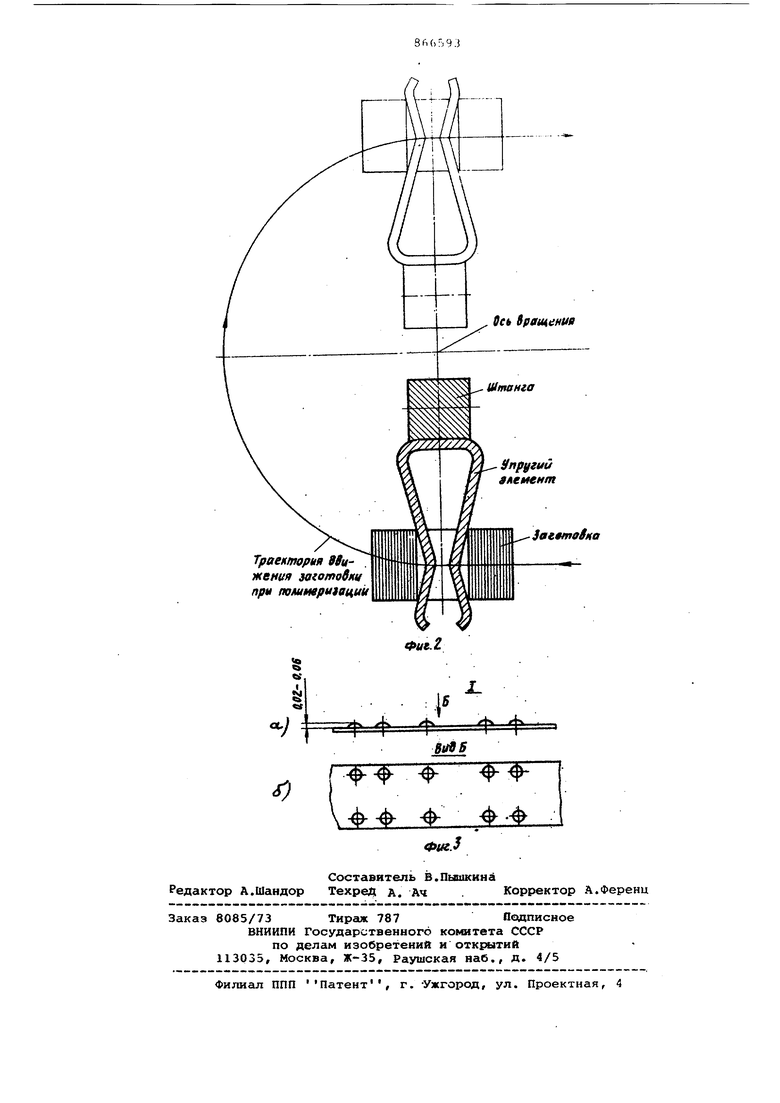
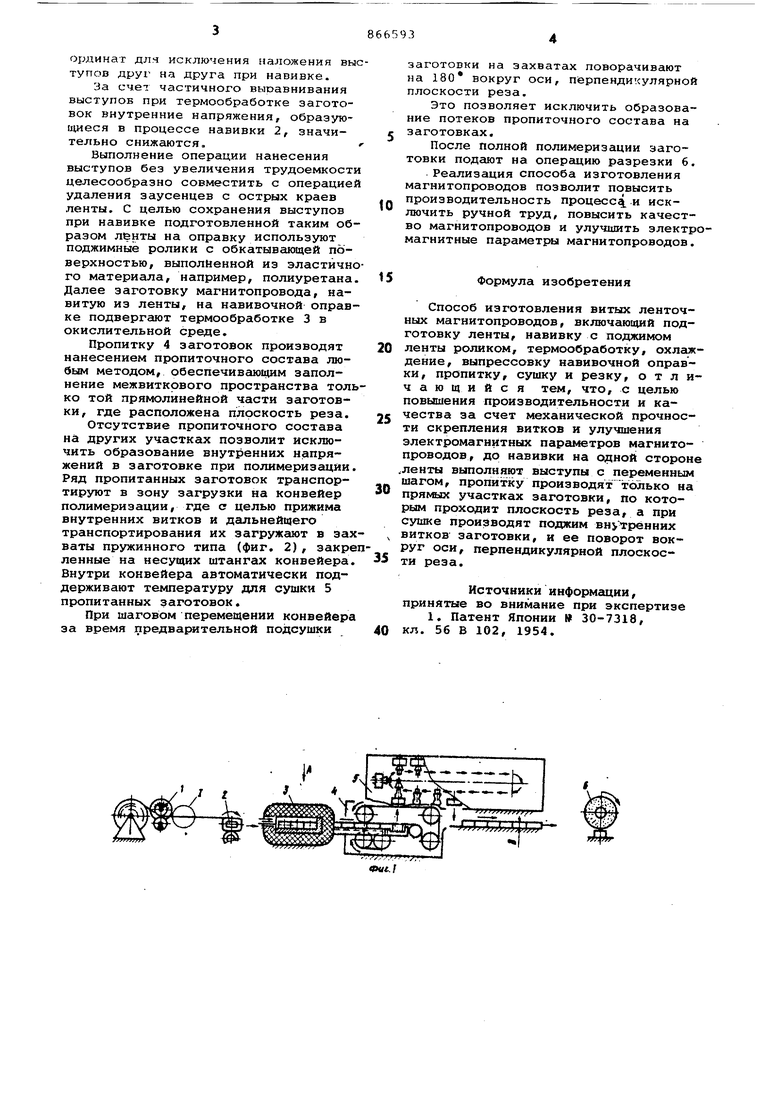
Изобретение относится к технологии изготовления трансформаторов и может быть использовано в радиотехнике и электротехнике. Известен способ изготовления виты ленточных магнитопроводов, включающий подготовку ленты, навивку с поджимом ленты роликом, термообработку, охлаждение, выпрессовку навивочной оправки, пропитку, сушку и резку 1 Однако известный способ не обеспечивает создание зазоров между витками, необходимых для компенсации разности внутренних напряжений, образующихся при навивке, а та«же необ ходимых для проникновения пропиточного состава, магнитопроводы имеют низкую монолитность и низкие электро магнитные параметры. Во время сушки пропитанных заготовок внутренние витки остаются свободными (не поджатыми) и размеры вну реннего окна магнитопроводов по ширине значительно отличаются друг от друга, поэтому требуется операция ручной подгонки в размер, затруднена автоматизация процесса в целом. Цель изобретения - повышение производительности и качества за счет механической прочности скрепления ви ков и улучшения электромагнитных параметров магнитопроводов. Поставленная цель достигаемся тем, qto В известном способе до навивки на одной стороне ленты выполняют выступы с переменным шагом, пропитку производят только на прямых участках заготовки, по которым проходит плоскость реза, а при сушке производят поджим .внутренних витков заготовки и ее поворот вокруг оси, перпендикулярной плоскости реза. На фиг. 1 изображена схема реализации данного способа; на фиг. 2 положение заготовки на разжимной вилке в процессе полимеризации; на фиг. 3 а, б - узел Т на фиг. 1. Способ осуществляется следующим образом. До навивки заготовок осуществляют операцию нанесения выступов 1 на ленту из электротехнической стали любым способом, например механическим, путем прокатки ленты между двумя валками, один из которых имеет эластичную поверхность, выполненную из полиуретана или твердой резины, а другой содержит на себе выступающие элементы из твердого материала, расположенные с переменным шагом координат для исключения наложения выступов друг на друга при навивке.
За сче- частичного выравнивания выступов при термообработке заготовок внутренние напряжения, обраэуюгдиеся в процессе навивки 2, значительно снижаются.
Выполнение операции нанесения выступов без увеличения трудоемкости целесообразно совместить с операцией удаления заусенцев с острых краев ленты, С целью сохранения выступов при навивке подготовленной таким образом ленты на оправку используют поджимные ролики с обкатывающей поверхностью, выполненной из эластичного материала, например, полиуретана. Далее заготовку магнитопровода, навитую из ленты, на навивочной оправке подвергают термообработке 3 в окислительной среде.
