1
Изобретение относится к устройствам для гальванической обработки деталей .
Цель изобретения - повышение надежности работы устройства и снижение затрат на его эксплуатацию.
Детали, испытывающие воздействие переменных интенсивных нагрузок, например зубчатые венцы шестерен привода вращения барабана, выполнены из токопроводящего материала с высокими прочностными свойствами, например из конструкционной стали, и имеют электрическую связь через помеш,аемый в полость корпуса барабана проводник с поверхностями элементов устройства или обрабатываемых в устройстве изделий, за которые производится подача потенциала отрицательной полярное- 20 тактирующих элементов. Контактирование ти. При этом в процессе обработки де- сопрягающихся зубьев шестерен непоталеи ликвидируется возможность разрушения зубчатых венцов вследствие воздействия агрессивных растворов, применяемых при нанесении покрытия. Так как такие элементы имеют электрическую связь через помещаемый в полость корпуса барабана линейный проводник с поверхностью отрицательно заряженных элементов или деталей, то при погружении в электролит гальванической ванны на поверхности таких элементов также, как и на деталях, происходит осаждение слоя метал j:a определенной . В связи с тем, что поверхность таких зубчатых венцов подключена к отрицательно заряженным деталям через проводник с высоким удельным сопротивлением, который контактирует с отрицательно за- 40 Достаточно длительные сроки. При ряженными деталями или элементами этом в корпус барабана могут загру- только через определенные периоды времени, чрезмерного обрастания их металлом покрытия не происходит. Осажжаться массивные корпусные детали без опасности быстрого выхода из строя испытывающих большие нагрузки элементов, которые в этом случае мо гут выполняться из достаточно прочных материалов.
даемый равномерно распределенный слой металла на зубчатых венцах за счет указанных особенностей подвода потенциала отрицательной полярности имеет толщину, достаточную для защиты металла основы от растравливания при прохождении обработки в агрессивных растворах, а также для предупреждения чрезмерного механического износа контактирующих трущихся поверхностей самих зубьев. В непрерывном контакте с обрабатываемыми изделиями находится только торцовая стенка, выполненная из токонепроводящего материала .
251052
Осажденный на зубчатых венцах металл при окончании цикла обработки и прохождении последующих операций нового цикла, в том числе и травильных, играет роль предохранительной оболочки, защищающей тело зубчатого венца от перетравливания. В то же время систематический съем накопленного ранее
10 металла с зубчатых венцов предупреждает чрезмерное его нарастание и связанное с этим изменение их конструктивных элементов и поломку. При всем этом сама металлическая основа, на
15 которой осаждался металл, повреждаться не успевает.
Дополнительная защитная оболочка из осаждаемого покрытия, кроме того, уменьшает интенсивность износа консредственно по металлу основы происодит только в первоначальные моменты времени, в остальное время цикла
контактирование сопряженных поверхностей осуществляется через промежуточный тонкий слой наносимого на металл основы покрытия. Таким образом, основной износ происходит не в толще
металла основы тяжелонагруженных элементов, а в слоях нарастающего на них покрытия. Поэтому при такой схеме работы и конструктивном исполнении устройства обеспечивается своего рода само заживление используемых конструктивных элементов. Трушлеся поверхности за счет периодического восстановления их прежней геометрии осаждающимся покрытием могут работать
Достаточно длительные сроки. При этом в корпус барабана могут загру-
жаться массивные корпусные детали без опасности быстрого выхода из строя испытывающих большие нагрузки элементов, которые в этом случае могут выполняться из достаточно прочных материалов.
