Изобретение относится к текстильному машиностроению, а именно к устройствам управления ленточными машинами прядильного производства, оснащенными вя- тяжными приборами.
Изестно устройство для регулирования линейной плотности волокнистого продукта, содержащее два электрических привода, блок управления приводами, датчик неровноты по линейной плотности продукта на входе в вытяжной прибор, датчики скорости перемещения продукта на входе и выходе вытяжного прибора, питающие цилиндры которого связаны механически с одним приводом, а выпускные цилиндры связаны механически с другим приводом. Такое устройство позволяет повысить надежность при больших скоростях питания и выпуска за счет исключения регулируемой механической передачи, Однако устройство имеет недостаток, заключающийся в том, что
усложняется процесс технологической настройки (установки) и контроля работы вытяжного прибора в условиях эксплуатации, а также имеет место значительный отход продукта в повторную переработку.
Целью изобретения является снижение отходов волокнистого продукта.
Это достигается тем, что устройство для регулирования линейной плотности волокнистого продукта, содержащее блок управления приводами питающих и выпускных пар. к входам которого подключены датчики частоты вращения питающих и выпускных пар, датчик неровноты по линейной плотности продукта, установленный на входе вытяжного прибора, связанный через блок памяти с первым входом сумматора, второй вход которого подключен к задатчику линейной плотности входного продукта, датчик линейной плотности, установленный на выходе вытяжного прибора, и задатчик линейной плотности выходного продукта, подключенные к входам блока сравнения, согласно изобретению снабжено дополнительным сумматором, блоками деления и умножения и индикатором, причем вход делимое лер- вого блока деления связан с выходом сумматора, вход делитель - с выходом задатчика линейной плотности выходного продукта, а выход - с первыми входами дополнительного сумматора и блока умноже- нйя, вторым входом подключённого к выходу второго блока деления, вход делимое которого связан с выходом блока сравнения/а вход делитель - с выходом
Датчика линейной плотности на выходе вы- тяж;ного прибора, при этом выход блока умножения соединен со вторым входом дополнительного сумматора, выход которого подключен к управляющему входу блока управления и индикатору.
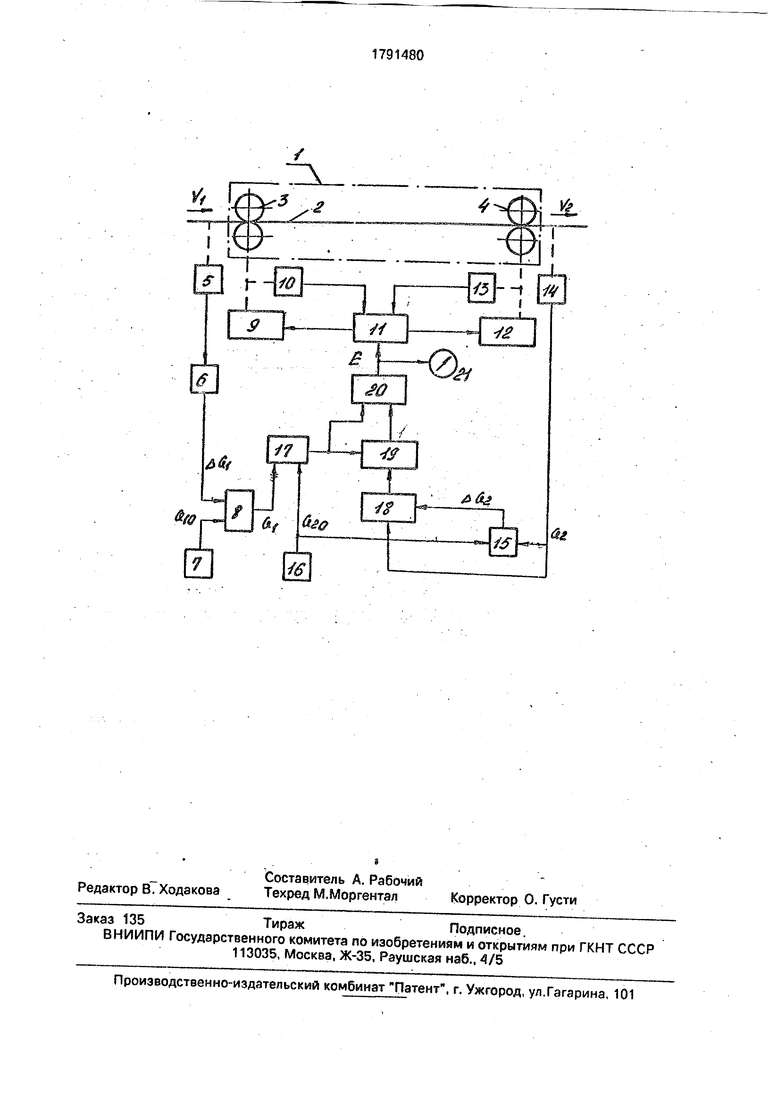
. На чертеже представлена блок-схема устройства, где 1 вытяжной прибор, 2 обрабатываемый продукт (волокнистый материал), 3 - питающие цилиндры, 4 --выпускные цилиндры вытяжного прибора, 5 - датчик нер овноты по линейной плотности продукта 5 на входе вытяжного прибора 1; б - запоминающее устройство, 7 - за датчик, линейной плотности продукта GIO на выход в вытяжной прибор, 8 - пераый сумматор, 9
- привод питающих цилиндров, 10 - датчик частоты вращения питающих цилиндров, 11
- блок управления приводами, 12 - привод выпускных цилиндров 4,13 - датчик частоты вращения выпускных цилиндров, 14 - дат- чик линейной плотности продукта 2 на вы ходе вытяжного прибора 1, 15 -.блок сравнения, 16 - задатчик линейной плотности продукта на выходе вытяжного прибора, 17 - первый блок деления, 18 - второй блок деления, 19 - блок умножения, 20 - второй сумматор, 21 -индикатор. Пунктирными линиями на рисунке показаны механические связи с питающими 3 и выпускными 4 ци линдрами вытяжного прибора соответству- ющих приводов и датчиков частоты вращения. Сплошными линиями со стрелками показаны соединения блоков между со бой, Стрелки показывают направление передачи сигналов. Обозначения сигналов: AGi - сигнал датчика 5 неровноты по линейной плотности на входе в вытяжной прибор; Сю, G20 - сигналы задатчиков, соответственно линейной плотности продукта нз входе в вытяжной прибор и на выходе из вытяжного прибора, 6г сигнал датчика 14 линейной плотности продукта на выходе вытяжного прибора, GI - сигнал на выходе первого сумматора, A G2 - сигнал на выходе
