сварки второго шва балку снимают краном с одного опорного элемента (в это время кантователь самоустанавливается под действием уравновешивающих сил в исходное положение) и устанавливают на второй опорный элемент. После самоустановки балки в рабочее положение производят сварку второго . шва аналогично первому. Сварку тре1
Изобретение относится к технологии изготовления сварных металличес- ких балок и может быть использовано в мостостроении, в промышленном и гражданском строительстве.
Цель изобретения - повьшение качества путем исключения деформации балки при установке ее в положение сварки в лодочку.
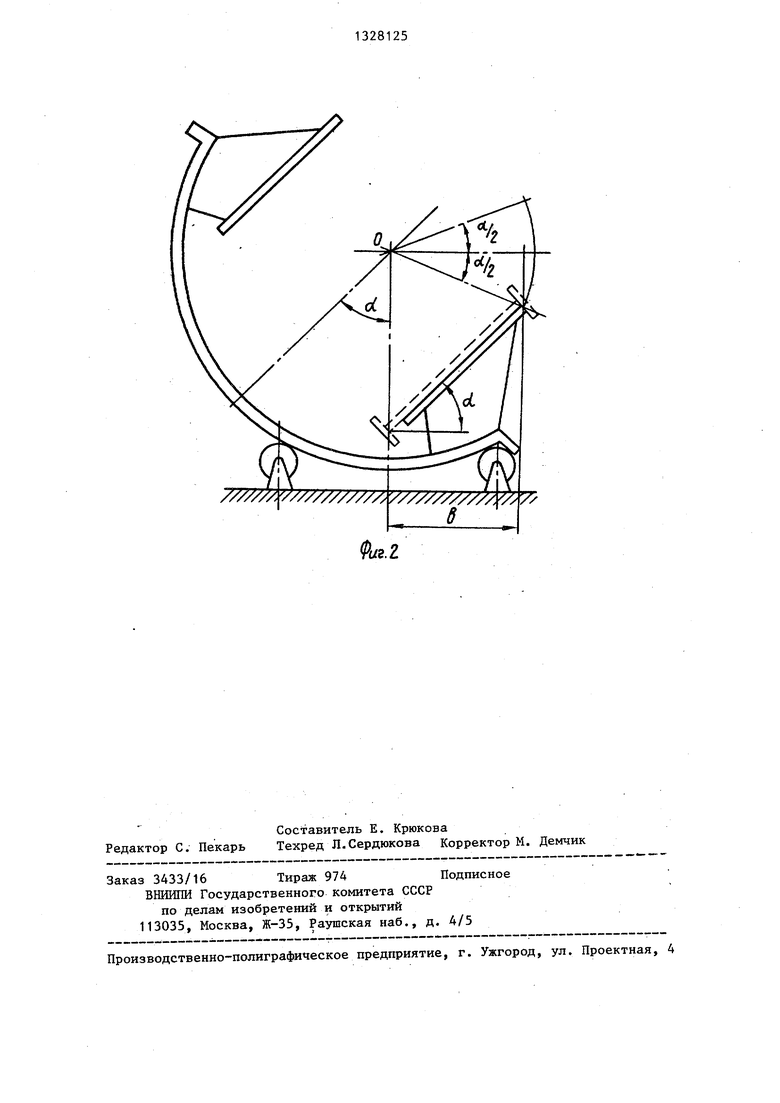
На фиг.1 изображен кантователь в момент укладки балки на один из опорных элементов; на фиг.2 - то же, в момент установки балки в положение сварки, в лодочку.
Способ осуществляют на полукольцевом кантователе 1, содержащем два полукольца 2, установленных на роликах 3.
Полукольца «снабжены двумя опорным элементами 4, закрепленными на накло ных подкосах 5, -и подвижными упорами 6. В качестве неподвижных упоров могут быть использованы ролики 3.
Сущность способа заключается в еле дующем.
Предварительно собранную на прихватах на сборочном кондукторе балку краном подают на кантователь 1. Перемещение балки осуществляют при вертикальном расположении стенки.
Кантователь устанавливают таким образом, чтобы опорные элементы располагались вертикально со смещением вдоль горизонтальной оси относительно оси поворота полуколец кантователя.
Упор 6 устанавливают в исходном положении таким образом, чтобы центральный угол to между этим упором и не подвижным упором основания, в качест- .ве которого в данном случае используется ролик 3, соответствовал углу натьего и четвертого швов балки производят после перекантовывания балки краном и последовательной установки их на опорные элементы. Расположение балки на поверхности опорных элементов и совместный их поворот в рабочее положение позволяет исключить деформацию балки при ее установке в рабочее положение в лодочку , 2 ил.
10
15
20
клона стенки балки в рабочем положении. Обычно по технологии сварки в лодочку принимают угол oi 45 .
Верхний упорный конец опорного эле- 5 мента 4, на который впоследствии опирается верхняя полка, устанавливают вьппе горизонтальной оси, проходящей через ось поворота полуколец 2, кантователя 1 на величину, соответствующую центральному углу между этой горизонтальной осью и радиусом, проходящим через верхний упорный конец опорного элемента, равному об/2.
