11
Изобретение относится к сборно- сварочным работам, а именно к кон-- струкции устройства для кантования крупногабаритных изделий на 180°.
Цель изобретения - сокращение металлоемкости изделия путем улучшения, равномерности нагрузки на несущи элементы.
На фиг. 1 изображено предлагаемое устройство, общий вид сбоку; на фиг. 2-10 - то же, (разные фазы работы) .
Устройство содержит основание 1, ложемент 2 с приводами подъема и , опускания, например гидроцилиндрами (не показаны). Ложемент 2 имеет продольные пазы 3. В средней части ложемента 2 установлен второй, тяговый орган -(лебедка) 4 с барабанами 5, на которые намотаны стропы 6 и 7, . свободные концы 8 и 9 которых соединены между собой и с четвертым стропом 10, на котором смонтирован упор 11, взаимодействующий с пазами 12 продольных стоек 13. Основные стойки 14 закреплены на основании 1 за дополнительными стойками 13, Стропы 6 7 охватывают отводные блоки 15 и 16, закрепленные в пазах основных стоек 14, дополнительные подвижные блоки 17 с устройством их фиксации (не показано) и с грузами 18, установленными в вертикальных направляющих 19 пазов 20 основных стоек 14, а также
отводной блок 21, закрепленный на основных стойка 14 посредством рычага установленного с возможностью поворо та в вертикальной плоскости и снабженного приводом, например пневмоци- линдром (не показан). Четвертьй строп 10 крепитс я к одной стороне изделия 22, а строп 23 соединяет вторую сторону изделия 22 с тяговым органом (краном) 24.
