Изобретение относится к электротехнике, в частности к устройствам для центробежной пропитки электротех- кических изделий, преимущественно витых ленточных магнитопроводов.
Цель изобретения: - повышение качества пропитки изделий и расширение технологических возможностей устройства- путем обеспечения очистки изделия от излишков пропитывающего состава изменением скорости вращения ванн
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - держатель пропитываемого изделияi на фиг. 3 - Диаграмма режима центробежной пропитки магнитопроводов.
Устройство для центробежной пропитки включает цилиндрическую пропиточную ванну 1 с отбортованными вовнутрь краями, укрепленную коаксиаль- но на вертикальном валу снабженном управляемым приводом вращения (не показан) . На отбортовке ванны 1 укреп- ;лень держатели 2,. на которых размещены пропитываемые магнитопроводы 3. Отбортовка ванны образует по ее периферии полость (карман) 4 для размещения пропиточного состава 5 во время работы устройства.
Держатели 2 выполнены в виде кронштейнов с осями 6 и имеют возможность вращения относительно своих осей что позволяет размещать магнитопроводы в любом положении в пределах угла поворота как внутри, так и вне ванны 1
На фиг. 1 вьщелены характерные положения держателей 2: исходное А, рабочее Б и возможные положения В и Г выгрузки (перегрузки) магнитопроводов
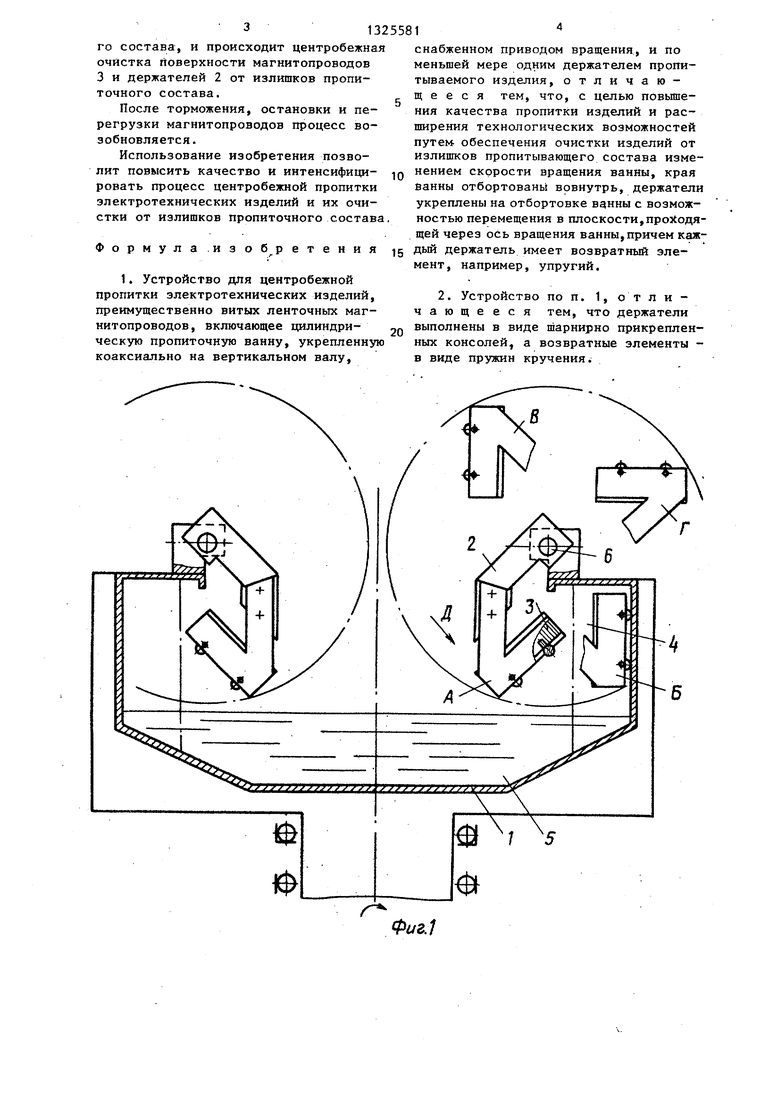
Держатели 2 служат для ориентации магнитопроводов во время пропитки. На фиг. 2 изображен вариант конструкции держателя на два магнитопровода. Держатель 2, включающий консоли 7 и 8 и траверсу 9, установлен на осях 6 в накладке 10 на отбортовке ванны 1. В угольниках 11 и 12 жестко зафиксированы две направляющие 13 с двумя парами упоров 14 каждая для ориег та- ции магнитопроводов 3 по окну сердечника. П-образная поворотная деталь 15 прижимает магнитопроводы к направляющим 13. Деталь 15 закреплена в осях 16 и пружиной 17 кручения поджата к упору 18, фиксирующему рабочее положение.