После осуществления операций по настройке кантователя балку краном устанавливают в кантователь, при этом верхнюю полку располагают на верхнем упорном конце одного из опорных элементов 4, а стенку балки устанавливают вдоль поверхности этого элемента 4.
После ослабления строп крана балка под действием сил тяжести поворачивает полукольца 2 кантователя до соприкосновения упора 6 с роликом 3 и таким образом самоустанавливается и принимает рабочее наклонное положение (стенка располагается под углом oi , при этом шов располагается по оси полукольца) .
В этом рабочем положении в лодочку производят сварку первого шва полки со стенкой.
Затем балку закрепляют краном и снимают с кантователя, при этом полу- 35 кольца самоустанавливаются под действием уравновешивающих сил тяжести в исходное положение.
Балку краном перемещают на второй Q опорный элемент 4, устанавливают на него в той же последовательности, что и на первый и после самоустанов-.
25
ки балки в рабочее положение в ло- дочку производят сварку второго шва полки со стенкой.
После сварки второго шва балку краном снимают с опорного элемента, перекатывают.и устанавливают на один из опорных элементов, располагая приваренную полку сверху.
При ослаблении строп крана балка под действием сил тяжести поворачи- вает полукольца 2 до рабочего положения балки в лодочку. В этом положении производят сварку третьего шва, а после переустановки балки на другой опорный элемент аналогично производят сварку и четвертого шва.
После сварки всех швов готовую- балку снимают с кантователя.
Благодаря неконсольному расположению полкя балки на опорных элементах исключается ее деформация при установке ее в положение сварки в лодочку и повьшается качество.
Формула изобретения
Способ изготовления двутавровых балок, при котором предварительно собранную на прихватах двутавровую балку перемещают краном при вертикальном положении стенки балки к полукольцевому кантователю, укладывают балку на один из опорных элементов кантователя, наклоняют балку и производят сварку первого шва полки со стенкой в лодочку, затем устанавливают балку на второй опорный элемент кантователя,- наклоняют ее и производят сварку второго шва полки со стенкой в лодочку, снимают балку, перекантовывают ее краном, и, последовательно укладывая ее на опорные элементы кантователя и наклоняя, аналогично производят сварку третьего и четвертого швов, о т- личающийся тем, что, с целью повышения качества путем исключения деформации балки при установке ее в положение сварки в лодочку опорные элементы кантователя перед укладкой на них балки устанавливают вертикально со смещением вдоль горизонтальной оси .