Пропитку 4 заготовок производят нанесением пропиточного состава любым методом, обеспечивающим заполнение межвиткрвого пространства только той прямолинейной части заготовки, где расположена плоскость реза.
Отсутствие пропиточного состава на других участках позволит исключить образование внутренних напряжений в заготовке при полимеризации. Ряд пропитанных заготовок транспортируют в зону загрузки на конвейер полимеризации, где с целью прижима внутренних витков и дальнейшего транспортирования их загружают в захваты пружинного типа (фиг. 2), закреленные на несущих штангах конвейера. Внутри конвейера автоматически поддерживают температуру для сушки 5 пропитанных заготовок.
При шаговом перемещении конвейера за время предварительной подсушки
заготовки на захватах поворачивают на 180 вокруг оси, перпендикулярной плоскости реза.
Это позволяет исключить образование потеков пропиточного состава на заготовках.
После Полной полимеризации заготовки подают на опергщию разрезки 6.
Реализация способа изготовления магнитопроводов позволит повысить производительность процессии исключить ручной труд, повысить качество магнитопроводов и улучшить злектрмагнитные параметры магнитопроводов.
Формула изобретения
Способ изготовления витых ленточных магнитопроводов, включающий подготовку ленты, навивку с поджимом ленты роликом, термообработку, охлаждение, выпрессовку навивочной оправки, пропитку, сушку и резку, отличающийся тем, что, с целью повышения производительности и качества за счет механической прочности скрепления витков и улучшения электромагнитных параметров магнитопроводов, до навивки на одной сторон .ленты выполняют выступы с переменным шагом, пропитку производят только на прямых участках заготовки, по которым проходит плоскость реза, а при сушке производят поджим внутренних витков заготовки, и ее поворот вокруг оси, перпендикулярной плоскости реза.
Источники информации, принятые во внимание при экспертизе
1. Патент Японии 30-7318, кл. 56 В 102, 1954.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2348999C1 |
| Способ изготовления витых ленточных магнитопроводов | 1984 |
|
SU1358011A1 |
| Способ изготовления витых ленточных магнитопроводов | 1980 |
|
SU982108A1 |
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| Поточно-механизированная линия для изготовления витых ленточных магнитопродов | 1974 |
|
SU541208A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1140181A1 |
| Способ изготовления витых ленточныхМАгНиТОпРОВОдОВ ТРАНСфОРМАТОРОВ идРОССЕлЕй | 1979 |
|
SU853682A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1978 |
|
SU942178A1 |
| Поточно-механизированная линия для изготовления витых ленточных магнитопроводов | 1980 |
|
SU959172A1 |
| Способ изготовления витых ленточных магнитопроводов | 1982 |
|
SU1078481A1 |