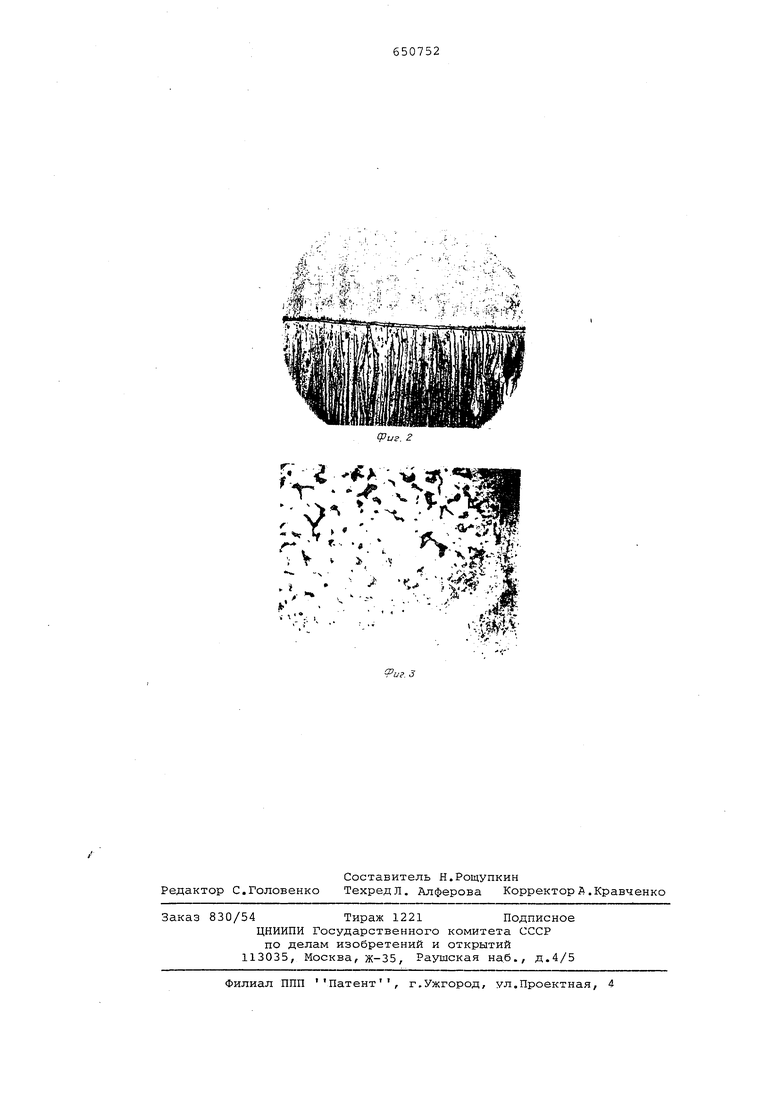
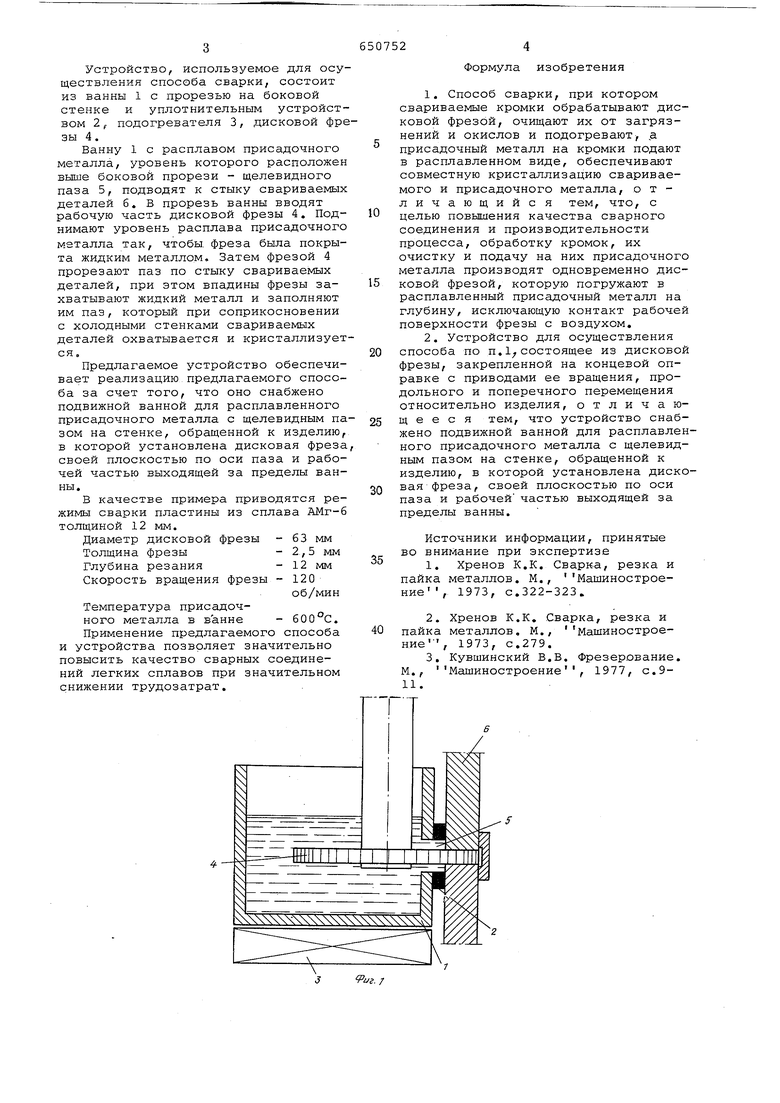
Изобретение относится к сварке, а именно к способам сварки изделий, преимущественно из легких сплавов, и может найти применение в машинострое нии, авиационной промышленности и т.д. Известен способ сварки плавлением изделий из легких сплавов, при котором окислы металла удаляют флюсовани или специальным скребком 1. Однако перед сваркой кромки металла должны быть тщательно очищены мех ническими или химическими средствами Наиболее близким по технической сущности и достигаемому эффекту к описываемому изобретению является способ сварки, при котором обрабатывают свариваемые кромки, очищают их от загрязнений и окислов и подогревают, а присадочный металл на кромки подают в расплавленном виде, обеспечивают совместную кристаллизацию свариваемого и присадочного металла 2 Но известный способ сварки не обеспечивает получения высокого качества сварного соединения при сварке деталей из легких сплавов из-за трудности разрушения окисной пленки на свариваемых кромках. Наиболее близким по технической сущности и достигаемому эффекту к описываемому устройству для реализации способа является устройство, состоящее из дисковой фрезы, закрепленной на концевой оправке с приводами ее вращения, продольного и поперечного перемещения относительно изделия 3. Но известное устройство не может осуществить предлагаемый способ. Цель изобретения - повышение качества сварного соединения и производительности труда путем совмещения операций. Поставленная цель достигается тем, что обработку кромок, их очистку и подачу на них присадочного металла производят одновременно дисковой фрезой, которую погружают в расплавленный присадочный металл на глубину, исключающую контакт рабочей поверхности фрезы с воздухом. На фиг.1 показан один из примеров осуществления способа; на фиг.2 - микрошлиф соединения магниево-.