Устройство работает .следующим образом.
Крупногабаритное изделие 22 укладывают на ложемент 2 и противополож- ные стороны изделия 22 соединяют со стропами 23 и 10. При этом упор 11 стропа 10 прилегает с внутренней стороны дополнительной стойки 13 к торцу паза 12. Затем опускают ложемент . 2 в нижнее положение и изделие 22 подвешивают с одной стороны на стропе 10, а с другой - на стропе 23. Далее поднимают стропом 23 одну .сторону изделия 22, разворачивая последнее
Q
g п 5 о
с
5
„
0
262
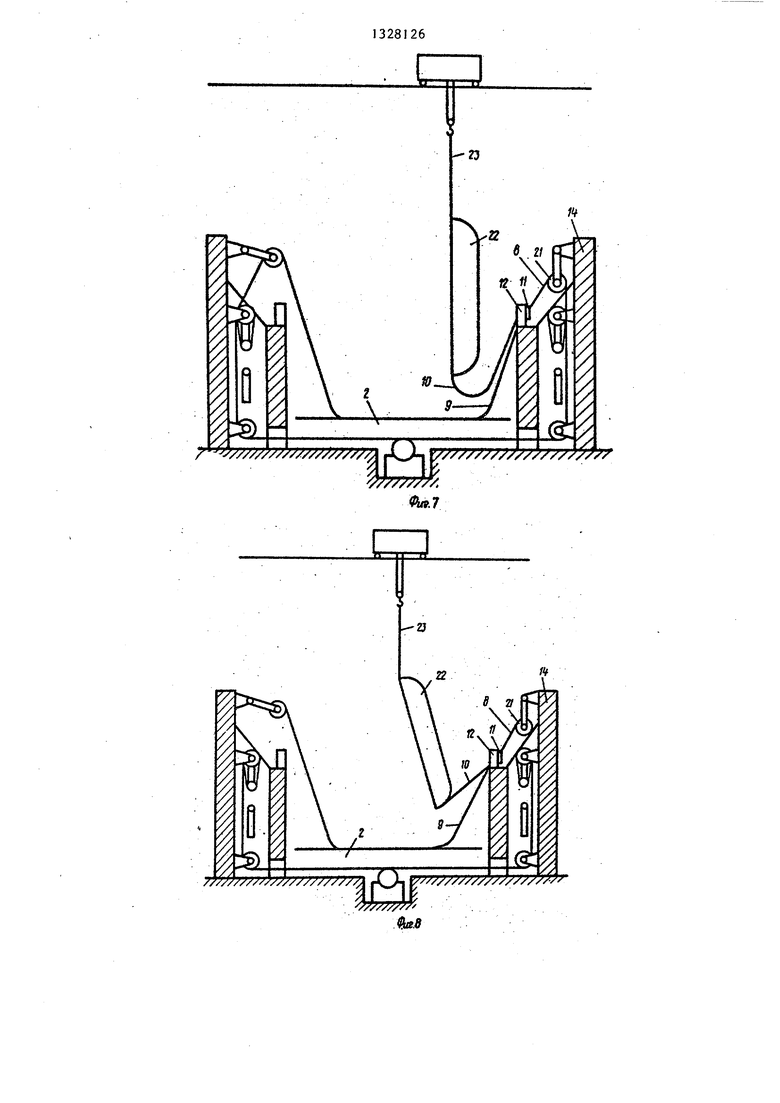
на 90 вокруг точки крепления его со стропом 10, перемещают изделие 22 вверх и в сторону дополнительной стойки 13 таким образом, чтобы освободить строп 10 от натяга, поднимают отводной блок 21 в верхнее положение в выводят упор 11 стропа 10 из зацепления его с торцом паза 12. . Включают привод 4 и одновременно перемещают в сторону основной стойки 14 тяговый орган 24 с закрепленным на нем с помощью стропа 23 изделием 22 и строп 10, закрепленный одним концом к изделию 22, а другим концом к месту соединения свободных концов 8 и 9 стропов 6 и 7. При этом строп 7 наматывают на барабан 5 лебедки 4, а строп 6 сматывают с барабана 5 лебедки 4, а отводной блок
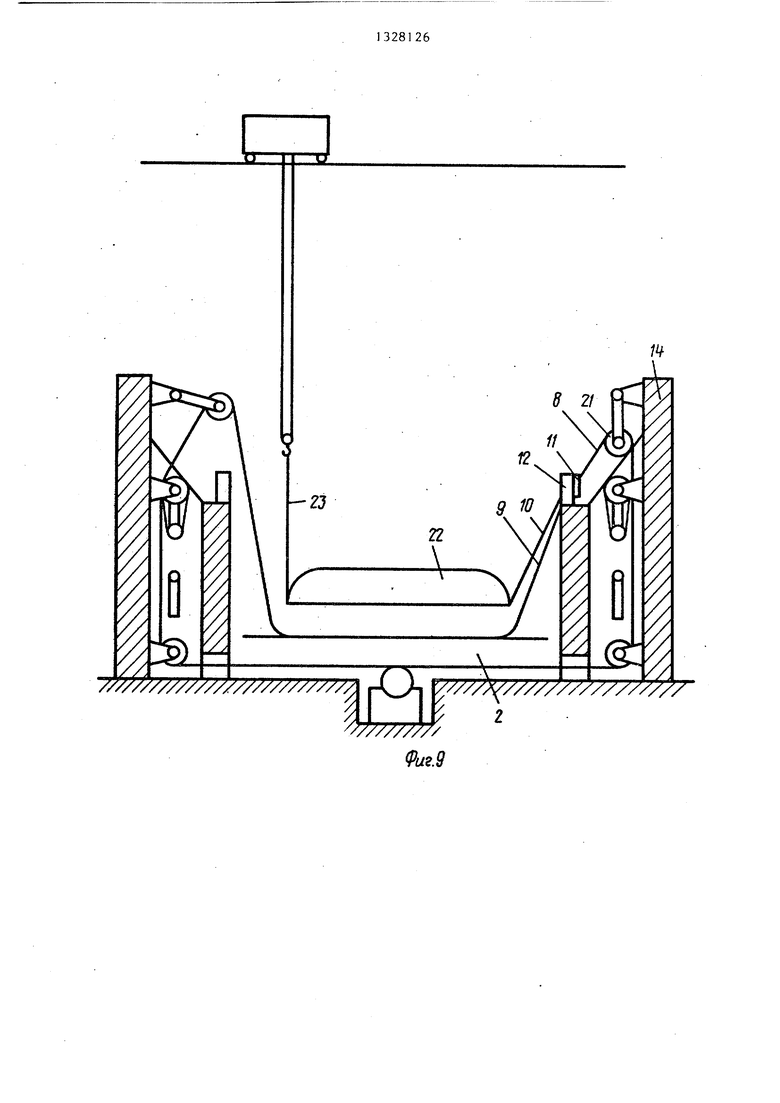
21на основной стойке 14 находится в верхнем положении. После того, как упор 11 стропа 10 коснется отводного блока 21, отводной блок 21 опускается, стропы 10 и 6 ложатся в паз 12 дополнительной стойки 13, а упор 11 прилегает к торцу паза 12, затем перемещают изделие 22 вниз и в сторону основной стойки 14, натягивают строп 10 и переворачивают изделие
