Изобретение относится к сварке и может быть применено в машиностроении, судостроении, авиационной и других областях промышленности преимущественно для сварки изделий из легких сплавов и других легкоплавких металлов.
Целью изобретения является повышение качества сварного соединения и повышение надежности работы установки за счет наличия дополнительной емкости, соединенной с основной отверстиями.
Не участвуюш,ий в формировании шва присадочный металл переходит в дополнительную емкость, а затем вновь в основную, что улучшает формирование шва и надежность работы установки.
На фиг. 1 представлено устройство, вид сверху; на фиг. 2 - то же, вид снизу.
Фреза I, закрепленная на оправке 2, погружена в ванну 3 с расплавленным металлом 4. На передней стенке ванны
процесс затвердевания и формирования сварного шва, объем присадочного металла, значительно превышающий необходимый для формирования сварного шва. Избыточный объем присадочного металла, который не участвует в формировании сварного шва, переходит через отверстие в дополнительную емкость и через соединительное отверстие возвращается в ванну. Наличие дополнительной емкости для отво- 10 да избыточного присадочного металла способствует качественному формированию поверхности сварного шва по всей длине свариваемого стыка, так как уменьшается давление присадочного металла в ванне в месте выхода фрезы из нее и в полости переходника. Это снижает силу трения на поверхности контакта затвердевающего металла и формируюш,им выступом, в результате чего обеспечивается плотность прилегания переходника с выступом к издеимеется шелевидный паз 5, по периметру 20 яю и стабильное формирование поверх- которого соединен переходник 6 с высту-ности шва. Кроме того, стабильное формиро30
пом 7, имеющий форму полого усеченного конуса, основанием обращенным во внутрь переходника. На боковой стенке ванны установлена емкость 8, которая с одной стороны сообщена с выступом отверстием 2- 9, а с другой стороны - с ванной отверстием 10. Переходник с выступом плотно прилегает к поверхности изделия 11 с прокладкой 12. Стрелками указаны направления перемещения изделия и вращения фрезы.
Устройство работает следующим образом.
Фреза 1 вводится в щелевидный паз 5 на передней стенке ванны 3. Через переходник 6 изделие 11 плотно прилегает к ванне. Вращением фрезы и продольным перемещением производится фрезерование кромок изделия 11 с одновременным заполнением образовавшегося паза. Выступ 7 на конце переходника 6 формирует поверхность сварного шва. С помощью отверстия 9
35
вание поверхности шва исключает неравномерность силы трения по длине свариваемого стыка в процессе сварки, что повышает надежность работы установки.
Формула изобретения
Устройство для сварки с фрезерованием кромок, содержащее дисковую фрезу, помещенную в подвижную ванну с расплавленным металлом, на стенке которой выполнен щелевидный паз с переходником, имеющим выступ, в виде полого усеченного конуса с основанием, обращенным внутрь переходника и расположенным в плоскости вращения фрезы, отличающееся тем, что, с целью повыщения качества сварного соединения и надежности работы, на боковой стенке ванны над выступом установлена дополнительная емкость, сообпроисходит отвод избыточного объема при-40 щающаяся с выступом у его основания
садочного металла в емкость 8. Фреза,и с ванной, причем отверстие в стенке
вращаясь, забрасывает в полость переход-ванны, соединяющее ее с дополнительной
ника с выступом, где непосредственно идетемкостью, выполнено выше плоскости фрезы.
процесс затвердевания и формирования сварного шва, объем присадочного металла, значительно превышающий необходимый для формирования сварного шва. Избыточный объем присадочного металла, который не участвует в формировании сварного шва, переходит через отверстие в дополнительную емкость и через соединительное отверстие возвращается в ванну. Наличие дополнительной емкости для отво- да избыточного присадочного металла способствует качественному формированию поверхности сварного шва по всей длине свариваемого стыка, так как уменьшается давление присадочного металла в ванне в месте выхода фрезы из нее и в полости переходника. Это снижает силу трения на поверхности контакта затвердевающего металла и формируюш,им выступом, в результате чего обеспечивается плотность прилегания переходника с выступом к издевание поверхности шва исключает неравномерность силы трения по длине свариваемого стыка в процессе сварки, что повышает надежность работы установки.