питиевого сплава ИМВ-2 с кадмиево-цинковым сплавом (увеличен в 100 раз); на фйг.З - микропшиф сварного соединения сплава МАМг-6 (увеличен в 100 раз). 3 Устройство, используемое для осу ществления способа сварки, состоит из ванны 1 с прорезью на боковой стенке и уплотнительным устройст вом 2, подогревателя 3, дисковой фр зы 4. Ванну 1 с расплавом присадочного металла, уровень которого расположен выше боковой прорези - щелевидного паза 5, подводят к стыку свариваемых деталей б. В прорезь ванны вводят рабочую часть дисковой фрезы 4. Поднимают уровень расплава присадочного металла так, чтобы, фреза была покрыта жидким металлом. Затем фрезой 4 прорезают паз по стыку свариваемых деталей, при этом впадины фрезы захватывают жидкий металл и заполняют им паз, который при соприкосновении с холодными стенками свариваемых деталей охватывается и кристаллизует ся „ Предлагаемое устройство обеспечивает реализацию предлагаемого способа за счет того, что оно снабжено подвижной ванной для расплавленного присадочного металла с щелевидным п зом на стенке, обращенной к изделию в которой установлена дисковая фрез своей плоскостью по оси паза и рабо чей частью выходящей за пределы ван ны. В качестве примера приводятся ре жимы сварки пластины из сплава АМгтолщиной 12 мм. 63 мм Диаметр дисковой фрезы 2,5 мм Толщина фрезы 12 мм Глубина резания 120 Скорость вращения фрезы об/мин Температура присадоч600°С. ного металла в ванне Применение предлагаемого способа и устройства позволяет значительно повысить качество сварных соединений легких сплавов при значительном снижении трудозатрат.