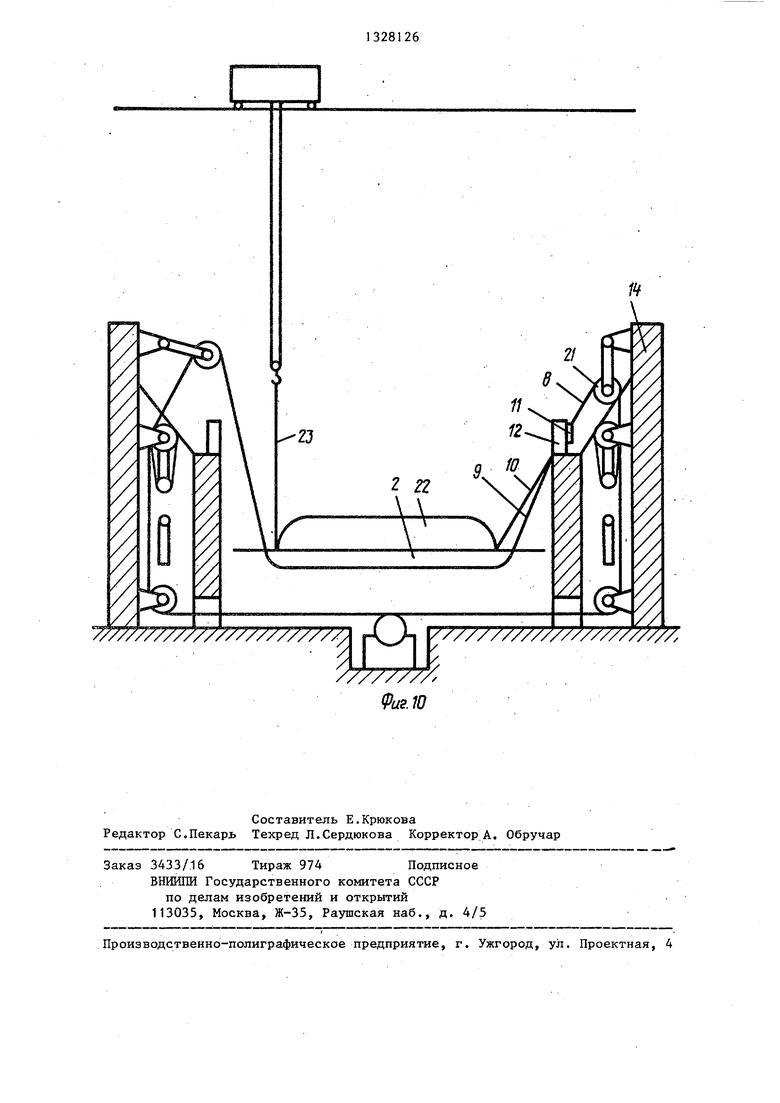
22еще на 90 вокруг точки крепления его к стропу 10, поднимают ложемент 2, освобождают стропы 10 и 23 от натяга и отсоединяют их от перевернутого на 180° изделия 22.
Подвижные блоки 17, перемещаясь под воздействием груза 19, исключают петлеобразование стропов 6 или 7 в момент их ослабления при перемещении стропа 10 в сторону основных стоек 14.
Устройство для кантования крупногабаритных изделий на 180 получается менее металлоемким благодаря улучшению равномерности нагрузки на.его несущие элементы.
Формула изобретения
Устройство для кантования крупногабаритных изделий на 180°, содержащее смонтированные на основании ложемент с пазами для стропов, два тяговых органа с тремя стропами для изделия, стойки с отводными блоками, размещенными у торцов стоек, отличающееся тем, что, с целью сокращения металлоемкости путем обеспечения равномерной нагрузки на несущие элементы, оно оснащено
31328126
выполненными с пазами дополнительными стойками, соединенными с основными стойками, четвертым стропом для изделия, соединенным с двумя основными стропами и снабженным упором, установленным о возможностью поочередного взаимодействия с пазами дополнительных стоек, при этом на стойках со стороны расположения пазов дополнительных стоек смонтированы поворотные в плоскости, перпендикулярной ос-.