В положениях от А. до Б (фиг. 1) держатель 2 кинематически связан С
0
5
5
0
5
0
5
0
5
возвратным упругим элементом (фяг.2) представляющим тарированную пружину 19 кручения, установленную на пустотелом (на конце) валике 20, зафиксированном в накладке 10 штифтом 21. Пустотелый конец валика 20 служит втулкой для оси 6. На валике 20 штифтом 22 закреплено кольцо 23, имеющее Отверстие в торце для фиксации одного конца пружины 19 и радиальные отверстия для дискретной регулировки усилия пружины 19. Перемещение другого конца пружины 19 ограничено упором 24, устано/зленным в накладке 10.
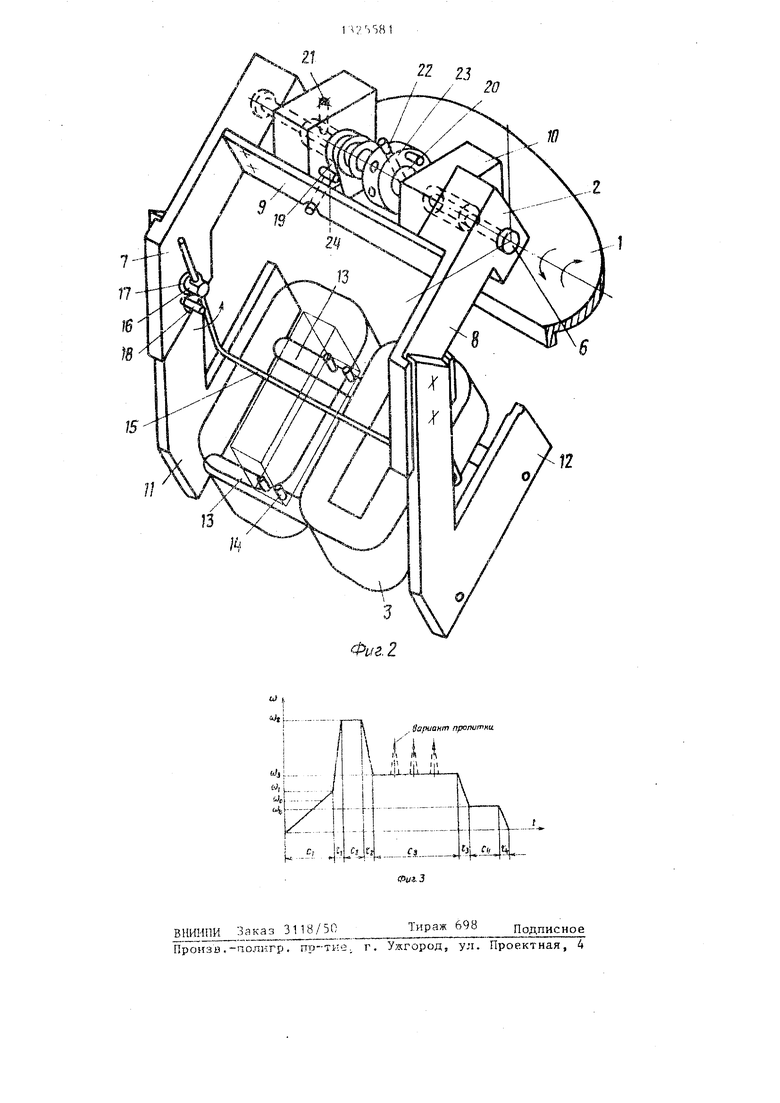
Цикл работы устройства разделяется на несколько периодов (фиг. 1 и 3).
