в момент наст1,1ка согнуторазрез А А
1
Изобретение относится к машиностроению, в частности к машинам для изготовления колец, согнутых из но.юсы и сваренных контактной сваркой.
Целью изобретения яв;1яется новьпнение экономичности изготов-ления сварных колец из полосы нутем автоматизации всего тех НОЛ о | и чес кого цик.1а.
На фиг. 1 изображена машина д.мя изготов;|ения сварных колец R момент отрезки мерной полосы для кольца, общий вид; на фиг. 2то же
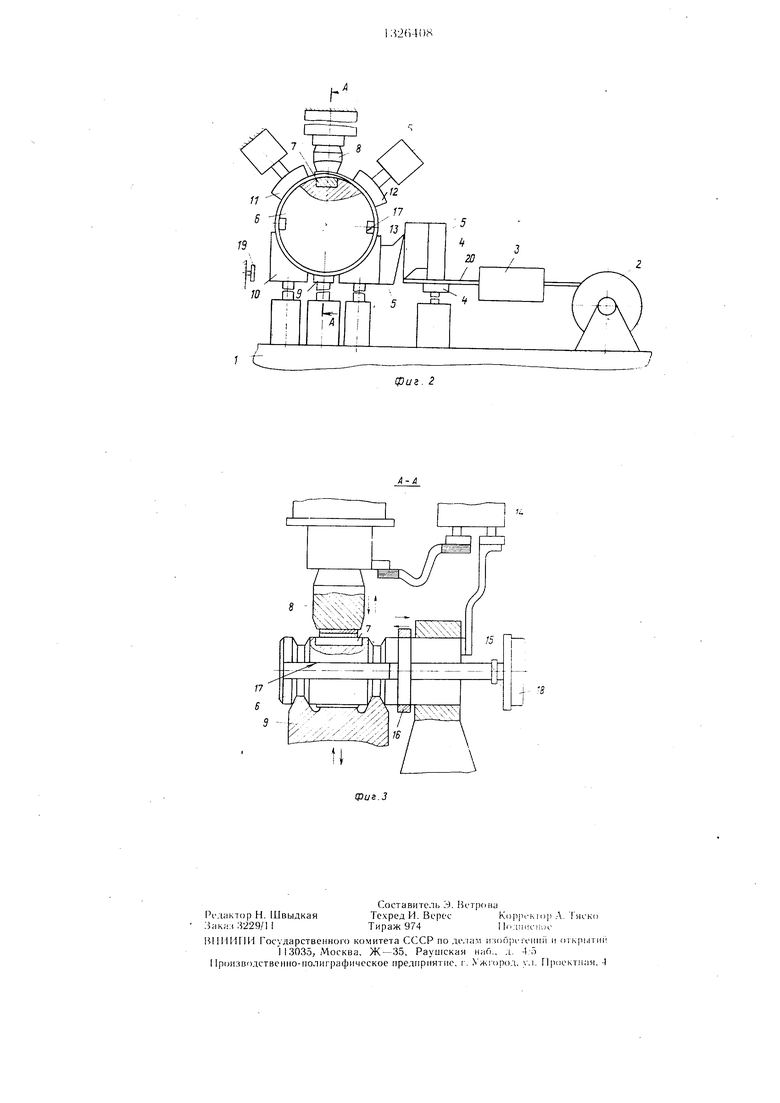
чала сварки нрод()льно1Ч) го кольца; на фиг. 3 на фиг . 2.
Машина для изготовления сварных колец состоит из станины 1, на которой смонтированы но ходу техноло1-ическ(Л о нроцес- са, кассета 2 для исходной полосы, подающее устройство 3, отрезное устройство 4 с ножами 5, онравка 6 с нижним электродо.м 7 электродного устройства, верхний цриводной электрод 8 электродного устройства, зажим 1ое нриснособление, состоящее из нижнего ириводного прижима 9, левого нижнего приводного нрижима 10, левого верхнего приводного прижи.ма 11, правого верхнего нриводного фижима 12 и нравого нижнего приводного прижима 13, сварочный трансформатор 14 сварочного устройства, сбрасывающее устройство, состоящее из двух толкателей 15, соединен 1ых между собой упорным кольцом 16 и смонтированных па оправке 6 в пазах 17, и привода 18, а также конечный выключатель 19.