нованию, рычаги, а соответствующие отводные блоки установлены на указанных рычагах.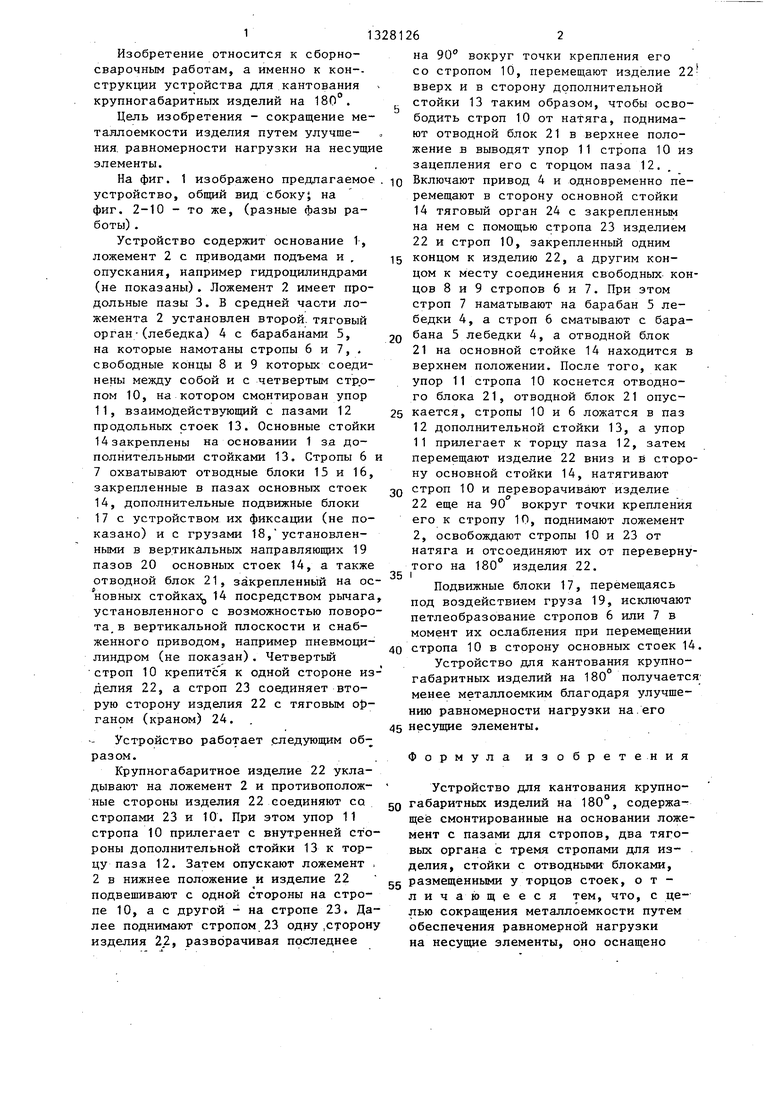
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ кантования корпусов судов под сварку на 180 @ и устройство для его осуществления | 1987 |
|
SU1528633A1 |
| Устройство для кантования крупногабаритных изделий на 180 @ | 1984 |
|
SU1207699A1 |
| Кантователь для установки секций корпусов судов под сварку | 1986 |
|
SU1407733A1 |
| Кантователь для установки корпусов судов под сварку | 1984 |
|
SU1248750A1 |
| Кантователь для установки корпусов судов под сварку | 1986 |
|
SU1388244A2 |
| Способ кантования крупногабаритных изделий и устройство для осуществления этого способа | 1980 |
|
SU933340A1 |
| СПОСОБ КАНТОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ГРУЗОВ | 2020 |
|
RU2742665C1 |
| Устройство для кантования крупногабаритных изделий | 1983 |
|
SU1131828A1 |
| УСТРОЙСТВО ДЛЯ КАНТОВАНИЯ ИЗДЕЛИЙ | 1988 |
|
RU2034759C1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ-ВЫГРУЗКИ И ТРАНСПОРТИРОВКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ И ГРУЗОВ БОЛЬШОЙ УДЕЛЬНОЙ МАССЫ НА ЛЕТАТЕЛЬНОМ АППАРАТЕ, ПРЕИМУЩЕСТВЕННО ТЯЖЕЛОМ ТРАНСПОРТНОМ САМОЛЕТЕ АН-124-100 | 2000 |