блока сравнения, Е - результирующий сигнал на выходе второго сумматора, Vi - скорость движения продукта на входе в вытяжной прибор, Va - скорость движения продукта на выходе вытяжного прибора.
Устройство работает следующим образом.
Сигнал с выхода первого сумматора 8 Gi(Gio ± AGi) в первом блоке деления 17 делится на заданное значение, линейной плотности продукта Ого, т.е. на выходе блока 17 имеем частное G1/G20, которое поступает на второй вход второго сумматора 20 и на первый вход блока умножения 19. На второй вход блока умножения 19 поступает частное, образованное делением выходного сигнала блока сравнения 15 AG, на измеренное датчиком 14 значение G2 линейной плотности продукта на выходе вытяжного прибора. На выходе блока сравнения 15 имеем сигнал AGa-Ga-Gao, на выходе второAG2
G2 выходе блока умножения 19 имеем
12 тогда на выходе сумматора 20
го блока Деления 18 имеем:
а на
AG2
G20 G2
получим Е- G2Q , G2Q G2
С выхода сумматора 20 сигнал поступает на управляющий вход блока 11 управления приводами и на вход индикатора 21. В блоке 11 сигнал преобразуется в управляющие воздействия, используемые для управления приводами 9, 12, а в индикаторе 21 сигнал преобразуется в форму, удобную для визуального контроля, например, в показа: ния цифрового табло.
Анализ сигнала на выходе сумматора 20 показывает, что первая составляющая суммы есть отношение действительной линейной плотности продукта на входе в вытяжной прибор (Gi) к заданному значению линейной плотности продукта на выходе из вытяжного прибора (G2o). Известно, что в процессе регулирования с целью достижения заданного значения G20 нужно обеспечить уравнение баланса.ViGi V2G2o, где Vi, /2 - соответственно скорость движения продукта на входе и выходе вытяжного при- бора, Из него следует, что Gi/ o Vg/Vi - есть вытяжка, необходимая для достижения приведенного равенства, т.@, заданное значение вытяжки. Второе слагаемое можно представить следующим образом: Gi . AGg . Gi (G2-G20., Gso GZGZQ Сг
- Gi Gi „AF
G2Q G2
и рассматривать как разность заданного значения вытяжки и действительного значения вытяжки, существующей в данный момент. Нетрудно видеть, что слагаемое ДЕ осуществляет в устройстве через блоки 14, 15, 18, 19 обратную связь по вытяжке. Действительно, сигнал А Е будет существовать на выходе блока 19 до тех пор. пока G 0. Например, если , т.е. , на выходе сумматора 20 получим сумма сигналов Gi/G20+ А Е, которая даст команду увеличить вытяжку в вытяжном приборе, что уменьшит разность 62-620, причем этот процесс будет продолжаться до тех пор, пока не наступит равенство . Наоборот, если . т.е. А , на выходе сумматора 20 сигнал уменьшится, т.е,вырабатывается команда на снижение действительного значения вытяжки, т.е, на увеличение G, уменьшение модуля АЕ до тех пор, пока не установится равенство , На индикатор 21 подается все время сумма двух слагаемых в любом режиме работы вытяжного прибора, в том числе и в состоянии покоя (после останова машины).