При сообщении ванне 1 вращения с плавным изменением угловой скорости or нуля до 10., под действием центробежных сил инерции происходит заполнение полостей (карманов) 4 пропиточным
.составом 5 и перемещение держателей 2 с магнитопроводами 3 к периферии ванны 1, начиная от скорости Ыд, при которой противодействие возвратных элементов с пружиной 19 становится недостаточным для преодоления центробежных сил, воздействзтащих на держатели: происходит погружение магнитопроводов в проточный состав. Плавность разгона исключает возникновения . гидродинамических ударов. При скорости ы, держатели 2 с магнитопроводами 3 оказываются прижатыми к стенке ванны 1 в полости 4, заполненной пропиточным составом 5, свободная поверхность которого близка к вертикальному положению (положение Б на фиг. 1). Так завершается период разгона (погружения).
При дальнейшем возрастании скорости вращения до Jo достигается избыточное давление пропиточного состава, необходимое для гидропрессовки магнитопроводов, в этом режиме магнитопроводы вьщерясивают до максимального удаления воздуха.
Центробежная пропитка обеспечивается при скорости вращения UJj(uj w.j ujj) (фиг. 3) .
Дальнейшее уменьшение скорости до ич ц иЗи приводит к тому, что силы упругости пруясин 19 превьшают центробежные силы, действуюнще на держатели 2 с магнитопроводами 3. Держатели 2 возвращаются в исходное положение (положение А на фиг. 1), магнитопроводы полностью выходят из пропиточного состава, и происходит центробежная очистка поверхности магнитопроводов 3 и держателей 2 от излишков пропиточного состава.
После торможения, остановки и перегрузки магнитопроводов процесс возобновляется.
Использование изобретения позволит повысить качество и интенсифицировать процесс центробежной пропитки электротехнических изделий и их очистки от излишков пропиточного состава
Формула .из обр етения
1. Устройство для центробежной пропитки электротехнических изделий, преимущественно витых ленточных магнитопроводов, включающее цилиндрическую пропиточную ванну, укрепленную коаксиально на вертикальном валу.
снабженном приводом вращения, и по меньшей мере одним держателем пропитываемого изделия, отличающееся тем, что, с целью повышения качества пропитки изделий и расширения технологических возможностей путем- обеспечения очистки изделий от излишков пропитывающего состава изменением скорости вращения ванны, края ванны отбортованы вовнутрь, держатели укреплены на отбортовке ванны с возможностью перемещения в плоскости,проходящей через ось вращения ванны, причем каждый держатель имеет возвратный элемент, например, упругий.
2. Устройство по п. 1, отли- чающе вся тем, что держатели выполнены в виде шарнирно прикрепленных консолей, а возвратные элементы - в виде пружин кручения.
