 и 10. Токо- ведущие стержни 9 и 10 смонтированы на механизмах 21 и 22 перемещения.
Подвод электроэнергии к токоведу- щм- стержням 9 и 10 осуществляется гибки№1 водосзхлаждаемыми кабелями 23 и 24. Электрический контакт между электродом 2 и электрододержателем 3 осуществляется известным способом - коническим соединением 25, а между электродом 2 и проставкой 4 также из- вестньЕМ способом - сферическим соединением 26. Электрический контакт между электродом 2 и электрододержателем 3 может выполняться известным резьбовы - соединением.
соедннении 26, ограничивается извест ными по конструкции пневмогндравли- ческими блокировочными устройствами, 40 предусмотренными в механизмах 21 и 22 перемещения.
I
После этого включается подача элек трического тока и электрод 2 начинает нагревать вакуум-камеру 1 до требуемой температуры (около 1500-1550°С), при этом температура самого электрода 2 достигает 2000°С и более.
Время работы нагревателя определя- Q ется полным технологическим циклом вакуумной обработки металла, включая предварительную сушку и нагрев вакуум-камеры I в среде инертного газа - азота. После износа электрода 2, что jj определяется его ревизией, он заменяется новым и весь процесс работы устройства повторяется.
Устройство работает следукщим образом.
Перед началом работы электрододер- жатель 3 и проставка 4 .напаиваются припоем в углублениях контактных тарелей 5 и 6, предварительно соединенных со стяжными стержнями 13 и 14, а затем посредством этих стяжных стержней 13 и 14 и гаек 15 и 16 монтируются и прикрепляются к токоведущим
стержням 9 и 10 так, чтобы обеспечивался надежный электрический контакт в месте соприкосновения электроконтактных тарелей 5 и 6 с плоскими торцами головок 7 и 8.
В полностью смонтированном исходном положении электрод 2 с электрс- додержателем 3, закрепленном на токо- подводящем стержне 9, выдвинут механизмом 21 за пределы вакуум-камеры 1
для осмотра, ревизии или замены. Вне вакуум-камеры 1 в крайнем выд- винутом посредством механизма 22 пе- ремещения положении находится также токоподводящий стержень 10 с закреп- ленной на нем проставкой 4. Для установки электрода 2 в рабо- чее положение включается механизм 21 перемещения, который вдвигает токо- подводящий стержень 9 с электрододер- жателем 3 и электродом 2 в крайнее по- ложение внутрь вакуум-камеры 1. Меха- низм 22 перемещения токоподводящего стержня 10 с проставкой 4 также вклюспечения контакта за счет самоустанавливания в сферическом соединении 26, причем величина сжимающего электрод 2 усилия, обеспечивающего на дежный электрический контакт в кони- ческом соединении 25 и сферическом
соедннении 26, ограничивается известными по конструкции пневмогндравли- ческими блокировочными устройствами, 40 предусмотренными в механизмах 21 и 22 перемещения.
I
После этого включается подача электрического тока и электрод 2 начинает нагревать вакуум-камеру 1 до требуемой температуры (около 1500-1550°С), при этом температура самого электрода 2 достигает 2000°С и более.
Время работы нагревателя определя- Q ется полным технологическим циклом вакуумной обработки металла, включая предварительную сушку и нагрев вакуум-камеры I в среде инертного газа - азота. После износа электрода 2, что jj определяется его ревизией, он заменяется новым и весь процесс работы устройства повторяется.
Конструкция электрододержателя 3 и проставки 4 предлагаемого устройства вместо встречных конических гнезд со сторон противоположных электроду 2, имеющих место в известных устройствах и ослабляющих механическую прочность этих элементов (по указанным коническим гнездам, происходит разлом), особенно при нагреве, имеет опорные поверхности, заключенные в углубления электроконтактных тарелей 5 и 6, что предотвращает поломку элек трододержателя 3 и проставки А, повышает надежность работы и электробезопасность всего устройства в целом.