|
RU2171768C1 |



Изобретение относится к области сборочно-сварочных работ, а именно к устройствам для кантования крупйогабаритных изделий на 180. Целью изобретения является сокращение металлоемкости. Устройство содержит два тяговых органа 5 и 24, снабженных тросами, с которЕ11ми соединено изделие. На ложементе 1 установлены основные 14 и дополнительные 13 стойки. В дополнительных стойках 13 выполнены пазы, а на тросе 10 - упор 11. В процессе кантования изделия упор 11 поочередно попадает в паз дополнительной стойки 13, что улучшает равномерность нагрузки на несущие элементы устройства. 10 ил. ЩММщт т / / / - г uz.f (Л Ю 00 to О5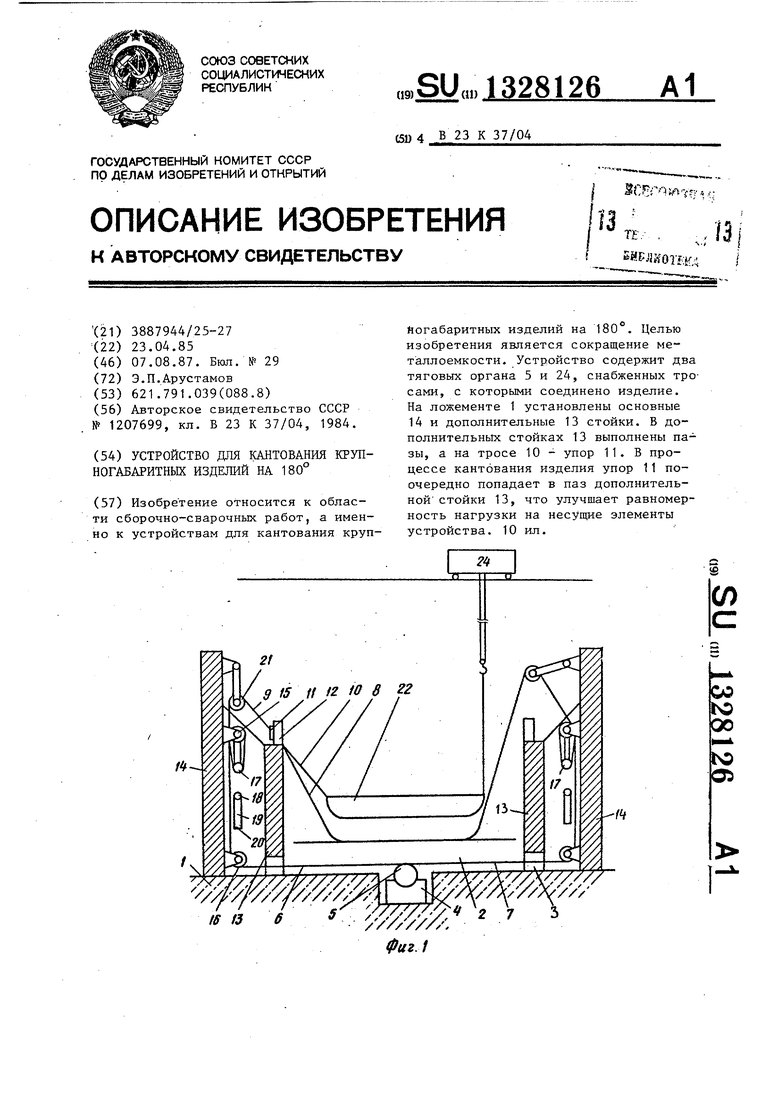
////////////////////////// ///,
.I
/,
I
и
У//////,
У////////// ////////////////
////////////.
Фи.г
Фиг. У
VXx
///////////////////////////л
д 2/ F
s
у////////
У//// ////////////////
///////////////777/7//////
и
////////////////////////, /
/
Составитель Е.Крюкова Редактор С.Пекарь Техред Л.Сердюкова Корректор А. Обручар
Заказ 3433/16 Тираж 974 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
fe 7f7
| Устройство для кантования крупногабаритных изделий на 180 @ | 1984 |
|
SU1207699A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
