Э
S
О
vl
OQ 09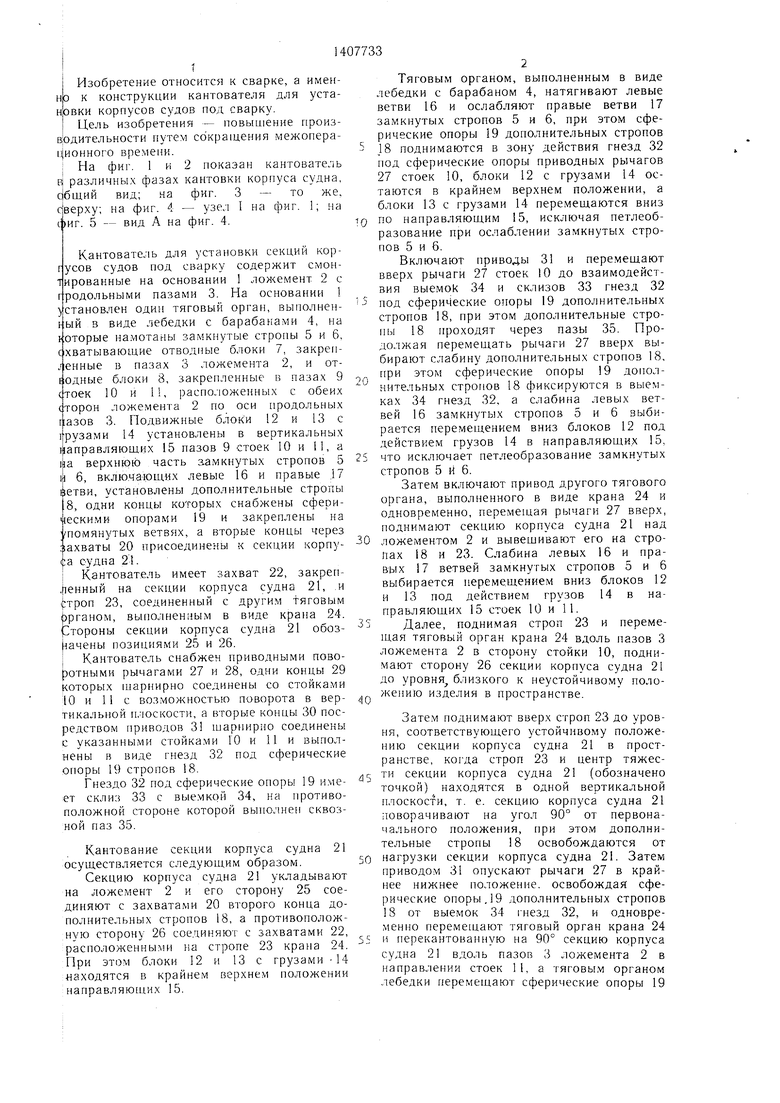
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь для установки корпусов судов под сварку | 1986 |
|
SU1388244A2 |
| Кантователь для установки корпусов судов под сварку | 1984 |
|
SU1248750A1 |
| Способ кантования корпусов судов под сварку на 180 @ и устройство для его осуществления | 1987 |
|
SU1528633A1 |
| Устройство для кантования крупногабаритных изделий на 180 @ | 1985 |
|
SU1328126A1 |
| Устройство для центровки корпуса судна в доке | 1985 |
|
SU1402485A1 |
| КРАНО-МАНИПУЛЯТОРНАЯ УСТАНОВКА | 2007 |
|
RU2354603C1 |
| Грузозахватное устройство | 1976 |
|
SU647224A1 |
| КРАНО-МАНИПУЛЯТОРНАЯ УСТАНОВКА | 2002 |
|
RU2240971C2 |
| Захват-кантователь для строительных панелей с петлями | 1981 |
|
SU998298A1 |
| Способ кантования крупногабаритных изделий и устройство для осуществления этого способа | 1980 |
|
SU933340A1 |
Изобретение относится к области сварки, а именно к конструкциям кантователя для установки корпусов судов под сварку. Цель - повышение произвсдитель- ности. Кантователь содержит смонтированные на основании 