Изобретение относится к машиностроению, в частности к производству машин для сборки и сварки сотовых решеток, и может найти применение в различных отраслях народного хозяйства.
Цель изобретения - улучшение качества решеток за счет повьш1ения точности сборки.
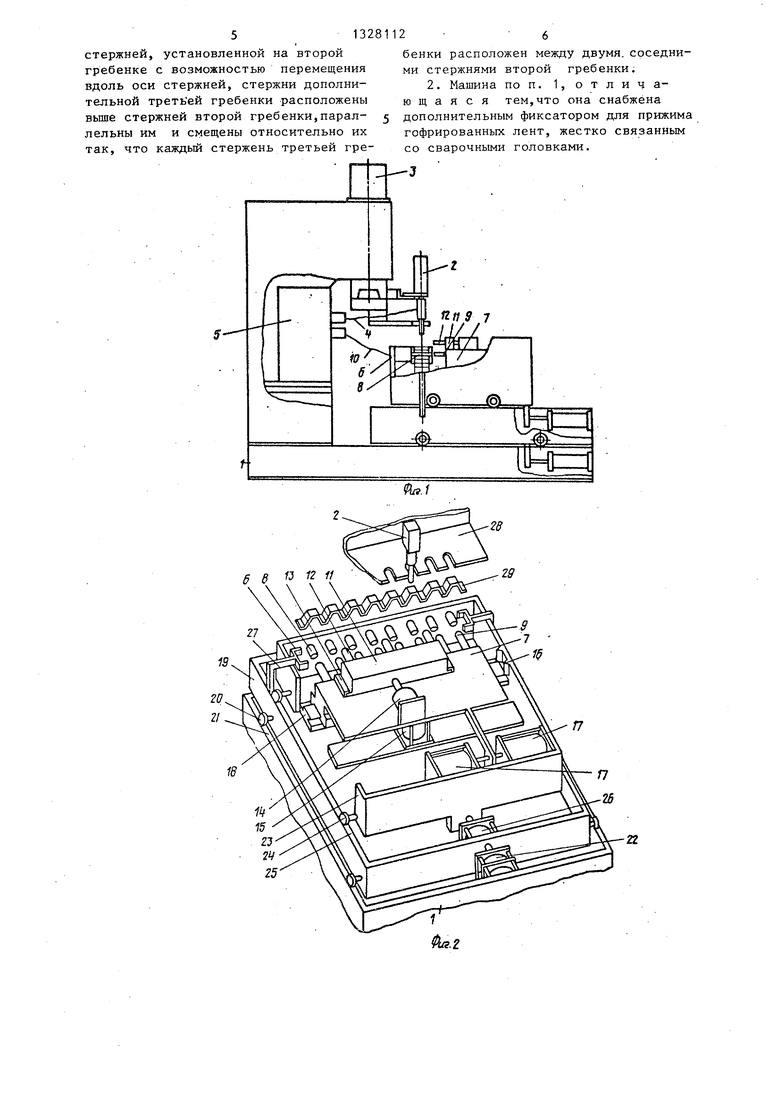
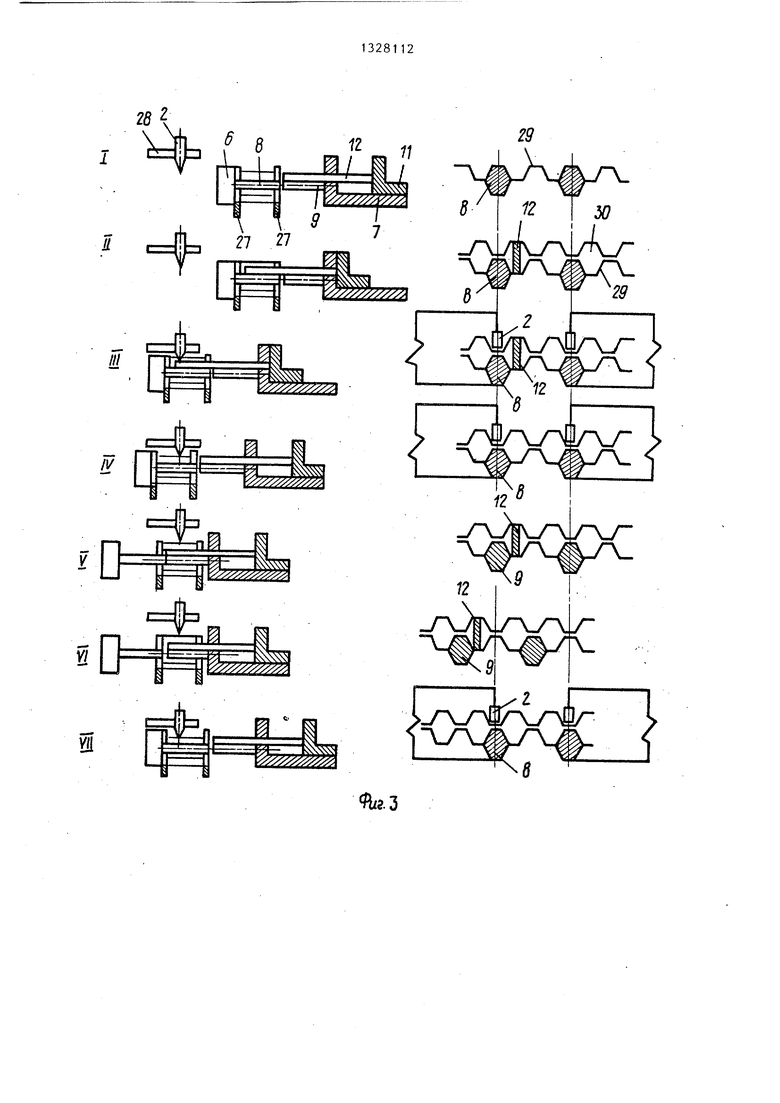
На фиг. 1 изображена машина,общий вид; на фиг. 2 - узел сборки и сварки сотовых решеток; на фиг. 3 и 4 - схема сборки и сварки сотовых решеток.
Машина содержит станину 1, на которой установлены сварочные головки 2, снабженные механизмом их вертикального перемещения, выполненным в виде пневмоцилиндра 3,и соединенные токоподводом 4 с источником 5 тока, расположенные друг против друга две гребенки 6 и 7 с рядами 8 и 9 соосно установленных стержней для размещения гофрированных лент и снабженные механизмом для перемещения в направлении оси стержней,при этом гребенка 6 соединена с источником 5 тока токоподводом 10, третью гребенку 1 1 с рядом стержней 12, установленную на закрепленных на гребенке 7 направляющих 13, пневмоцилиндр 14 для ее перемещения. Ряд стержней 12 ориентирован аналогично ряду 9 стержней и смещен относительно него вверх ia половину Ячейки таким образом, что каждый стержень ряда 12 расположен между двумя соседними