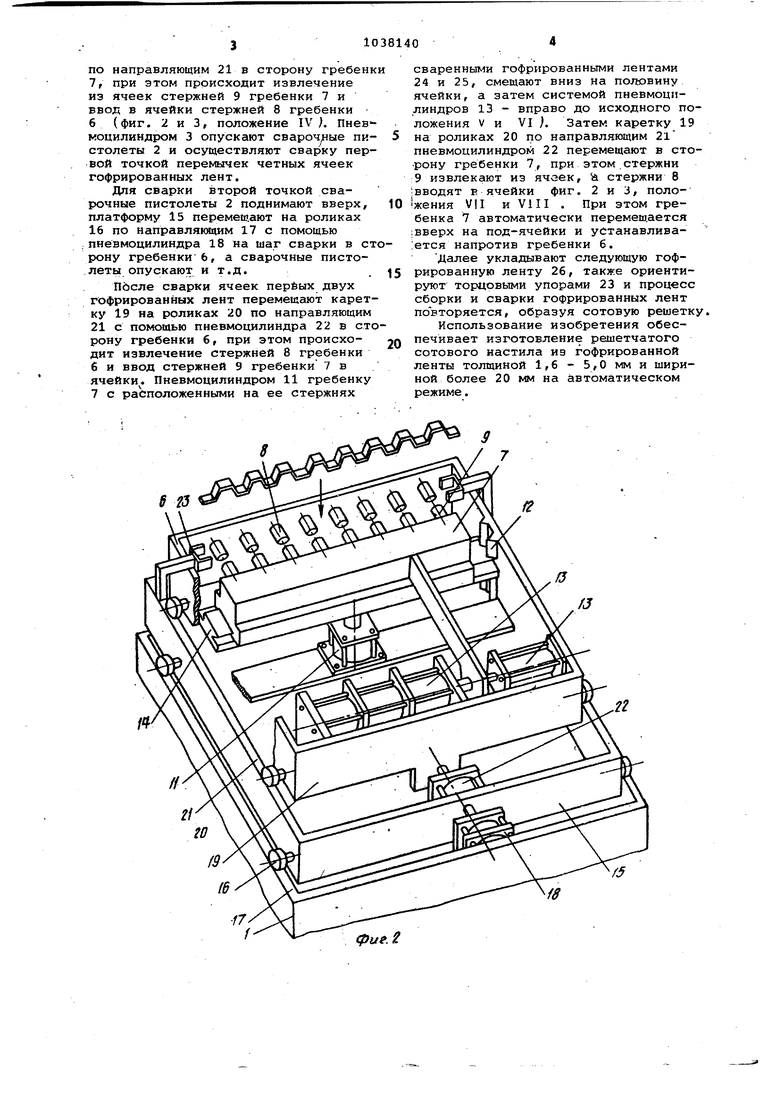
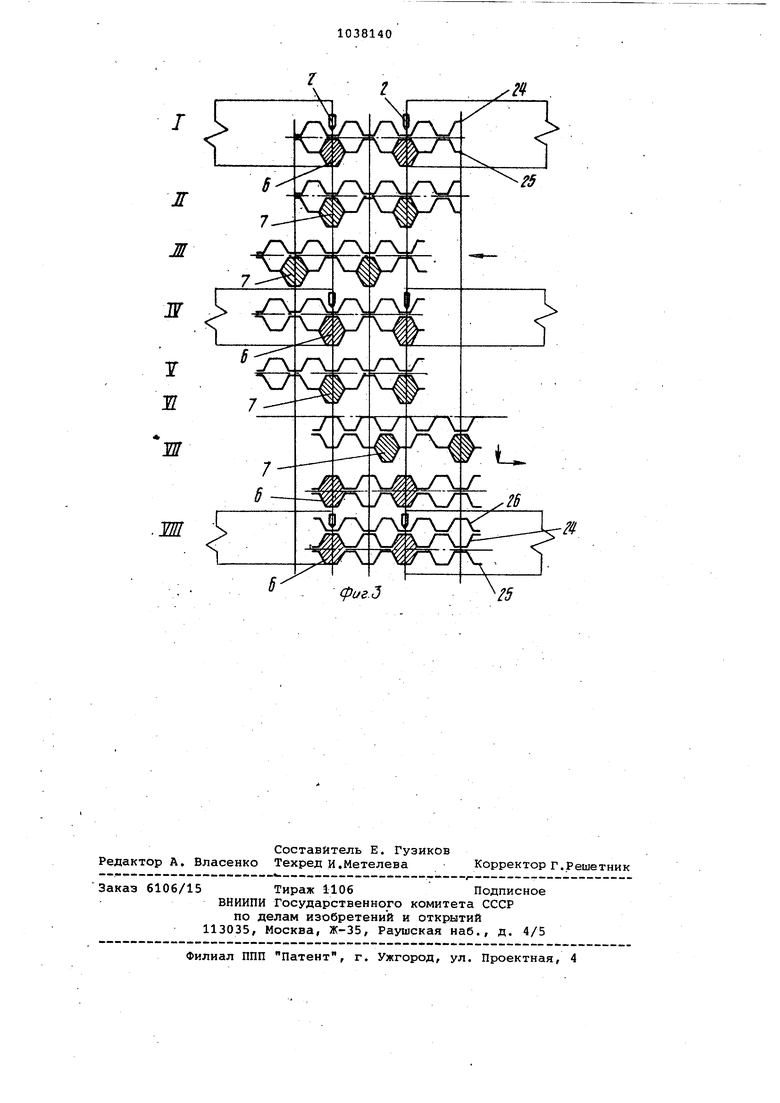
Изобретение относится к машиностроению, в частности к производств оборудования для контактной сборки и сварки. , Известна машина для сборки и кон тактной сварки сотовых решеток, сод жащая установленные на станине сварочные головки с механизмом вертикального перемещения, источник тока и расположенные друг против друга две гребенки со стержнями, снабженн механизмам их перемещения в горизо тальной пдоскости в направлении, па раллельном оси стержней и механизм , вертикального перемещения Cl. Недостатком известной машины явл ется то, что она позволяет производить при одновременном подводе тока сборку и сварку сотовых заполнителе.й на гофрированной ленте толщиной только до 0,5 мм. Так как настилы котельных агрега тов сотового типа должны обладать высокой жесткостью, то для их изготовления используют гофрированную ленту ТОЛ1ДИНОЙ .не менее 1,6 мм, по тому сварку с односторонним подводом тока для соединения гофрированных лент в данном случае использовать нельзя, она не обеспечивает- ка (Чественного соединения. Цель изобретения - расширение тех нологических возможностей машины. Указанная цель достигается тем, что в машине для сборки и контактной сварки сотовых решеток, содержащей установленные на станине сварочные головки с механизмом вертикального перемещения, источник тока и расположенные друг против друга две гребенки со стерМ :нями, снабженные механизмами их перемещения в горизонтальной плоскости в направлении, параллельном оси стержней и меха. низм вертикального перемещения, одна из гребенок дополнительно снабжена механизмом перемещения в горизонтальной плоскости в направлении, перпендикулярном оси стержней,.и сое динена с механизмом вертикального пе ремещения, а Другая связана с источником тока. На фиг. 1 изображена предлагаемая машинаIобщий вид/ на фиг. 2 - узел сборки и сварки сотовых решеток) на фиг. 3 - схема сборки и сварки сотовых решеток. Машина содержит станину 1, на ког торой установлены сварочные пистолеты 2, снабженное механизмом вертикального перемещения, выполненным в виде пневмоцилиндра 3 и соединенны токоподводом 4 с источником тока Ь, установленные на станине напротив , друг друга гребенку 6 и 7 с соосно расположенными стержнями 8 и 9 для размещения гофрированной ленты и снабженные механизмом для перемещения в горизонтальной плоскости в направлении, параллельном оси стержней, при этом гребенка 6 соединена с источником 5 тока токоподводом 10, а гребенка 7 снабжена механизмом, выполненным в виде пневмоцилиндра ll, для вертикального перемещения по. направляющим 12 с механизмом, выполненным