Машина для изготовления сварн1)1 колец работает следующим образом.
Исходная полоса 20 из кассеты 2 подающим устройством 3 перемещается вперед и упирается в конечный выключатель 19, который дает команду на остановку подающего устройства 3 и на последовательное срабатывание нижнего приводпого прижима 9, отрезного устройства 4 и одновременного срабатывания правого нижнего нриводного нрижима 13 и левого нижнего при водного прижима 10. При этом ножи 5 отрезного устройства 4 отрезают от исходной нолосы 20 мерный кусок, а левый нижний приводной нрижим 10 и правый нижний приводной прижим 13 изгибают отрезанный мерный кусок от исходной полосы 20 вокруг оправки 6 и плотно прижимают его к онравке. Затем включается привод левого верхнего приводного нрижима 11, который догибает левый конец мерного куска исходной нолосы 20 и плотно нрижпмает его к поверхности оправки 6. После этог о правый верхний приводной нрижим 12 догибает и плотно прижимает к поверхности оправки 6 правый конец мерного куска исходной полосы 20, образуя
2
5
0
5
0
5
0
5
0
5
перекрытие («на хлест) образовавшегося кольца над нпжним электродом 9 электронного устройства. Затем включается верхний приводной электрод 8 .электродного устройства. Происхо;и г (.бжатие «нахлеста между электродамп 7 ;i 8 и после включения сварочпг)|о грапсформатора 14 сварочного устройства по .задапной программе происходит контактная сварка кольца с раздав. П1ванием «нахлеста.. После окончания цикла сварки отводятся верхний 111)ив()дной электрод 8 и все нриводные прижи.мы 9 13 и вк.11Очается привод 18 толкателей 15 С брас1)1вающе1-о устройства, (jiapennoi,- Ko/ibno сб)асывае гся с онравкп б, а привод 18 С1)абатывает на реверс и отводит то.ткагели 15 в исходное положение. Зате.м цикл повторяется.
MaiHHHa для изгото15леппя сварных колец повышает экономичност. всего процесса И31 отовлепия сварщ гх ко, 1ец из но.тосы за счет полной ei o автомати.зации.
Формула u:io6речения
Машина д;1я изготовления сварных колец, содержащая станину, зажимное прп- сноеоблен)1е, электродное и сварочное ст- ройетва, отличающаяся тем, чго, с целью повышения экономичности изготов. ;ения сварных колеи из полосы путем автоматпзацпп всего технологическ;;го цик;1а, машина снабжена кассетой для исходной по. кх ы, подающим отрезным и сб1 |асывающим устройствами, зажимное приспособление выполнено п виде закреп-лен1;ой на станине цилиндрической консолыклт оправки с двумя ко.льцевыми пазами трапецис видного сечения и пяти приводных ппижи;М(:.ь т)а 1ециевид- н)1м;| реборда.ми, сим: и тричн(; смонтированных на станине .Mainiuii; с возможностью осевого перемещения и контактирования своей рабочей поверхностью с поверхностью соответствующего участка оправки, на цп- линдрической консольной (;правке выполнены два прямоугольпых ;и1аметральпо расположенных продольных на.