стержнями ряда 9. Гребенка 7 снабжена механизмом, вьшолненным в виде пневмоцилиндра 15 для вертикального перемещения по направляющим 16 с механизмом, выполненным в виде системы пневмоцилиндра 17, предназначенной для перемещения по направляющим 18 в направлении,перпендикулярном ряду 9 стержней.Меха низм перемещения гребенок 6 и 7 в направлении оси стержней выполнен в виде платформы 19,. перемещаемой на роликах 20 по направляющим 21 станины 1 при помощи пневмоцилиндра 22, и каретки 23, перемещаемой на роликах 24 по направляющим 25 платформы 19 при -помощи пневмоцилиндра 26, причем каретка 23 жестко связана с гребенкой 6, направляющими 16 и 18 и пневмоцилиндрами 15 и 17. Фиксатор 27 положения изделия закреплен на платформе 19. Для прижима гофрирован.ных лент сверху на штоке пневмоцилиндра 3 параллельно оси стержней ряда
8гребенки 6 закреплен дополнительный фиксатор 28 с прорезями для сварочных головок 2.
Машина работает следующим обра-. зом.
Перед началом работы гребенка 6 Q расположена напротив гребенки 7,при этом стержни рядов 8 и 9 соосны,а стержни ряда 12 гребенки 11 смещены вверх относительно стержней-ряда
9на половину ячейки таким образом, 5 что каждый стержень ряда 12 расположен между двумя соседними стержнями ряда 9, сварочные головки 2 и фиксатор 28 подняты.