4 -
«/г. 7 2 Формула изобретения 1.Способ сварки, при котором свариваемые кромки обрабатывают дисковой фрезой, очищают их от загрязнений и окислов и подогревают, а присадочный металл на кромки подают в расплавленном виде, обеспечивают совместную кристаллизацию свариваемого и присадочного металла, отличающийся тем, что, с целью повышения качества сварного соединения и производительности процесса, обработку кромок, их очистку и подачу на них присадочного металла производят одновременно дисковой фрезой, которую погружают в расплавленный присадочный металл на глубину, исключающую контакт рабочей поверхности фрезы с воздухом. 2.Устройство для осуществления способа по п., состоящее из дисковой фрезы, закрепленной на концевой оправке с приводами ее вращения, продольного и поперечного перемещения относительно изделия, отличающееся тем, что устройство снабжено подвижной ванной для расплавленного присадочного металла с щелевидным пазом на стенке, обращенной к изделию, в которой установлена дисковая фреза, своей плоскостью по оси паза и рабочей частью выходящей за пределы ванны. Источники информации, принятые во внимание при экспертизе 1.Хренов К.К. Сварка, резка и пайка металлов. М., Машиностроение , 1973, с.322-323. 2.Хренов К.К. Сварка, резка и пайка металлов. М., машиностроение, 1973, с.279. 3.Кувшинский В.В. Фрезерование. М., Машиностроение, 1977t с.911.
.,Ж..;.лЧ.- -v/V:,.::; - %i
Гч i I Lt.i -iT
- , . V 3
.
2 .
. -- .. V 3. V ЛфАЖ
«- . - : J- да
Л-ч-: .
,.« - - y.f,
. - ;.if%
;j / -. 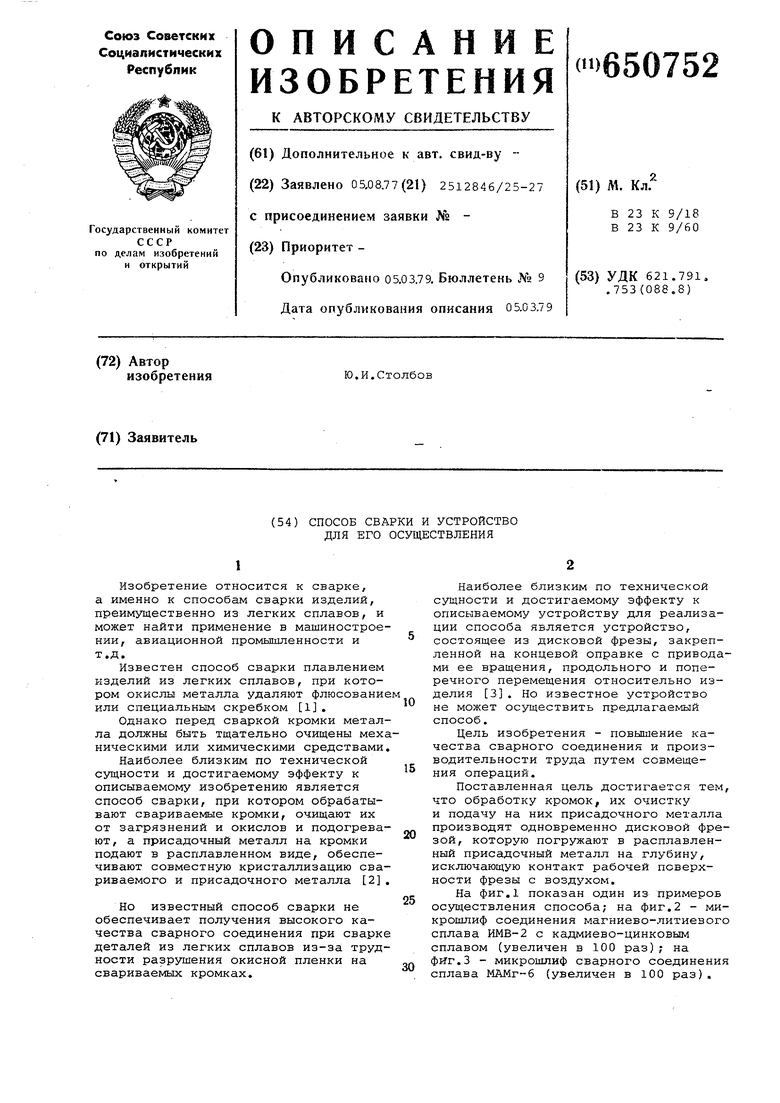
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки с фрезерованием кромок | 1986 |
|
SU1326416A1 |
| Устройство для сварки с фрезерованием кромок | 1984 |
|
SU1255346A1 |
| Способ соединения металлов | 1978 |
|
SU859084A1 |
| Способ сварки разнородных металлов плавлением | 1980 |
|
SU897433A1 |
| СПОСОБ СВАРКИ МЕТАЛЛОВ И СПЛАВОВ | 1991 |
|
RU2014979C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| Способ электронно-лучевой сварки деталей | 2016 |
|
RU2635637C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ | 1992 |
|
RU2038937C1 |