1 ложемент 2 с пазами для стропов, стойки 10 и 1 с отводными блоками 7, два тяговых органа, один из которых выполнен в виде крана 24 для корпуса судна 2Ь другой - в виде лебедки 4 с барабаном и замкнутым стропом 6. Кантователь оснащен дополнительными стропами 18, на одних концах которых смонтированы захваты 20 для корпуса судна 21,, а на других размещены сферические опоры 19. На стойках 10 и 11 установлены приводные поворотные рычаги 27 и 28 с гнездами под сферические опоры 19. При кантовке корпуса судна 21 с по.мощью крана 24 и лебедки 4 благодаря подъему поворотных рычагов 27 и фиксации сферических опор 19 в гнездах поворотных рычагов 27 обеспечивается кантовка корпуса судна 21 без использования углублений для подъемного ложемента 2 в низких цехах, а также обеспечивается сокращение межоперационного времени. 5 ил. i (Я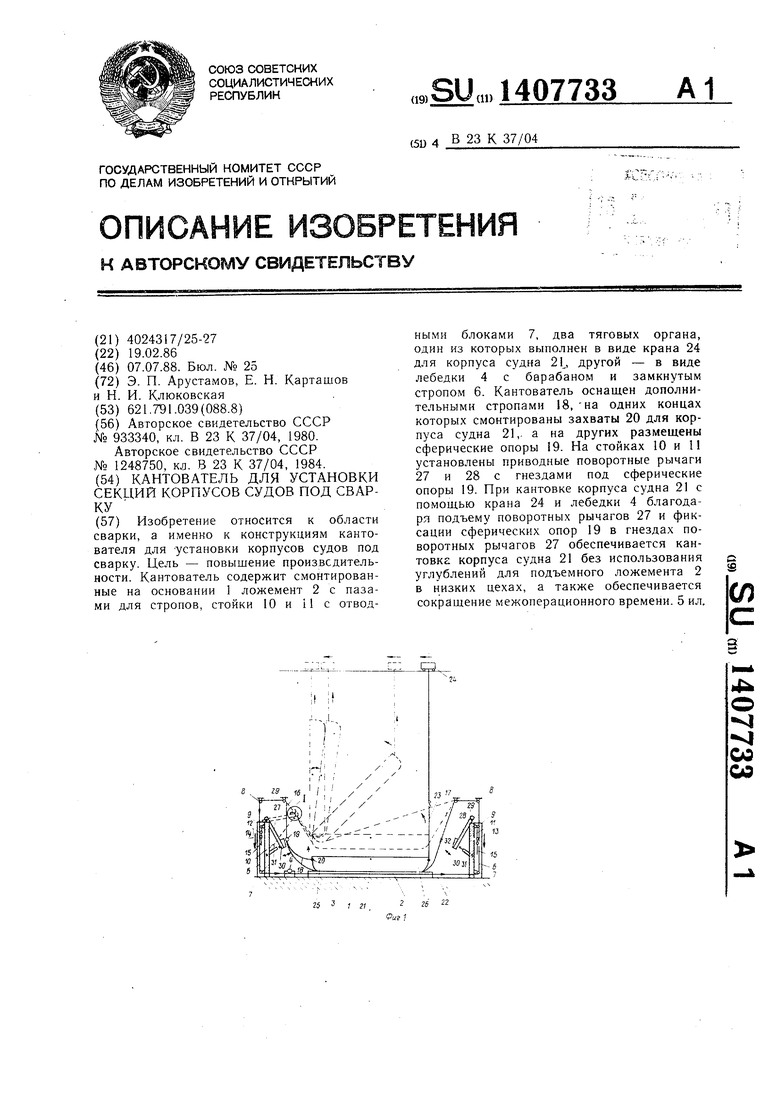
25 1 212 26 22
Риг
I Изобретение относится к сварке, а именно к конструкции кантователя для установки корпусов судов под сварку.
{ Цель изобретения - повышение произ- вЬдительности путем сокращения межоперационного времени.