Гофрированную ленту 29 укладыва- Q ют на стержни ряда 8 токоподводящей гребенки 6 и устанавливают с применением фиксатора 27 (фиг. 2 и 3, положение 1).Затем пневмоцилиндром 14 перемещают гребенку 11 по направля- 5 ющим 13 в направлении оси стержней ряда 9 и на ее стержни ряда 12, установленные над стержнями ряда 8, укладывают вторую гофрированную ленту 30, фиксируя ее от смещения в про- 0 дольном направлении (фиг. 2 и 3, положение II) ,
Платформу 19 перемещают на роликах ,20 по направляющим 21 с помощью
с пневмоцилиндра 22 под сварочные головки 2. После этого опускают сварочные головки 2 и фиксатор 28 пневмоцилиндром 3, прижимая гофрированные ленты друг к другу и к стержням ряда
0 8 токоподводящей гребенки 6. Сварочные головки 2 входят в зону сварки через прорези фиксатора 28. Производят сварку первой точкой перемычек нечетных ячеек гофрированных лент
5 29 и 30 (фиг. 2 и 3, положение III). Перед сваркой второй точкой и т.д. сварочные головки поднимаются на высоту своего хода не более 5 мм. . Платформу 19 перемещают на роликах
0 20 по направляющим 21 с помощью пневмоцилиндра 22 на шаг сварки в сторону гребенки 6, сварочные головки 2 опускаются и производят сварку второй точкой. После сварки сварочные
5 головки 2 и фиксатор 28 поднимают пневмоцилиндром 3, а стержни ряда 12, третьей гребенки 11 пневмоцилиндром 14 выводят из образовавшихся ячеек (фиг. 2 и 3, п оложение IV) .
31
При малом шаге ячеек сотовой решетки, когда невозможно конструктивно расположить рядом сварочные головки, последние располагают через ячейку или несколько ячеек. Для сварки перемычек -четных ячеек гофрированных лент перемещают каретку 23 на роликах 24 по направляющим 25 с помощью -пневмоцилиндра 26 в .сторону гре бенки 6, в результате происходит извлечение стержней ряда 8 гребенки
6и ввод стержней ряда 9 гребенки 7
в ячейки (фиг. 3, положение V).Затем системой пневмоцилиндров 17 гребенку
7смещают влево на ширину ячейки (фиг. 2 и 3, положение VI).Пневмоци- линдром 26 перемещают каретку 23 на роликах 24 по направляющим 25 в сторону гребенки 7, при этом происходит извлечение из ячеек стержней ряда
9 гребенки 7 и ввод в ячейки стержней ряда 8 гребенки 6 (фиг. 2 и 3, положение VII).
Сварочные головки 2 и фиксатор 28 опускают пн евмодилиндром 3, осуществляют сварку второй точкой перемычек четных ячеек гофрированных лент 29 и 30.
Для сварки первой точкой перемы- чек четных ячеек сварочные головки 2 поднимаются вверх на высоту, своего хода не более 5 мм, платформу 19 перемещают на роликах 20 по направляющим 21 с помощью пневмоцилиндра 22 на шаг сварки в сторону гребенки 7, сварочные головки 2 опусг саются (фиг. 2 и 3, положение VIII).
После сварки ячеек первых двух гофрированных лент 29 и 30 (например двумя точками) сварочные головки 2 и фиксатор 28 поднимают пневмоцилинд- ром 3, каретку 23 перемещают на роликах 24 по направляющим 25 с помощью пневмоцилиндра 26 в сторону гре- бенки 6,при этом происходит извлечение стержней ряда 8 гребенки 6 и ввод стержней ряда 9 гребенки 7 в ячейки (фиг. 2 и 4, положение IX).
Пневмоцилиндром 15 гребенку 7с расположенными на ее стержнях сваренными гофрированными лентами 29 и 30 смещают вниз на половину ячейки,а затем системой пневмоцилиндров 17 - вправо до исходного положения (фиг. 2 и 4, положение Х). Затем каретку 23 леремещают на роликах 24 по направляющим 25 с помощью пневмоцилиндра 26 в сторону гребенки 7,при этом
.
5
0
5
О
0 5
0 5
5
124
стержни ряда 9 извлекают из ячеек, а стержни ряда 8 вводят в ячейки (фиг. 2 и 4, положение XI). Гребенка 7 автоматически перемещается вверх на половину ячейки и устанавливается напротив гребенки 6 (фиг. 2 и 4, положение XI).Гребенка 7 при переустановке гофрирован ных лент под сварку перемещается вместе с третьей гребенкой 11 ипневмоцилиндром 14.