в виде системы пневмоцилиндров 13, для перемещения в горизрнтальной плоскости по направляющим 14 в направлении, перпендикулярном з оси стержней. Механизм перемещения гребенок 6 и, ,7 в горизонтальной плоскости в направлении, параллельном оси стержней, выполнен в виде платформы 15, перемещаемой на роликах 16 по направляющим 17 станины 1 при помощи пневмоцилиндра 18, а камеры 19, перемещаемой на роликах 20 по направляющим 21 платформы 15 при помощи пневмоцилиндра 22, причем каретка 19 жестко связана с гребенкой б, направляющими 12 и 14, пневмоцилиндрами 11 и 13 и торцовыми упорами 23. Машина работает следующим образом. Перед началом работы гребенка б расположена напсотив гребенки 7, а стержни 8 и 9 - соосно напротив друг друга, сварочные пистолеты 2 подняты. Гофрированную ленту 24 укладывают на стержни 8 токоподводящей гребенки б и ориентируют ее торцовыми упорами 23 (фиг. 2 и 3, положения 1/. Затем укладывают вторую гофрированную ленту 25 и также ориентируют торцовыми упорами 23. . После этого опускают сварочные пистолеты 2 пневмоцилиндром 3 и, создавая необходимое сварочное давлецие, производят сварку первой точкой перемычек нечетных ячеек гофрированных лент 24 и 25. Для сварки второй точкой и т.д. пистолеты 2 поднимают, а платформу 15 перемещают на роликах 16 по направляющим 17 с помощью пневмоцилиндра 1 на шаг сварки, пистолеты сварочные 2 опускают и производят сварку второй точкой. После сварки пистолеты поднимают вверх. При малом шаге ячеек сотовой решетки, когда невозможно конструктивно расположить рядом сварочные элементы, последние располагают через ячейку или несколько ячеек. Для .сварки перемычек четных ячеек гофрированных лент перемещают каретку 19 на роликах 20 по направляющим 21 с помощью пневмоцилиндра 22 в.сторону гребенки 6, в результате происходит .извлечение стержней 8 гребенки б и ввод стержней 9 гребёнки 7 в ячейки. Затем системой пневмоцилиндров 13 гребенку 7 смещают:влево на величину ячейки (фиг. 2 к 3, положения П, Ш/. Пневмоцилиндром 22 перемещают каретку 19 на рЬликак
по направляющим 21 в сторону гребенк 7, при этом происходит извлечение из ячеек стержней 9 гребенки 7 и ввол в ячейки стержней 8 гребенки 6 (фиг. 2 и 3, положение IV ). Пнев моцилиндром 3 опускают сварочные пистолеты 2 и осуществляют сварку первой точкой перемычек четных ячеек гофрированных лент.
Для сварки второй точкой сварочные пистолеты 2 поднимают вверх, платформу 15 перемещают на роликах 16 по направлякяцим 17 с помощью пневмоцилиндра 18 на шаг сварки в строну гребенки 6, а сварочные пистолеты опускают и т.д.