Таким образом, устройство вырабатывает сигналы, направленные на автоматическое уменьшение разности действительного и заданного значений линейной плотности продукта на выходе вы- тяжного прибора и позволяет в любой момент времени задавать, контролировать и корректировать значения вытяжки, необходимое для управления приводами.
Это можно осуществить как на ходу ма- шины.таки всостоянии покоя, что видно из приведенных выражений, поскольку значе- ния управляющих сигналов не зависят от скоростей,
Предлагаемое устройство упрощает процесс технологической отладки ленточной машины, так как оператор имеет возможность постоянно контролировать
действительную вытяжку. Это позволяет уменьшить количество коррекций вытяжки для получения заданного значения линейной плотности ленты на выпуске и за счет этого уменьшить количество отходов продукта, идущих на повторную переработку после технологической отладки. Формула И з обретения Устройство для регулирования линейной плотности волокнистого продукта, содержащее блок управления приводами питающих и выпускных пар, .к входам которого подключены датчики частоты вращения питающих и выпускных пар, датчик неровноты по линейной плотности продукта, установленный на входе вытяжного прибора, связанный через блок памяти с первым входом сумматора, второй вход которого подключен к за датчику линейной плотности входного продукта, датчик линейной плотности, установл енный на выходе вытяжного прибора, и задатчик линейной плотности выходного продукта, подключенные к входам блока сравнения, отличающее с я тем, что, с целью снижения отходов волокнистого продува Ъно снабжено дополнительным сумматором, блоками деления и умножения и индикатором, причем вход Делимое первого блока деления связан с выходом сумматора вход Делитель - с выходом задатчика линейной плотности выходного продукта, а - с первыми входами дополнительного сумматора и бло- .ка умножения, аторым входом подключенного к выходу второго блока деления, вход Делимое которого связан с выходом блока сравнения, а вход Делитель - с выходом датчика линейной плотности на выходе вытяжного прибора, при этом выход блока умножения соединен с вторым входом дополнительного сумматбра, выход которого подключен к управляющему входу блока управления и индикатору.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования линейной плотности волокнистого продукта | 1990 |
|
SU1751229A2 |
| Устройство для регулирования линейной плотности волокнистого продукта | 1988 |
|
SU1618793A1 |
| Устройство для регулирования линейной плотности волокнистого продукта | 1987 |
|
SU1513046A1 |
| Устройство автоматического регулирования линейной плотности волокнистого материала | 1990 |
|
SU1770470A1 |
| Устройство для регулирования линейной плотности волокнистой ленты | 1989 |
|
SU1719477A1 |
| Устройство для регулирования линейной плотности волокнистой ленты | 1988 |
|
SU1737038A1 |
| УСТРОЙСТВО ДЛЯ КОРРЕКТИРОВКИ ЛИНЕЙНОЙ ПЛОТНОСТИ ЛЕНТЫ НА ТЕКСТИЛЬНОЙ МАШИНЕ | 1993 |
|
RU2097454C1 |
| Регулятор линейной плотности ленты | 1981 |
|
SU981471A1 |
| Система регулирования линейной плотности ленты | 1982 |
|
SU1017746A1 |
| Устройство для регулирования линейной плотности волокнистого продукта на чесальной машине | 1987 |
|
SU1567662A1 |
Сущность изобретения: устройство содержит датчик неровноты по линейной плотности продукта на входе вытяжного прибора, запоминающее устройство, задаток линейной плотности продукта на входе в вытяжной прибор, 2 сумматора, провод питающих цилиндров, датчик частоты вращения питающих цилиндров, блок управле- ния приводами, привод выпускных цилиндров, датчик частоты вращения выпускных цилиндров, датчик линейной плотности на входе-вытяжного прибора, блок сравнения, задатчик линейной плотности на выходе вытяжного прибора, 2 блока деления, блок умножения, индикатор. 1 ил.
| Устройство для регулирования линейной плотности волокнистого продукта | 1990 |
|
SU1751229A2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