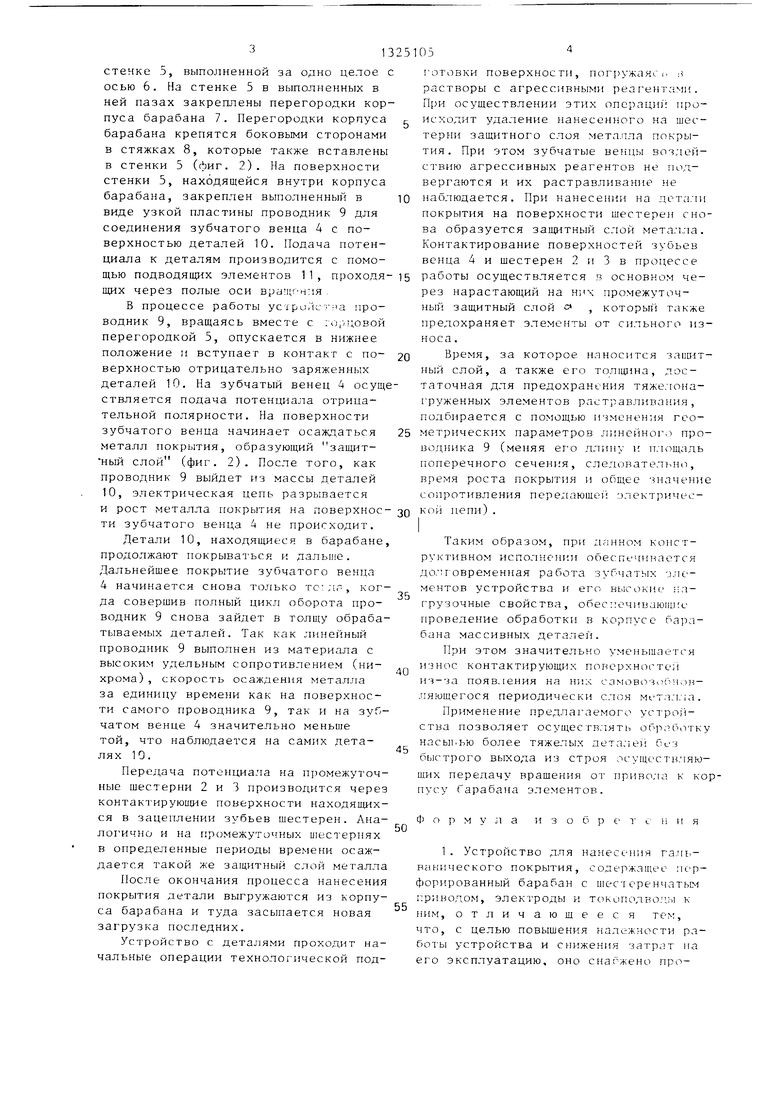
На фиг. 1 представлено предлагаемое устройство на фиг. 2 - узел I на фиг. 1.
От приводного вала 1 (фиг. 1), соединенного с выходным валом редуктора привода перемещения, во вращательное движение приводится ведущая шестерня 2, от которой вращение передается на промежуточную шестерню 3. Шестерня 3 в свою очередь находится в зацеплении с зубчатым венцом 4. Зубчатый венец 4 прикреплен к торцовой
стенке 5, выполненной за одно целое осью 6. На стенке 5 в выполненных в ней пазах закреплены перегородки корпуса барабана 7. Перегородки корпуса барабана крепятся боковыми сторонами в стяжках 8, которые также вставлены в стенки 5 (фиг. 2). На поверхности стенки 5, находящейся внутри корпуса барабана, закреплен выполненный в виде узкой пластины проводник 9 для соединения зубчатого венца 4 с поверхностью деталей 10. Подача потенциала к деталям производится с помощью подводящих элементов 11, проходящих через полые оси
В процессе работы ус ipu, icT-ia iipo- водник 9, вращаясь вместе с :ч)и;овой перегородкой 5, опускается в нижнее положение и вступает в контакт с поверхностью отрицательно заряженных деталей 10. На зубчатый венец 4 осущствляется подача потенциала отрицательной полярности. На поверхности зубчатого венца начинает осажд.аться металл покрытия, образующий защит- ный слой (фиг. 2). После того, как проводник 9 выйдет из массы деталей 10, электрическая цепь разрывается и рост металла ггокрытия на поверхности зубчатого венца 4 не происходит.
Детали 10, находящиеся в барабане продолжают цокрываться и дальше. Дальнейшее покрытие зубчатого венца 4 начинается снова только тс:ля, когда совершив полный цикл оборота цро- водник 9 снова зайдет в толщу обрабатываемых деталей. Так как линейный проводник 9 выполнен из материала с высоким удельным сопротивлением (нихрома) , скорость осаждения металла за единицу времени как на поверхности самого проводника 9, так и на зубчатом венце 4 значительно меньше той, что наблюдается на самих деталях 10.
Передача потенциала на промежуточные шестерни 2 и 3 производится через контактирующие поверхности находящихся в зацеплении зубьев шестерен. Аналогично и на промежуточных шестернях в определенные периоды времени осаждается такой же защитный слой металла
После окончания процесса нанесения покрытия детали выгружаются из корпуса барабана и туда засыпается новая загрузка последних.