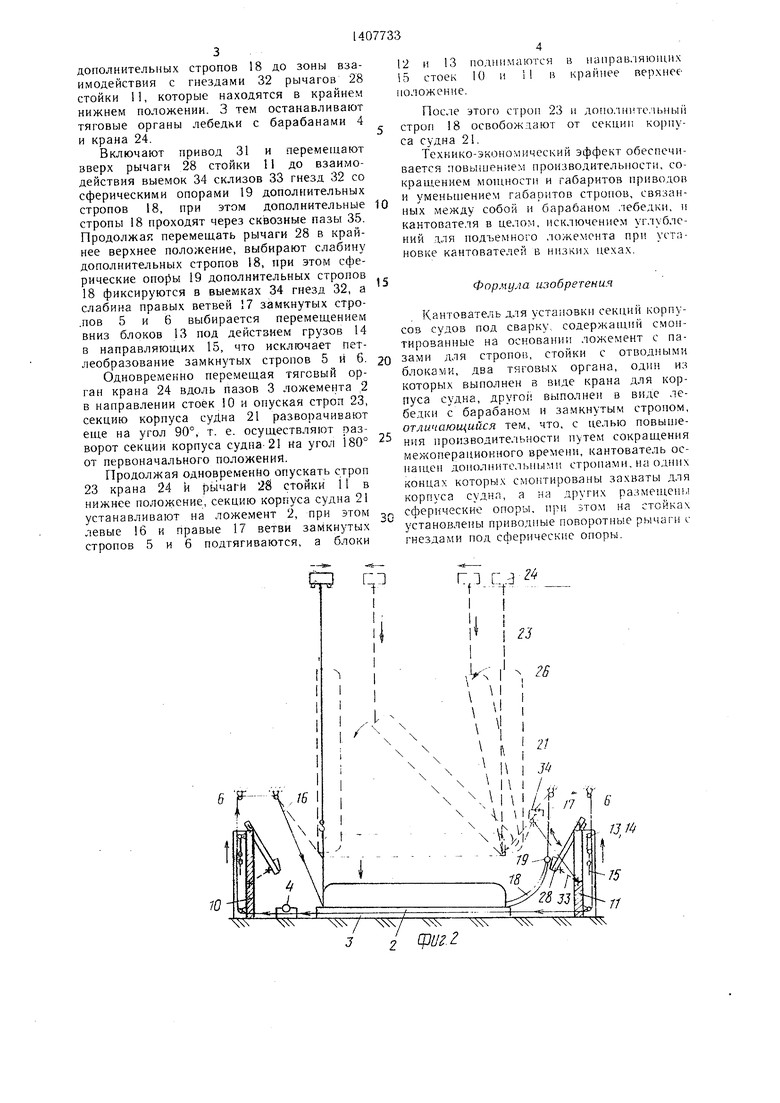
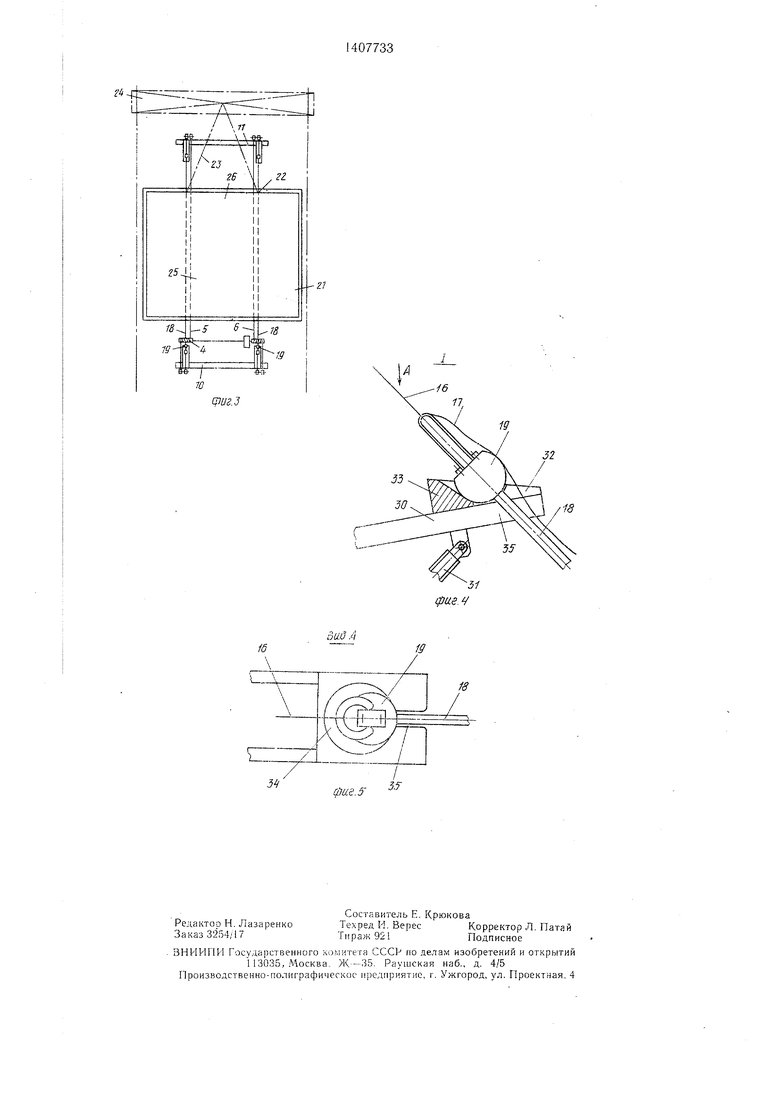
; На фиг. 1 и 2 показан кантователь в| различны.х фаза.х кантовки корпуса судна, с)бш,ий вид; на фиг. 3 - то же, свер.ху; на фиг. 4 - узел I на фиг. 1; на фиг. 5 - вид А на фиг. 4.