Пбсле сварки ячеек перйых двух гофрированных лент перемещают каретку 19 на роликах 20 по направляющим 21 с помощью пневмоцилиндра 22 в сторону гребенки 6, при этом происходит извлечение стержней 8 гребенки
6и ввод стержней 9 гребенки 7 в ячейки. Пневмоцилиндром 11 гребенку
7с расположенными на ее стержнях
сваренными гофрированными лентами 24 и 25, смещают вниз на половину ячейки, а затем системой пневмоцилиндров 13 - вправо до исходного положения V и VI J. Затем каретку 19 на роликах 20 по направляющим 21 Пневмоцилиндром 22 перемещают в сторону гребенки 7, при этом стержни :9 извлекают из ячоек, V4 стержни 8 ;вводят Е ячейки фиг. 2 и 3, поло жения VII и Vill . При этом гребенка 7 автоматически перемещ.ается ;вверх на под-ячейки и устанавлива;ется напротив гребенки 6.
Далее укладывают следующую гофрированную ленту 26, также ориентируют торцовыми упорами 23 и процесс сборки и сварки гофрированных лент повторяется, образуя сотовую решетк
Использование изобретения обеспечивает изготовление решетчатого сотового настила иэ гофрированной ленты толщиной 1,6 - 5,0 мм и шириной более 20 мм на автоматическом режиме.
фи.
/
Ж Ж
ж
J ж
1У
Ж
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сборки и сварки сотовых решеток | 1986 |
|
SU1328112A1 |
| Машина для сборки и сварки сотовых решеток | 1987 |
|
SU1418017A1 |
| МАШИНА ДЛЯ СБОРКИ И РОЛИКОВОЙ СВАРКИ СОТОВЫХ | 1969 |
|
SU251112A1 |
| Машина для сборки и сварки сотовых заполнителей | 1981 |
|
SU1011352A1 |
| ;ОЮЗНАЯ | 1973 |
|
SU381491A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПАНЕЛЕЙ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2004 |
|
RU2268813C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2008227C1 |
| Автомат для сборки и сварки сотовых решеток | 1989 |
|
SU1625622A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ СОТОВЫХ ПАНЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2309826C1 |
| Автомат для изготовления проволочных решеток | 1985 |
|
SU1289642A1 |
МАШИНА ДЛЯ СБОРКИ И КОНТАКТНОЙ СВАРКИ COTOMJX РЕШЕТОК , содержащая установленные на станине сварочные головки с механизмом вертикального перемещения, источник тока И расположенные друг против друга две гребенки со стержнями, .снабженные механизмами их перемещения в горизонтальной плоскости в направлении, параллельном оси стержней и механизм вертикального перемещения, отличают а яс я тем, что, с целью рас-; ширения технологических возможностей машины, одна кз гребенок дополнительно снабжена механизмом перемещения в горизонтальной плоскости в направлении, перпендикулярном оси стержней, и соединена с механизмом вертикального перемещения, а другая связа на с источником тока, оэ оо
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