Устройство с деталями проходит начальные операции технологической под
5
0
5
0
5
0
5
готовки поверхности, погружаясь :i растворы с агрессивными реагентами. При осуществлении этих операций происходит удаление нанесенного на шестерни защитного слоя металла покрытия. При этом зубчатые венцы воздействию агрессивных реагентов не подвергаются и их растравливание }ie наблюдается. При HaHeceHiin на детали покрытия на поверхности шестере}{ снова образуется защитный с.лой металла. Контактирование поверхностей зубьев венца 4 и шестерен 2 и 3 в процессе работы осуществляется в основном через нарастающий на них промежуточный защитный слой с , которьп также предохраняет элементы от сильного износа.
Время, за которое наносится saiiuiT- ный слой, а также его тол1цина, достаточная для предохранения тяжелонагруженных элементов растравливания, подбирается с помощью изменения геометрических параметров линейного проводника 9 (меняя его длину и площадь поперечного сечения, cлeд(л aтeльнo, время роста покрытия и общее значение сопротивления передающеГ; электрической цепи) .
Таким образом, при zifiHHOM конструктивном исполнении обеспечинается долг овременная работа зубчатых элементов устройства и его высокие загрузочные свойства, обес ::очииаюшис проведение обработки в корпусе барабана массивных деталей.
При этом значитеоЛьно уменьшается износ контактирующих поверхностей из- за появления на них caMOB(T3iv; H,.)- ляющегося периодически слоя М1 тал.-;а.
Применение предлагаемого устройства позволяет осуществлять ,ботку насыьью более тяжелых детале без быстрого выхода из строя осущс ств.чяю- ших передачу врашерп1я от привода к корпусу барабана элементов.
50
Форм у л а
и 3 о о р €
и и я
55
1. Устройство для нанесения гальванического покрытия, содержащее псф- форированный барабан с шестеренчатым г.риводом, электроды и ток1.1подво |ы к ним, отличающеес я тем, что, с целью повышения надежности работы устройства и снижения затрат на его эксплуатацию, оно снабжено провчлником , pas.K L . :,: ; .-yr,;fi : рл-: -ана, подко1ючен:- ;м к з с-чат т ропп; --; iiiecTf репчатого пр.: ..: ;;а.
2. Устройстве По п. 1, (1 т л и ч а ю 111 е е с я , что горцотмя
36
с7( зубчатых элементоввыполнена токонепроводящего мгтернала.
J. Устройство по ЛГ1. 1н 2, о т 1 1 ч а 10 1ц е е с я тем,что проводН1П выполнен из материалас высоким уд I .ii I. н ы.м с о пр о ти вл е ни ем.