Кантователь для установки секций кор- гусов судов под сварку содержит смонтированные на основании 1 ложемент 2 с продольными пазами 3. На основании 1 установлен один тяговый орган, выполнен- 1-ый в виде лебедки с барабанами 4, на ь:оторые на.мотаны замкнутые стропы 5 и 6, С1хватываюш.ие отводные блоки 7, закрепленные в пазах 3 ложемента 2, и от- Еюдные блоки 8, закрепленные в пазах 9 стоек 10 и И, расположенных с обеих сторон ложемента 2 по оси продольных азов 3. Подвижные блоки 12 и 13 с грузами 14 установлены в вертикальных направляющих 15 пазов 9 стоек 10 и 11, а ka верхнюю часть з.амкнутых стропов 5 п 6, включающих левые 16 и правые .17 нетви, установлены дополнительные с1ропы 8, одни концы которых снабжены ческими опорами 19 и закреплены на помянутых ветвях, а вторые концы через :1ахваты 20 присоединены к секции корпуса судна 2.
Кантователь имеет захват 22, закреп- .енный на секции корпуса судна 21, ,и |:троп 23, соединенный с другим тяговым Ьрганом, выполвен|1ым в виде крана 24. (Стороны секции корпуса судна 21 обоз- 1ачены позициями 25 и 26. I Кантователь снабжен приводными пово- р)отными рычагами 27 и 28, одни концы 29 которых пшрнирно соединены со стойками 10 и 11 с возможностью поворота в вертикальной п. юскости, а вторые концы 30 посредством приводов 3 щарпирно соединены с указанными стойками 10 и 11 и выполнены Б виде гнезд 32 под сферические опоры 19 стропов 18.
Гнездо 32 под сферические опоры 19 имеет склиз 33 с выемкс)й 34, на противоположной стороне которой вьпю.чнен сквозной паз 35.
Кантование секции корпуса судна 21 осуществляется следующим образом.
Секцию корпуса судна 21 укладывают на ложемент 2 и его сторону 25 соединяют с захватами 20 второго конца дополнительных стропов 18, а противоположную сторону 26 соединяют с захватами 22, расположенными на стропе 23 крана 24. При этом блоки 12 и 13 с грузами -14 находятся в крайнем верхнем положении направляющих 15.
0
5
0
5
Тяговым органом, выполненным в виде лебедки с барабаном 4, натягивают левые ветви 16 и ослабляют правые ветви 17 замкнутых стропов 5 и 6, при этом сферические опоры 19 дополнительных стропов 18 поднимаются в зону действия гнезд 32 под сферические опоры приводных рычагов 27 стоек 10, блоки 12 с грузами 14 остаются в крайнем верхнем положении, а блоки 13 с грузами 14 перемещаются вниз по направляющим 15, исключая петлеобразование при ослаблении замкнутых стропов 5 и 6.
Включают приводы 31 и перемещают вверх рычаги 27 стоек 10 до взаимодействия выемоК 34 и склизов 33 гнезд 32 под сферические опоры 19 дополнительных стропов 18, при этом дополнительные стропы 18 проходят через пазы 35. Продолжая перемещать рычаги 27 вверх выбирают слабину дополнительных стропов 18, при этом сферические опоры 19 дополнительных стропов 18 фиксируются в выемках 34 гнезд 32, а слабипа левых ветвей 16 замкнутых стропов 5 и 6 выбирается перемещением вниз блоков 12 под действием грузов 14 в направляющих 15, что исключает петлеобразование замкнутых стропов 5 ri 6.