Формула изобретения
Устройство для сварки с фрезерованием кромок, содержащее дисковую фрезу, помещенную в подвижную ванну с расплавленным металлом, на стенке которой выполнен щелевидный паз с переходником, имеющим выступ, в виде полого усеченного конуса с основанием, обращенным внутрь переходника и расположенным в плоскости вращения фрезы, отличающееся тем, что, с целью повыщения качества сварного соединения и надежности работы, на боковой стенке ванны над выступом установлена дополнительная емкость, сооб
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки с фрезерованием кромок | 1984 |
|
SU1255346A1 |
| Способ сварки и устройство для его осуществления | 1977 |
|
SU650752A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 2005 |
|
RU2285599C1 |
| СПОСОБ ПОДГОТОВКИ И СБОРКИ ПОД СВАРКУ ТОНКОСТЕННЫХ ТРУБЫ И БИМЕТАЛЛИЧЕСКОГО ПЕРЕХОДНИКА | 2006 |
|
RU2325982C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| Способ сварки плавлением стыковых соединений | 1989 |
|
SU1609572A1 |
| СПОСОБ ЗАМЕНЫ ПОВРЕЖДЕННОЙ ЛОПАТКИ МОНОКОЛЕСА | 2024 |
|
RU2824976C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
Изобретение относится к сварке и может быть применено в машиностроении, судостроении,, авиационной и других отраслях промышленности, преимуш,ественно для сварки изделий из легких сплавов и других легкдплавких материалов. Целью изобретения является улучшение качества сваринС моии, асдля руобарного соединения и повышение надежности работы установки. Для достижения поставленной цели подвижная ванна снабжена дополнительной емкостью, соединенной с выступом на стенке ванны и ванной выше плоскости фрезы. Фреза 1, вращаясь, забрасывает в переходник 6 с выступом 7, где идет процесс затвердевания и формирования шва, присадочный металл в количествах, значительно превышающих необходимый. Избыточный присадочный металл, который не участвует в формировании шва, переходит в дополнительную емкость 8, а из нее - в основную ванну 3. Благодаря этому снижается сила трения на поверхности контакта затвердевающего металла, обеспечивается плотное прилегание переходника с выступом к изделию, стабильное формирование шва. Кроме того, исключается неравномерность силы трения по длине сварного шва в процессе сварки, что повышает надежность работы установки. 2 ил. (Л с со ю о: 4 О)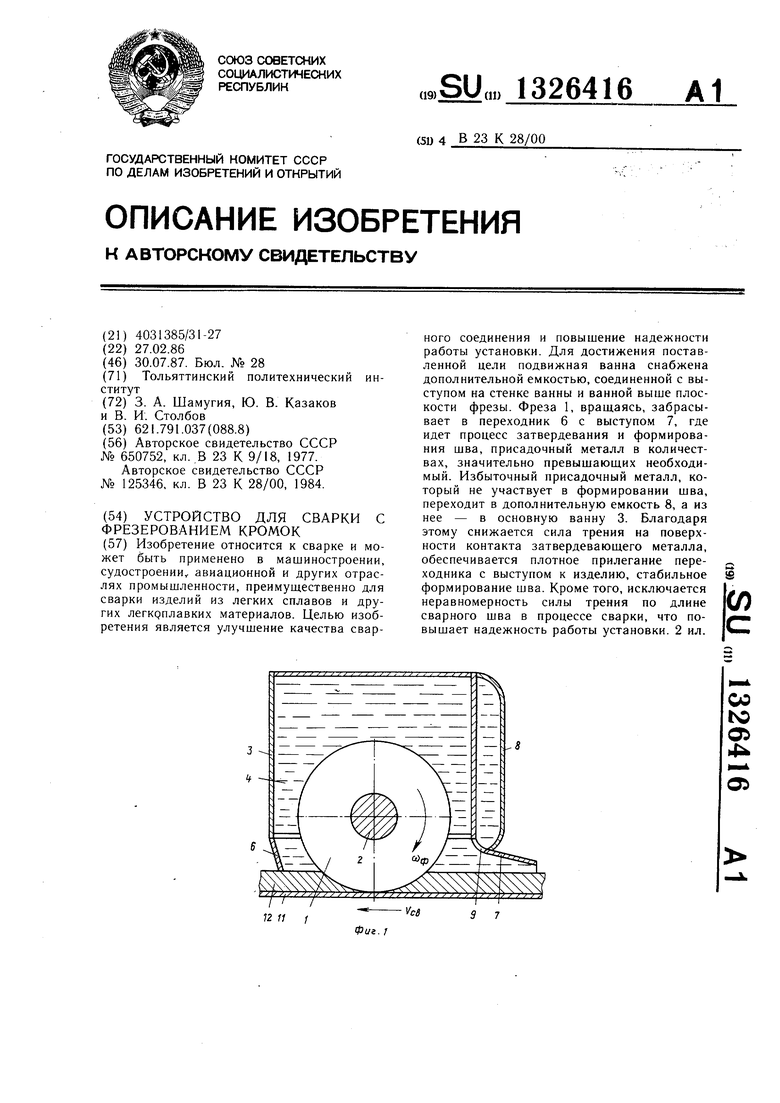
Редактор Н. Швыдкая Заказ 3229/ 1
Составитель Т. Арест
Техред И. ВересКорректор М. Пожо
Тираж 974Подписное
ВНИИПИ Государствениого комитета СССР по де.пам изобретений и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ сварки и устройство для его осуществления | 1977 |
|
SU650752A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для получения оболочковых форм | 1958 |
|
SU125346A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