{JocTannTi/ль -; .Игнатьев 1 д. 1ктор Г.Волкова Техред Л. Серлн):-:ов.-. Корректор С.Шекмар
Закап 3024/26 ираж 612Поггпгсacjc
ВНИНПИ Государственного Ki.iMirrivTa С С(Л
по делам изо(ретеннй п :ттк-рь:тп11 П3035, Москва, Ж-35, PayjiicK/nj иас., л. А/З
Фаг. 2
чая, 4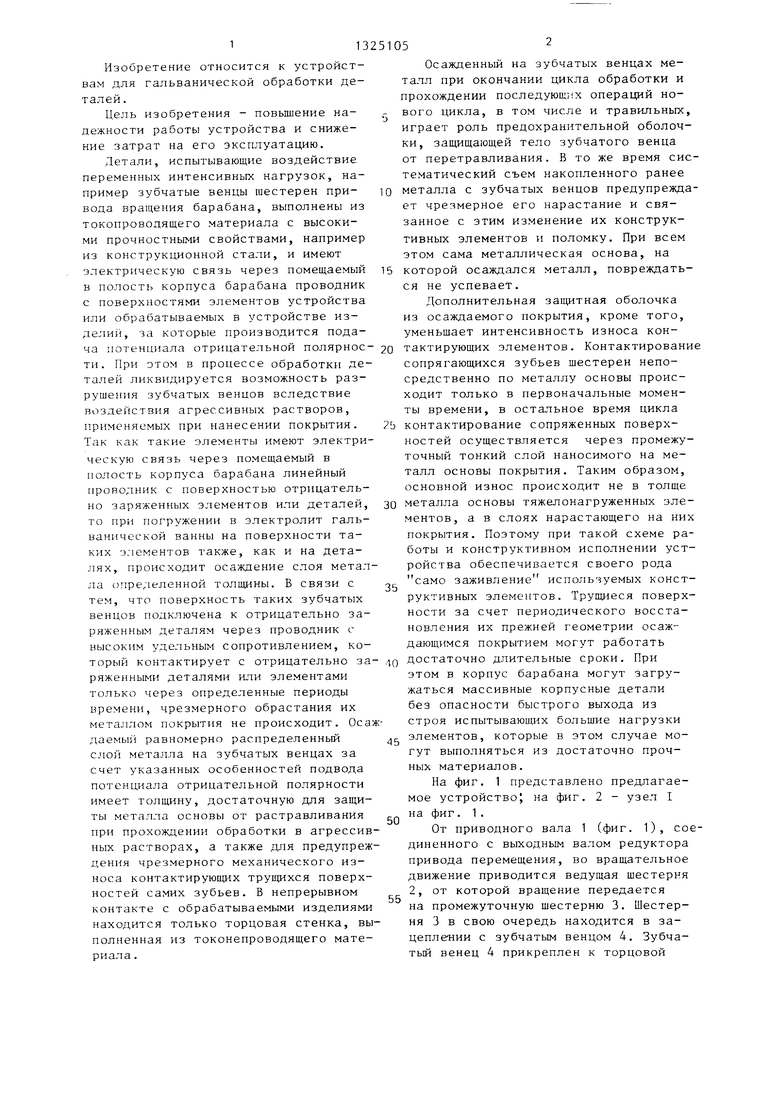
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКОМ ОСНОВАНИИ | 2018 |
|
RU2705044C1 |
| Устройство для нанесения гальваническихпОКРыТий HA МЕлКиЕ дЕТАли | 1980 |
|
SU846608A1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНО-РЕЛЬЕФНЫХ ЭЛЕМЕНТОВ АНТЕННО-ФИДЕРНЫХ УСТРОЙСТВ | 2012 |
|
RU2472872C1 |
| Способ изготовления печатной формы для офорта и травильный раствор для его осуществления | 2019 |
|
RU2699750C1 |
| Устройство для проведения гальванических процессов | 1978 |
|
SU775190A1 |
| Устройство для хромирования наружных поверхностей | 1983 |
|
SU1148907A1 |
| ПРИВОДНОЙ МЕХАНИЗМ ДЛЯ ЭЛЕКТРИЧЕСКИХ КОММУТАЦИОННЫХ ПРИБОРОВ С ТРЕМЯ ОТДЕЛЬНЫМИ ПОЛОЖЕНИЯМИ | 2010 |
|
RU2556084C2 |
| Устройство для хромирования наружных поверхностей деталей | 1990 |
|
SU1737030A1 |
| Катод колокольных ванн для нанесения гальванических покрытий | 1985 |
|
SU1252397A1 |
| Способ ремонта шестеренных гидронасосов | 1990 |
|
SU1729724A1 |

Изобретение относится к гальваностегии, в частности к устройствам для нанесения гальванических покрытий. Цель изобретения - повышение надежности работы устройства и снижение затрат на его эксплуатацию. Сущность изобретения состоит ;. том, ITO устройство для нанесения гальванического покрытия, солержащее перфорир1;иа11- ный барабан с шестеренчатым приволом, электролы и токоподводы к ним, снабжено прс нолником, размещенным внутри барабана, подключенным к зубчатым венпам шестепенч.Г-того привода. При этом торг .овая стенка зуочг;тых ментоп вы; о.11;ена из токоиепронодяп.С - го Ma repujT,, .. П1товолн11к выпо. пи м из магери гтл с высоким улельным г-- проТ:1;,ленИ N1. В продессе t-r- 1-1ОЙС ; iia на зубчатые элементы не1гп,м гроис г-.одит осаждение металла iiOKr-- тия, ча :ищающего зубчатые элемент:; ст pai т равливания и износа. 2 з . п . 4 -лы, 2 ил . (О сл со го сл
| Лобанов С.А | |||
| Практические советы гальванику | |||
| -Л.: Машиностроение, 1983, с | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