Формула изобретения
1. Устройство для электрического нагрева вакуум-камеры, содержащее
электрод, электрододержатель, простав-2о и электрододержатель закреплены в угку, водоохлаждаемые токоведущие стержни и механизм перемещение электродо держателя, отличающееся тем, что, с целью повышения надежности и безойасности работы устройства, оно снабжено электроконтактными таре- лями, в углублении одной из которых соосно закреплена проставка, а в уг- леблении другой - электрододержатель, при этом каждый токоведущий стержень
вьтолнен с центральной сквозной полостью и снабжен на конце головкой с 1ЛОСКИМ торцом, обращенным внутрь вакуум-камеры, причем внутри каждой полости соосно размещены стяжные стержни, посредством которых к плоскому торцу головки, подсоединены электроконтактные тарели.
2. Устройство по П.1, отличающееся тем, что проставка
лублениях тарелей посредством термостойкого припоя.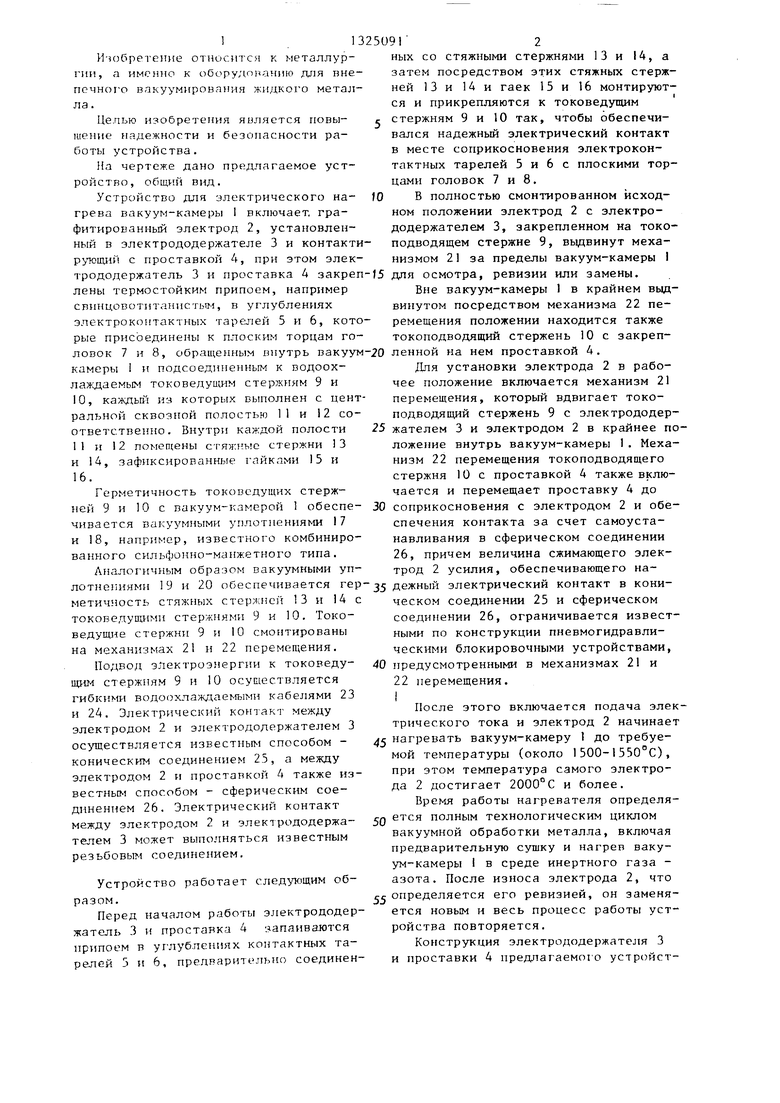
| название | год | авторы | номер документа |
|---|---|---|---|
| Клещи для сварочных точечных машин | 1989 |
|
SU1698014A1 |
| Электродный узел для контактной сварки | 1980 |
|
SU927446A1 |
| Электрододержатель для ручной дуговой сварки | 1990 |
|
SU1787087A3 |
| Сварочные клещи для контактной точечной сварки | 1985 |
|
SU1291333A1 |
| Токоподводящий узел электрододержателя руднотермической электропечи | 1980 |
|
SU919166A1 |