Для загрузки третьей и т.д. гофрированных лент платформу 19 перемещают на роликах 20 по направляющим 21 с помощью пневмоцилиндра 22 от сварочных головок -2 в сторону гребенки 7. Затем пневмоцилиндром 14 перемещают гребенку 11 по направляющим 13 в направлении оси стержней ряда 9,и на ее стержни 12, установленные над стержнями В, укладывают третью гофрированную ленту 31, также устанавливают с применением фиксатора 27 (фиг.2 и 4, положение XII).
Процесс сборки и сварки гофрированных лент повторяется с образованием сотовой решетки (фиг. 2 и 4, положение XIII).
Использование предлагаемой машины позволяет повысить качество изделия за счет увеличения точности сборки гофрированных лент путем их фиксации от смещения перед сваркой и во время сварки.
Формула изобретения 1
1. Машина для сборки и сварки сотовых решеток, содержащая установленные на станине сварочные головки с возможностью вертикального перемещения, расположенные друг против друга две гребенки с рядами соосно установленных стержней, фиксатор положения изделия, размещенный между гребенками, источник тока, соединенный со сварочными головками и гребенкой, расположенной со стороны сварочных головок, механизмы перемещения гребенок в направлении оси стержней,механизмы для вертикального и горизонтального перемещения в направлении, перпендикулярном ряду стержней второй гребенки,.не связанной с источником питания, отличающая- с я тем,что, с целью улучшения качества решеток за счет повышения точности сборки, она снабжена дополнительно третьей гребенкой с рядом
51328112
стержней, установленной на второй гребенке с возможностью перемещения вдоль оси стержней, стержни дополнительной треть ей гребенки расположены вьше стержней второй гребенки,параллельны им и смещены относительно их так, что каждый стержень третьей гребенки расположен между двумя, соседними стержнями второй гребенки.
2. Машина поп. 1, отличающаяся тем,что она снабжена дополнительным фиксатором для прижима гофрированных лент, жестко связанным со сварочными головками.
ТЗ-3
Йл.Г
28
29
L
III
W{
.y yw v/ I
s
ж
2
NX
V/////////
Фuг.f
8 . 29 

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сборки и сварки сотовых решеток | 1987 |
|
SU1418017A1 |
| Машина для сборки и контактной сварки сотовых решеток | 1982 |
|
SU1038140A1 |
| Машина для сборки и сварки сотовых заполнителей | 1981 |
|
SU1011352A1 |
| МАШИНА ДЛЯ СБОРКИ И РОЛИКОВОЙ СВАРКИ СОТОВЫХ | 1969 |
|
SU251112A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПАНЕЛЕЙ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2004 |
|
RU2268813C1 |
| ;ОЮЗНАЯ | 1973 |
|
SU381491A1 |
| Автомат для сборки и сварки сотовых решеток | 1989 |
|
SU1625622A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ СОТОВЫХ ПАНЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2309826C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2008227C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ОБЕЗЖИРИВАНИЯ, МОЙКИ И СУШКИ КОМПЛЕКТУЮЩИХ ДЕТАЛЕЙ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ | 2002 |
|
RU2265901C2 |

Изобретение относится к области машиностроения, в частности к производству машин для сборки и сварки сотовых решеток, и может найти применение в различных отраслях народногоi хозяйства. Целью изобретения являет- ся повышение качества за счет увеличения точности сборки. При сборке и контактной сварке сотовых решеток при двухстороннем подводе тока сварка лент производится только на одной токоподводящей гребенке. Поэтому гофрированные ленты, которые перед сваркой укладываются на токопод- водящую гребенку друг на друга с образованием сот, фиксируются от смещения относительно друг друга в прб- дольном направлении за счет ввода в соты стержней третьей гребенки. При сварке гофрированных лент происходит их деформация в вертикальной плоскости, которая устраняется за счет фиксации лент сверху. 1 з.п. ф-лы, 4 ил. I (Л 00 00
Составитель Э.Ветрова Редактор С.Пекарь Техред Л.Сердюковаi Корректор А.Зимокосов
Заказ 3433/16 Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Машина для сборки и сварки сотовых заполнителей | 1981 |
|
SU1011352A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
