Изобретение относится к обработке металлов давлением, а именно к способам получения полых поковок типа труб.
Целью изобретения является повышение коэффициента использования материала за счет создания зоны пониженной пластичности на поверхности дна полуфабриката в процессе вырубки пробки.
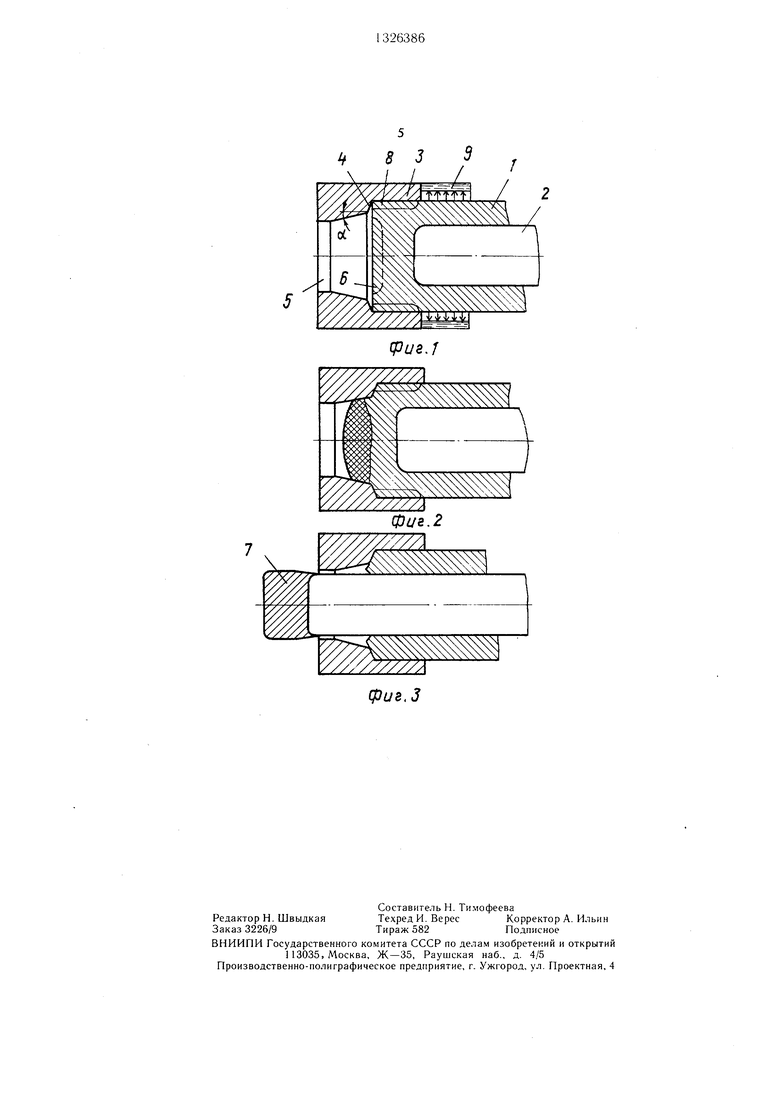
На фиг. 1 изображены полуфабрикат и пуансон в исходном положении; на фиг. 2 - то же, в промежуточном положении на фиг. 3 - то же, в конечном положении при удалении отхода (пробки).
Способ осундествляют следующим образом.
Полуфабрикат 1 в виде полой поковки с дном, надетой на пробивной пуансон 2, помещают в направляющую часть обрезной матрицы 3 до упора в ее опорную поверхность 4. В этом положении через очко
5обрезной матрицы струей воды охлаждают участок наружной торцовой поверхности дна полуфабриката и получают зону
6с повышенным сопротивлением деформации. Затем рабочим ходом пробивного пуансона производят вырубку пробки 7 из дна полуфабриката.
В процессе вырубки металл дна полуфабриката проталкивают через конический сужающийся канал. Охлажденная зона, прилегающая к торцовой поверхности полуфабриката, увеличивает сопротивление выдавливанию металла и создает условия противодавления по всей поверхности торца.
При этом металл дна полуфабриката обтекает рабочую поверхность пробивного пуансона без утонения стенки трубной заготовки.
Наиболее эффективно процесс идет в области углов конусности очка обрезной матрицы 0. -12°.
Температура металла вблизи поверхности торца после подстуживания составляет 500- 700°С.
Диаметр охлажденного участка наружной торцовой поверхности дна полуфабриката выполняют равным 0,85-1,0 наибольшего диаметра конусной части матрицы.
При превышении значения верхнего предела (-1,0) снижается стойкость режущей кромки инструмента,, при уменьшении значения нижнего предела (;0,85) снижается или ликвидируется эффект подпора (противодавления) со стороны конусной части обрезной матрицы.
Для получения подстуженного участка требуемого размера применяют специальный металлический экран-кожух е отверстием, соответствующим размеру участка, надеваемый на донную часть полуфабриката перед охлаждением, например, водой 9. Для тонкостенных поковок с целью повышения устойчивости стенки создают
подстуженный участок боковой поверхности, прилегающий к торцу, длиной 0,5-1,5 тол- цины дна полуфабриката с получением зоны 8 с повышенным сопротивлением деформированию.