ча и один замкнутый продольный прямоу|-ольный паз, спм.метричпый диа метрал1)Но расно.ю- женным, электро.п.пое устройство выполнено в виде одного нижпоп.) смонтированрюго загюдлицо в замкнутом продольном прямоугольном пазу оправки электрода и одного верхнего приводного электрода, смонтированного оппозитпо нижнему, сбрасывающее устройство выполнено в виде двух приводных, е.монтироваппых в диаметрально выполненных на 1.и, 1индрической онравке пазах, толкателей, и соединяюп|его их между собой ynopnoi o кольца, смонтированного с возможностью осевого перемещения на цилиндрической консольной onpai;- ке, при этом высота толкателей больше глубины продольных пазов.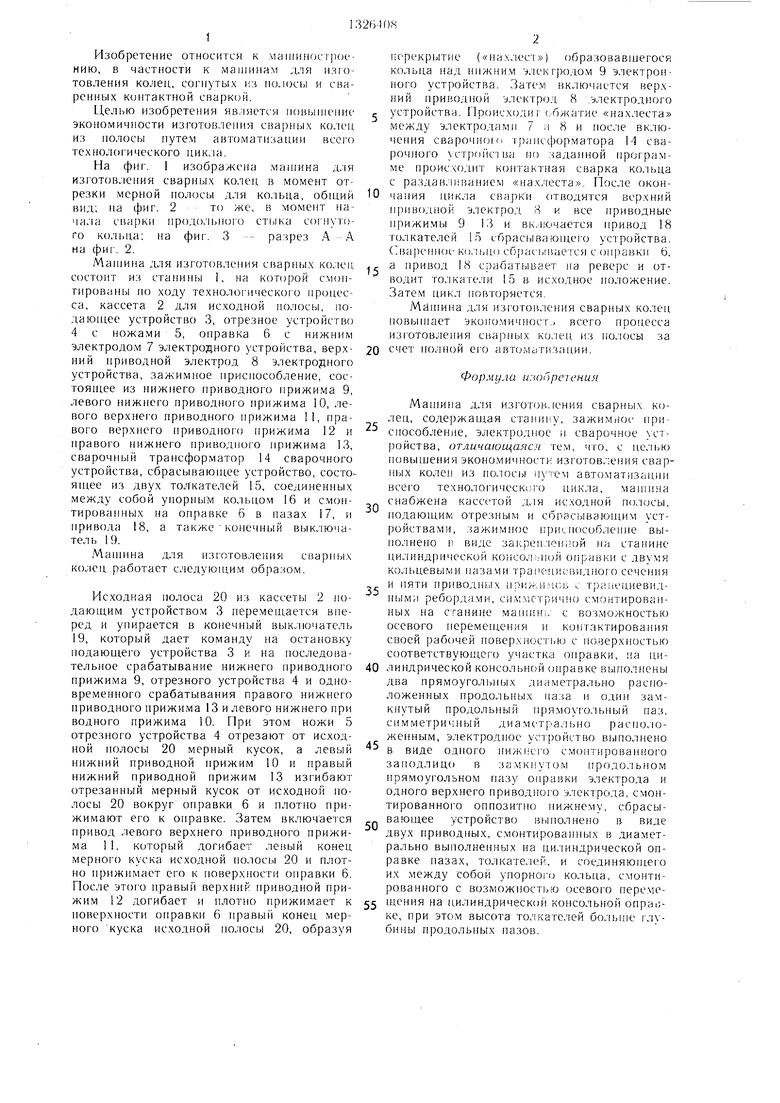
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной рельефной сварки | 1975 |
|
SU528160A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| Устройство для сборки сердечников роторов электрических машин | 1987 |
|
SU1557637A1 |
| Т КАЯ ЕИБЛИОГЕКА | 1971 |
|
SU290524A1 |
| Устройство для получения ленточныхСпиРАлЕй из пРОВОлОКи | 1979 |
|
SU844112A1 |
| УСТРОЙСТВО для РАЗДЕЛЕНИЯ РУЛОНОВ КАРТОНАИЛИ БУМАГИ | 1967 |
|
SU197390A1 |
| Станок для изготовления изделий из листовых заготовок | 1973 |
|
SU518251A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Устройство для изготовления колец из проволоки | 1980 |
|
SU959880A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
Изобретение относится к машиностроению и может быть использовано при изготовлении сварных колец из полосы. Изобретение гювын1ает экономичность технологического ,ecca изготовления сварных колец из полосы за счет полной его автоматизации. Машина для изготовления сварных колец состоит из станины 1, на которой смонтированы кассета 2 для исходной полосы, подаюшее устройство 3, отрезное устройство 4 с ножами 5, оправка 6, на которой смонтирован нижний электрод 7 и толкатели 15 сбрасывающего механизма, верхний приводной электрод 8, конечный выключатель 19 и приводные прижимы 9-13 зажимного устройства. Машина при работе подает исходную полосу 20 к конечному выключателю 19, который дает команду на исполнительные механизмы и систему автоматики для отрезки мерного пучка полосы, его изгибания приводными прижимами 9-13 в заданной последовательности вокруг оправки 6, сварки стыка электродами 7 и 8, сброса готового кольца толкателями 15. Таким образом, весь технологический цикл автоматизирован. 3 ил. S (Л шт ipE- -alE00 to 05 4 О оо
| Кабанов Н | |||
| С | |||
| Сварка на контактных машинах | |||
| М.: Высшая школа, 1979 с | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