Затем включают привод другого тягового органа, выполненного в виде крана 24 и одновременно, перемещая рычаги 27 вверх, поднимают секцию корпуса судна 21 над ложементом 2 и вывещивают его на стропах 18 и 23. Слабина левых 16 и правых 17 ветвей замкнутых стропов 5 и 6 выбирается перемещением вниз блоков 12 и 13 под действием грузов 14 в направляющих 15 стоек 10 и 11.
Далее, поднимая строп 23 и перемещая тяговый орган крана 24 вдоль пазов 3 ложемента 2 в сторону стойки 10, поднимают сторону 26 секции корпуса судна 21 до уровня., близкого к неустойчивому положению изделия в пространстве.
Затем поднимают вверх строп 23 до уровня, соответствующего устойчивому положению секции корпуса судна 21 в пространстве, когда строп 23 и центр тяжести секции корпуса судна 21 (обозначено точкой) находятся в одной вертикальной плоскости, т. е. секцию корпуса судна 21 поворачивают на угол 90° от первоначального положения, при этом дополнительные стропы 18 освобождаются от нагрузки секции корпуса судна 21. Затем приводом 31 опускают рычаги 27 в крайнее нижнее положение, освобождая сферические опоры. 19 дополнительных стропов 18 от выемок 34 |-незд 32, и одновременно переме цают тяговый орган крана 24 и перекантованную на 90° секцию корпуса судна 21 вдоль пазов 3 ложемента 2 в направлении стоек 11, а тяговым органом лебедки перемещают сферические опоры 19
дополнительных стропов 18 до зоны взаимодействия с гнездами 32 рычагов 28 стойки 11, которые находятся в крайнем нижнем положении. 3 тем останавливают тяговые органы лебедки с барабанами 4 и крана 24.
Включают привод 31 и перемещают вверх рычаги 28 стойки 11 до взаимодействия выемок 34 склизов 33 гнезд 32 со сферическими опорами 19 дополнительных стропов 18, при этом дополнительные стропы 18 проходят через сквозные пазы 35. Продолжая перемещать рычаги 28 в крайнее верхнее положение, выбирают слабину дополнительных стропов 18, при этом сферические ОП00Ы 19 дополнительных стропов 18 фиксируются в выемках 34 гнезд 32, а слабина правых ветвей 17 замкнутых стро- .пов 5 и 6 выбирается перемещением вниз блоков 13 под действием грузов 14 в направляющих 15, что исключает петлеобразование замкнутых стропов 5 и 6.
Одновременно перемещая тяговый орган крана 24 вдоль пазов 3 ложемента 2 в направлении стоек 10 и опуская строп 23, секцию корпуса суДна 21 разворачивают еще на угол 90°, т. е. осуществляют раз- ворот секции корпуса судна-21 на угол 180° от первоначального положений.
Продолжая одновременно опускать строп 23 крана 24 и рь(чагй 28 стойки 11 в нижнее положение, секцию корпуса судна 21 устанавливают на ложемент 2, при этом левые 16 и правые 17 ветви замкнутых стропов 5 и 6 подтягиваются, а блоки
Q
N NN SN 7 NvT vxN NN J 2 CPU.2
12 и 13 полнимаются в иуправляюпиьч 15 стоек 10 и И в крайнее верхнее положение.
После этого строп 23 и дополнительный строп 18 освобождают от секции корпуса судна 21.
Технико-зкономнческий эффект обеспечивается повышением производительности, сокращением мопшости и габаритов приводов и уменьп1ением габаритов стропов, связанных между собой и барабаном лебедки, и кантователя в целом, исключением углублений для подъемного ложемента при установке кантователей в низки.х цехах.
Формула изобретения
Кантователь для установки секций корпусов судов под сварку, содержащий смонтированные на основании ложемент с пазами для стропов, стойки с отводными блоками, два тяговых органа, один из которых выполнен в виде крана для корпуса судна, другой выполнен в виде ле- беаки с барабаном и замкнутым стропом, отличающийся тем, что, с целью повышения производительности путем сокращения межоперационного времени, кантователь оснащен дополнительными стропами, на одних концах которых смо1 тированы захваты для корпуса суднп, а на других размещены сферически е опоры, при этом на стойках установлены приводные поворотные р.ычаги с гнездами под сферические опоры.
m
i f j
I 1
k i -, s
Ч1
, J
wz.3
(uas.5
18
| Способ кантования крупногабаритных изделий и устройство для осуществления этого способа | 1980 |
|
SU933340A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кантователь для установки корпусов судов под сварку | 1984 |
|
SU1248750A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