5 Пример. Полуфабрикат в виде полой поковки с дно.м, полученный прошивкой бесприбыльного слитка из стали марки ЗЗХС, подвергался последующей протяжке на оправке на горизонтальном прессе через ряд колец. Размеры полуфабриката: общая
0 длина 3400, наружный диаметр 478, толщина стенки 55, толщина дна 180 мм. Вырубку пробки осуществляли оправкой для протяжки в обрезной матрице с углом наклона образующей конического отверстия к
, оси обработки 3°. Охлаждение центральной зоны дна проводили струей воды в течение 5-7 с до температуры 700°С.
Длина поковок, полученных по предложенному способу, больше на величину дна. Торцовые заусенцы минимальные.
0.
Формула изооретения
1.Способ изготовления полых поковок, при котором из слитка фор.муют полый полуфабрикат с дном, затем вырубают пробку
5 из дна пуансоном с опорой полуфабриката в стенки конического отверстия матрицы, отличающийся тем, что, с целью повышения коэффициента использования материала за счет уменьшения торцовых отходов путем создания зоны пониженной пластичности на
0 поверхности дна полуфабриката, перед вырубкой подстуживают центральную зону дна диаметром, равным 0,85-1,0 наибольшего диаметра конического отверстия матрицы.
2.Способ по п. 1, отличающийся тем, J- что дополнительно подстуживают участок
боковой поверхности полуфабриката, прилегающий к дну высотой 0,5-1,5 толщины дна полуфабриката.
cpusj
фиг.З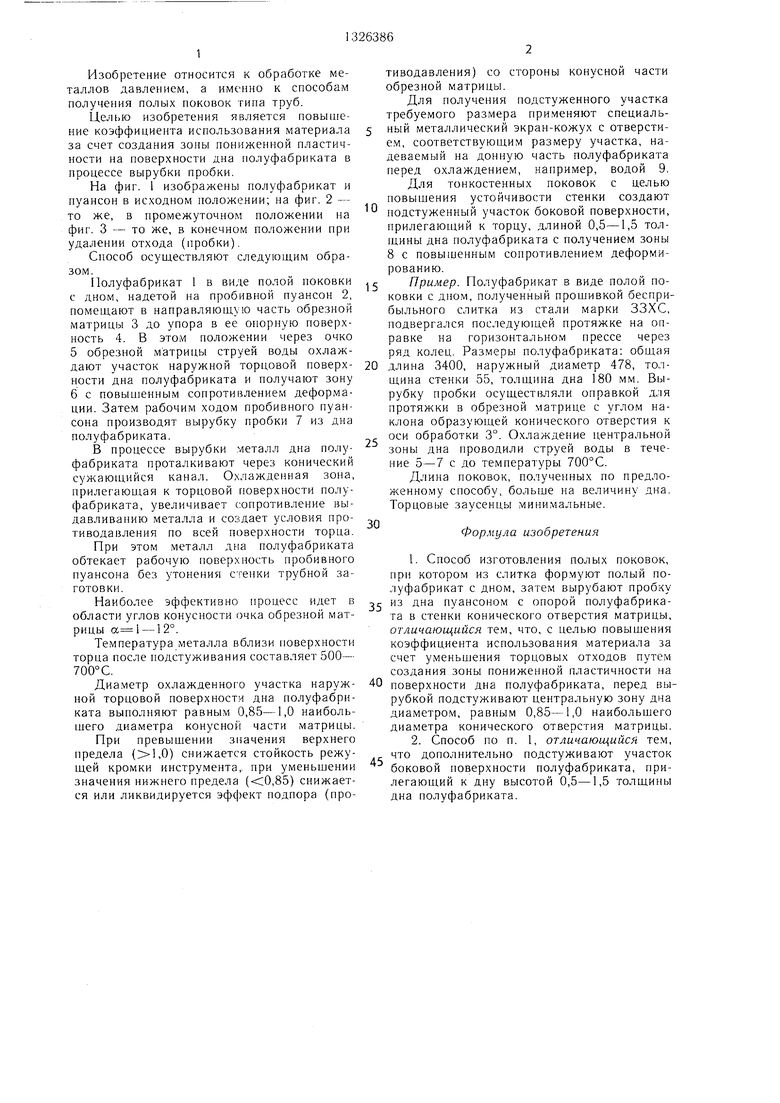
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых поковок типа шаровых сосудов с кольцевым выступом | 1988 |
|
SU1540905A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Совмещенный штамп | 1981 |
|
SU1009595A1 |
| Способ изготовления изделий | 1988 |
|
SU1696076A1 |
| Способ изготовления поковок с фланцем и ступицей | 1982 |
|
SU1090478A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ПОКОВОК С ФЛАНЦЕМ | 2013 |
|
RU2540026C1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| Способ изготовления кольцевых поковок | 1983 |
|
SU1156770A1 |
Изобретение относится к области обработки металлов давлением, а именно к снособам нолучения полых поковок типа труб. Цель изобретения - повышение коэффициента использования материала за счет уменьшения торцовых отходов. Полуфабрикат (П) выполнен в виде полой поковки с дном и стенками. П помещают в направляющую часть обрезной матрицы до упора в ее опорную поверхность. В этом положении через очко обрезной матрицы охлаждают участок наружной торцовой верхнос- ти дна П и увеличивают тем самым сопротивление выдавливанию донной части в конический сужающийся канал матрицы. Рабочим ходом пробивного пуансона производят вырубку пробки из Дна П. За счет создания условий противодавления увеличивается длина годной части заготовки. 1 з. п. ф-лы, 3 ил. со го О5 со 00 О5
| Способ штамповки в матрице конической втулки с фланцем | 1974 |
|
SU532444A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