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |
| Головка для автоматической дуговой сварки | 1988 |
|
SU1614903A1 |
| Устройство для контактной точечной сварки | 1988 |
|
SU1698013A1 |
| Горелка для сварки магнитоуправляемой дугой | 1985 |
|
SU1294524A1 |
| Электрододержатель | 1990 |
|
SU1779508A1 |
Изобретение относится к металлургии и может быть использовано при внепечном вакуумировании жидкого металла. Цель изобретения - повышение надежности и безопасности работы устройства. Устройство содержит электрод 2, установленный в электрододержате- ле 3 и контактирующий с проставкой 4. Электрододержатель 3 и проставка 4 установлены на вoдooxлa)дaeмыx токо- ведуших стержнях 9 и 10: Стержни 9 и 10 выполнены с центральными сквозными полостями.и снабжены на концах головками 7 и 8 с плоскими торцами. Внутри каждоГ полости 1 I и 12 помещены стяжные стержни 13 и 14, посредством которых к плоским торцам головок подсоединены электроконтактные тарели 5 и 6, в углублении одной из которых закреплена проставка 4, а в углублении другой - электрододержа- тель 3. 1 з.п.ф-лы, 1 ил. & сл П 00 ю ел со 24 б 12 22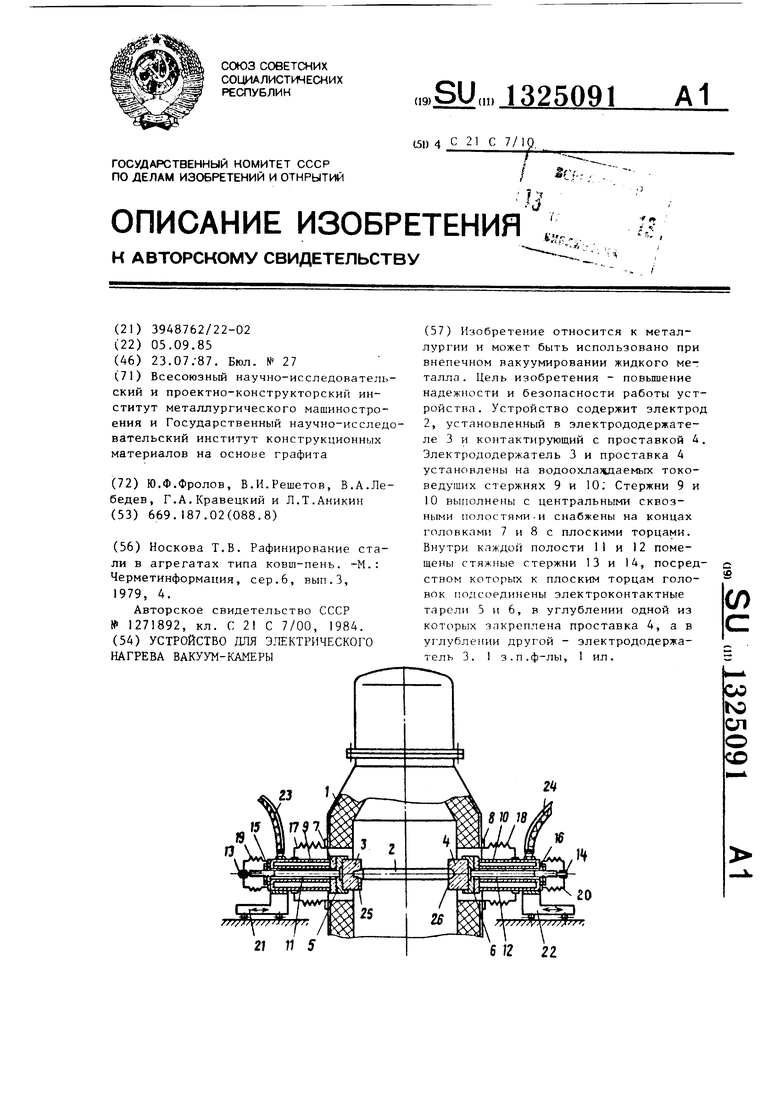
| Носкова Т.Н | |||
| Рафинирование стали в агрегатах типа ковш-пень | |||
| -М.: Черметинформация, сер.6, вып.З, 1979, 4 | |||
| Устройство для электрического обогрева вакуум-камеры | 1983 |
|
SU1271892A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
