Изобретение относится к обработке металлов давлением, к способам холодной высадки изделий, в частности крепежных.
Цель изобретения - повышение стойкости высадочного инструмента.
На фиг. 1 показана заготовка; на фиг. 2 - то же, после предварительной высадки; на фиг. 3 - то же, с предварительным пазом; на фиг. 4 - готовое изделие.
Способ осуществляют следующим образом.
Заготовку отрезают от бунта или прутка, предварительно высаживают утолщение в виде усеченного конуса меньшим основанием, обращенным к стержневой часи заготовки, с пазом со стороны торца. Стенки паза наклонены к оси изделий на угол 45°.
На окончательной стадии утолщение обжимают до образования паза с параллельными стенками.
Пример. Заготовку отрезают от бунта или прутка. Один конец заготовки осаживают на конус с углом конусности 12°. Производят предварительную высадку головки с одновременным формированием паза в ней, имеющего угол наклона боковых стенок к оси изделия 20°. Осуществляют окончатель
ную высадку головки с одновременным формообразованием обжатием, боковой поверхности утолщения до образования паза с параллельными стенками.
Исследования технологических возможностей способа показывают, что он позволяет сохранить высокую стойкость пуансона для высадки стержневых деталей при угле наклона выступа пуансона .
Формула изобретения
Способ высадки, при котором от прутка отрезают мерную заготовку, предварительно высаживают утолщение с диаметральным
углублением, на торце окончательно формо- образуют высаженный участок заготовки, отличающийся тем, что, с целью повышения стойкости высадочного инструмента, на стадии предварительной высадки на заготовке выполняют утолщение в виде усеченного конуса, обращенного меньшим основанием к стержневой части, а углубление выполняют в виде паза, стенки которого наклонены к оси изделия на угол не более 45°, а при окончательном формировании
утолщение обжимают до образования паза с параллельными стенками.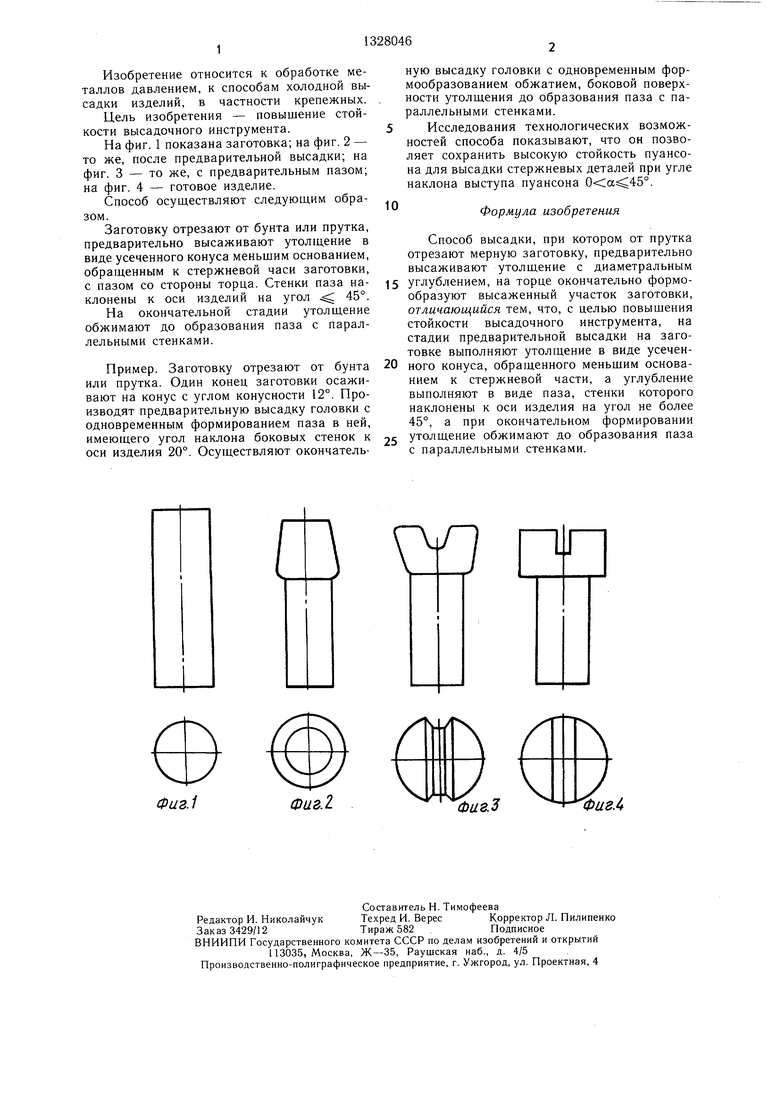
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ высадки деталей с прямым шлицем на головке | 1990 |
|
SU1784391A1 |
| СПОСОБ ВЫСАДКИ ДЕТАЛЕЙ С ПРЯМЫМ ШЛИЦЕМ НА ГОЛОВКЕ | 1992 |
|
RU2016691C1 |
| СПОСОБ ВЫСАДКИ ДЕТАЛЕЙ С ПРЯМЫМ ШЛИЦЕМ НА ГОЛОВКЕ | 1992 |
|
RU2039625C1 |
| СПОСОБ БЕЗОБЛОЙНОЙ ВЫСАДКИ КЛЕММНЫХ БОЛТОВ ДЛЯ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2014 |
|
RU2561576C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2000 |
|
RU2175277C1 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| МНОГОПОЗИЦИОННЫЙ ХОЛОДНО-ВЫСАДОЧНЫЙ АВТОМАТ | 1973 |
|
SU378278A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| СПОСОБ БЕЗОБЛОЙНОЙ ВЫСАДКИ КЛЕММНЫХ БОЛТОВ ДЛЯ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ | 1995 |
|
RU2073581C1 |
Изобретение относится к области обработки металлов давлением, к способам высадки. Цель изобретения - повышение стойкости высадочного инструмента. Цель достигается за счет того, что на заготовке предварительно высаживают утолщение с пазом, имеюш,им боковые стенки, наклоненные под углом 45° к оси изделия. При аосле- дуюш,ей высадке осуществляют окон ;атель- ное формирование упомянутого паза пуансоном, выступ которого выполнен с параллельными стенками. Угол наклона выступа пуансона находится в диапазоне . 4 ил. со 1чЭ 00 4 05
Фиг.1
Фиг. 2.
W ПП
Фи8.3
ФигЛ
| Романовский В | |||
| П | |||
| Справочник по холодной штамповке | |||
| - Л.: Машиностроение, 1971, с | |||
| Обогреваемый отработавшими газами карбюратор для двигателей внутреннего горения | 1921 |
|
SU321A1 |
| Обогреваемый отработавшими газами карбюратор для двигателей внутреннего горения | 1921 |
|
SU321A1 |