./
15
2 23
20
Ю
12
Ф1. г.2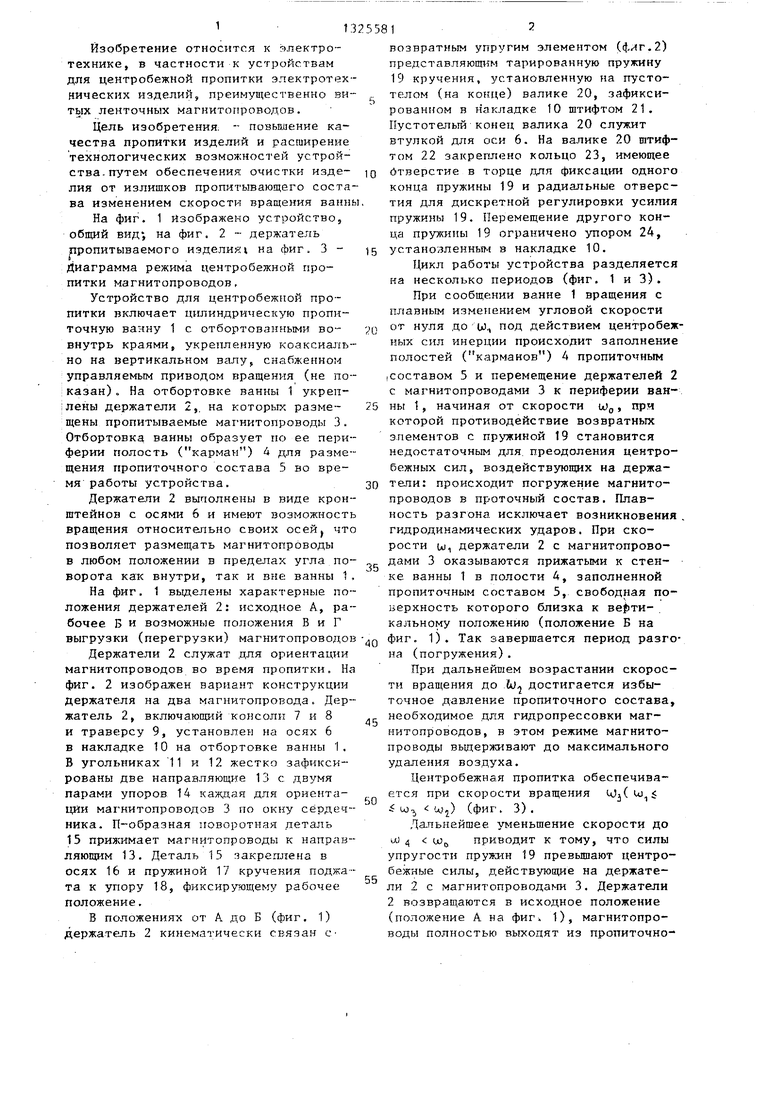
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления витых ленточныхМАгНиТОпРОВОдОВ ТРАНСфОРМАТОРОВ идРОССЕлЕй | 1979 |
|
SU853682A1 |
| Станок для намотки катушек с одновременной пропиткой | 1990 |
|
SU1778801A1 |
| Устройство для пропитки длинномерных материалов | 1983 |
|
SU1109316A1 |
| Способ изготовления витых ленточных магнитопроводов | 1984 |
|
SU1358011A1 |
| Способ изготовления витых ленточных магнитопроводов | 1980 |
|
SU866593A1 |
| Устройство для изготовления рукавных изделий из полосового материала | 1990 |
|
SU1742094A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1981 |
|
SU1026177A1 |
| Устройство для пропитки длинномерного материала | 1983 |
|
SU1123739A1 |
| Устройство для регулировки процентного содержания связующего вещества в движущейся ленте из жгутов армирующих волокон | 2016 |
|
RU2646010C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ПРОПИТКИ АРМИРУЮЩЕГО МАТЕРИАЛА СВЯЗУЮЩИМ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2750827C1 |
Изобретение относится к электротехнике и может быть использовано при изготовлении витых ленточных маг- нитопроводов. Цель изобретения - по- вьшение качества пропитки изделий и расширение технологических возможностей устройства путем обеспечения очистки изделия от излишков пропитывающего состава изменением скорой ти вращения ванны.Устройство содержит укрепленную коаксиально на вертикальном валу цилиндрическую пропиточную ванну с отбортованными внутрь краями. Вал соединен с приводом вращения ванны. Отбортовка ванны образует полость для размещения пропиточного состава во время работы. На от- бортовке ванны с возможностью перемещения в плоскости, проходящей через ось вращения ванны, закреплены держатели. Они выполнены в виде шарнирно прикрепленных консолей, имеющих возможность вращения относительно своих осей. На держателях размещают пропитываемые магнитопроводы. Каждый держатель содержит возвратный элемент в виде пружины кручения. При уменьще- нии скорости вращения магнитопроводы полностью выходят из пропиточного состава и происходит дентробежная очистка поверхности магнитопроводов и держателей от излишков пропиточного состава. 1 з.п.ф-лы, 3 ил. с ю (Л с 00 to ел СП 00
Г i i
li 1Л 1 -, . .
вариант припигг ки.
fs
KlL
1™J. JliL. „Тираж 698Подписное
Пронзи,-чолнгр. пр-тие. г. Ужгород, ул. Проектная, 4
| Кан К.Н., Наколаевич А.Ф., Славянинова Е.Л. | |||
| Проектирование и технология герметизирующей изоляции элементов электротехнической и электронной аппаратуры.-JI | |||
| : Энергоатомиз- дат, 1983, с | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Патент США № 3751549, кл | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