относительно оси поворота полуколец кантователя, наклон балки в положение в лодочку осуществляют под действием силы тяжести балки, а перекантовывание балки с одного опорного элемента на другой осуществляют краном.
///////)(///////////// У///// /////У/ Х/7
/////У/
8
7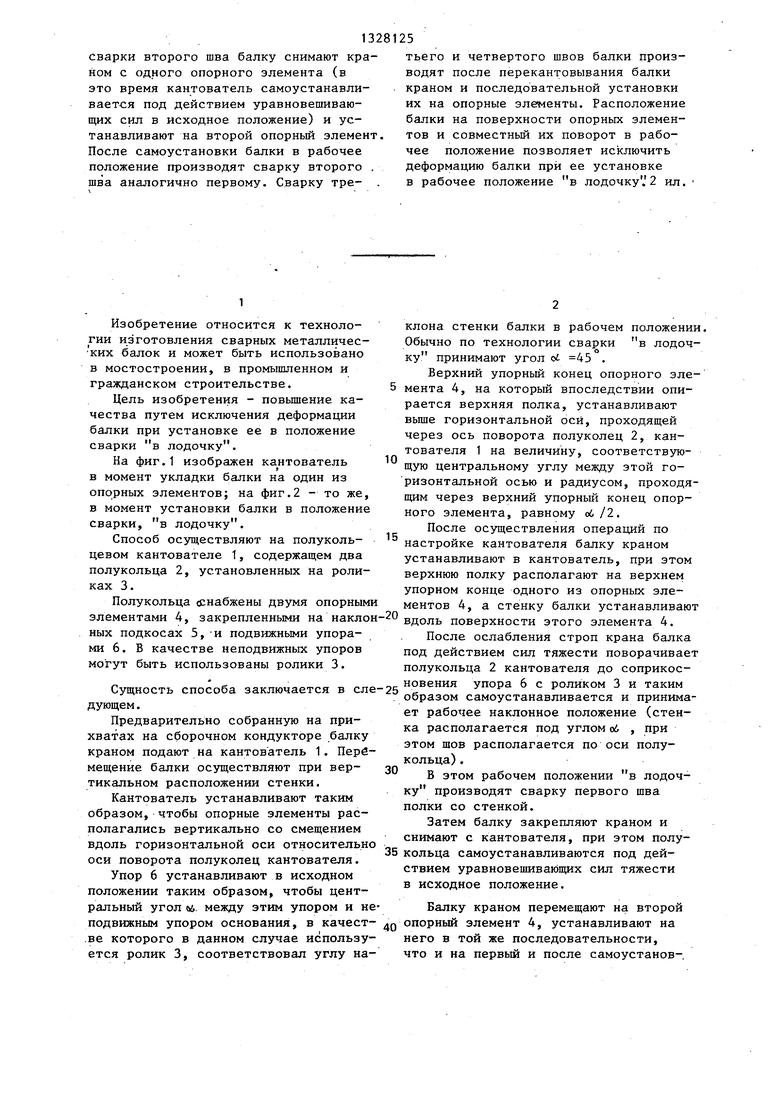
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| Кантователь для сварки балок | 1980 |
|
SU927473A1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| Кантователь металлоконструкций под сварку | 1984 |
|
SU1234145A1 |
| Поточная линия для сборки под сварку и сварки продольных швов балок коробчатого сечения | 1983 |
|
SU1165547A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| Устройство для кантовки и продольного перемещения металлоконструкций при сборке и сварке | 1976 |
|
SU649534A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Устройство для сборки и сварки длинномерных полых балок | 1987 |
|
SU1599175A1 |
| Устройство для сборки под сварку двутавровых балок | 1978 |
|
SU749608A1 |
Изобретение относится к технологии изготовления сварных металличес ких балок и может быть использовано в мостостроении, в промышленном и гражданском строительстве. Целью изобретения является првьшение качества изготавливаемых балок. Предварительно собранную балку устанавливают краном при вертикальном положении ее стенки на один из опорных элементов 4, плоскость которого в исходном положении располагается вертикально со смещением вдоль горизонтальной оси относительно оси поворота полуколец кантователя. После ослабления тросов крана балка под действием сил тяжести поворачивает полукольца до соприкосновения упора 6 с роликом 3, т.е. самоустанавливается в рабочее положение в лодочку. В зтом положении производится сварка первого шва. Для i СЛ 777777 ///////////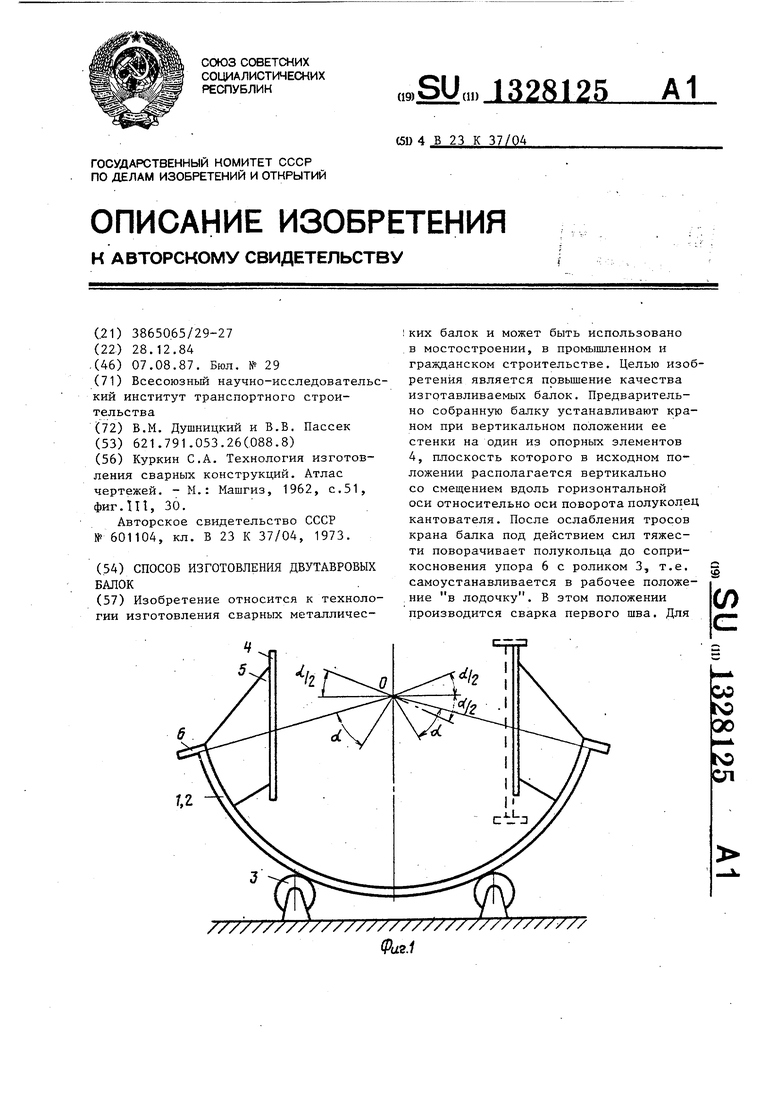
| Куркин С,А | |||
| Технология изготовления сварных конструкций | |||
| Атлас чертежей | |||
| - М.: Машгиз, 1962, с.51, фиг.П, 30 | |||
| Кантователь для сварки двутавровых балок | 1973 |
|
SU601104A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
