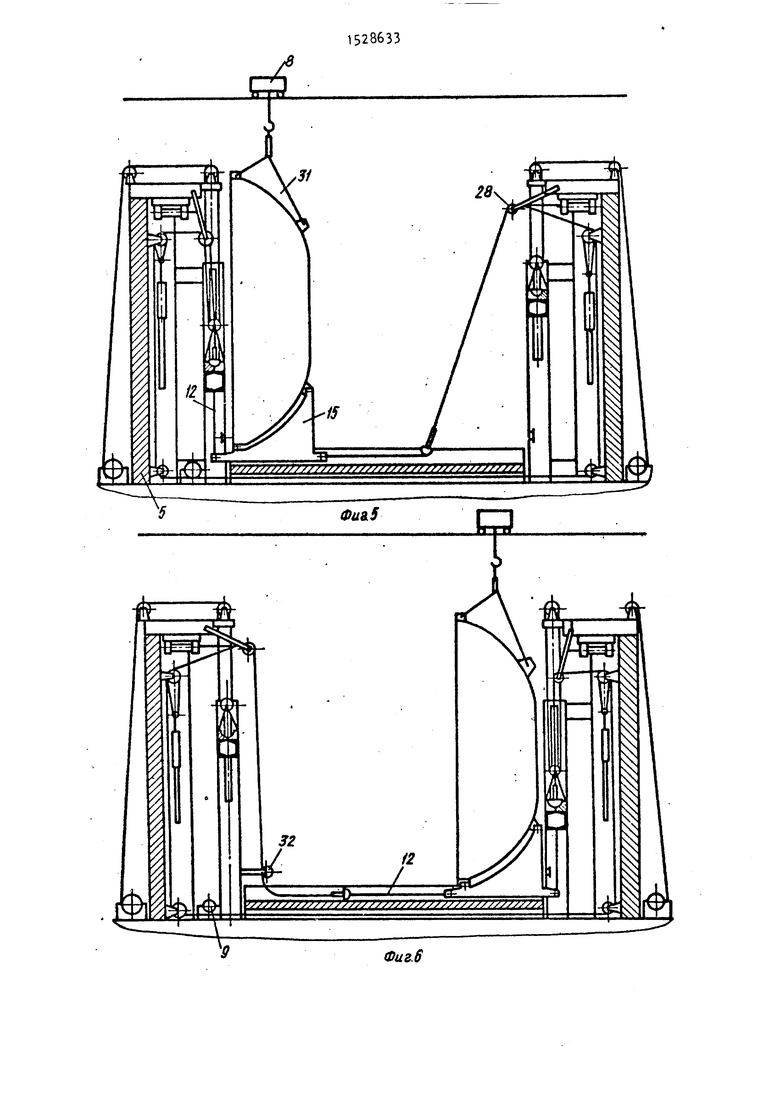
йены верхние шарниры 36 и нижние шарниры 37. После установки захватов 15 и 31 на корпусе судна и подсоединения к ним стропов тяговых органов располагают шарниры захватов 15 и 31 в вертикальной плоскости, а строп нижнего шарнира 37 - в пазу k ложемента 2. Затем осуществляют поворот корпуса судна 3 относительно верхнего шарнира Зб захвата 15 до вертикального положения судна, осуществляя
вертикальное перемещение этого шарнира, после чего осуществляют перемещение корпуса судна 3 поперек ложемента 2. Затем осуществляют поворот корпуса судна 3 относительно нижнего шарнира 37 до горизонтального положения корпуса судна, перемещая вертикально этот шарнир, что обеспечивает снижение колебаний судна в процессе его кантования и уменьшает габариты устройства. 2 с, и 1 з.п.ф-лы, 8 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь для установки корпусов судов под сварку | 1986 |
|
SU1388244A2 |
| Кантователь для установки секций корпусов судов под сварку | 1986 |
|
SU1407733A1 |
| СПОСОБ СУХОГО ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2519248C1 |
| Устройство для кантования крупногабаритных изделий на 180 @ | 1985 |
|
SU1328126A1 |
| Портальный кран | 1974 |
|
SU586095A1 |
| Устройство для кантования крупногабаритных изделий на 180 @ | 1984 |
|
SU1207699A1 |
| Способ кантования крупногабаритных изделий и устройство для осуществления этого способа | 1980 |
|
SU933340A1 |
| УСТАНОВКА ДЛЯ РАЗБОРКИ КОЛЕСНО-МОТОРНОГО БЛОКА ЛОКОМОТИВА (ВАРИАНТЫ) | 2009 |
|
RU2404040C1 |
| Кантователь для установки корпусов судов под сварку | 1984 |
|
SU1248750A1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ ТЯЖЕЛОВЕСНЫХ ГРУЗОВ ПО ЛЕСТНИЧНЫМ ПРОЛЕТАМ | 2008 |
|
RU2380307C1 |
Изобретение относится к сварке, а именно к способу кантования корпусов судов под сварку на 180° и устройству для его осуществления. Цель изобретения - уменьшение зоны кантования и повышение надежности. Устройство содержит смонтированные на основании 1 ложемент 2 для корпуса судна 3 с пазами 4 для стропов, две пары основных стоек 5 и две пары дополнительных стоек 6, отводные ролики 7, тяговые органы в виде крановой тележки 8 и лебедки 9 с двумя барабанами и силовыми стропами 10 - 13 и упорами 14. В устройство входят захваты 15 и 31. На захвате 15 выполнены верхние шарниры 36 и нижние шарниры 37. После установки захватов 15 и 31 на корпусе судна и подсоединения к ним стропов тяговых органов располагают шарниры захватов 15 и 31 в вертикальной плоскости, а строп нижнего шарнира 37 - в пазу 4 ложемента 2. Затем осуществляют поворот корпуса судна 3 относительно верхнего шарнира 36 захвата 15 до вертикального положения судна, осуществляя вертикальное перемещение этого шарнира, после чего осуществляют перемещение корпуса судна 3 поперек ложемента 2. Затем осуществляют поворот корпуса судна 3 относительно нижнего шарнира 37 до горизонтального положения корпуса судна, перемещяя вертикально этот шарнир, что обеспечивает снижение колебаний корпуса судна в процессе его кантования и уменьшает габариты устройства. 2 с. и 1 з.п. ф-лы, 8 ил.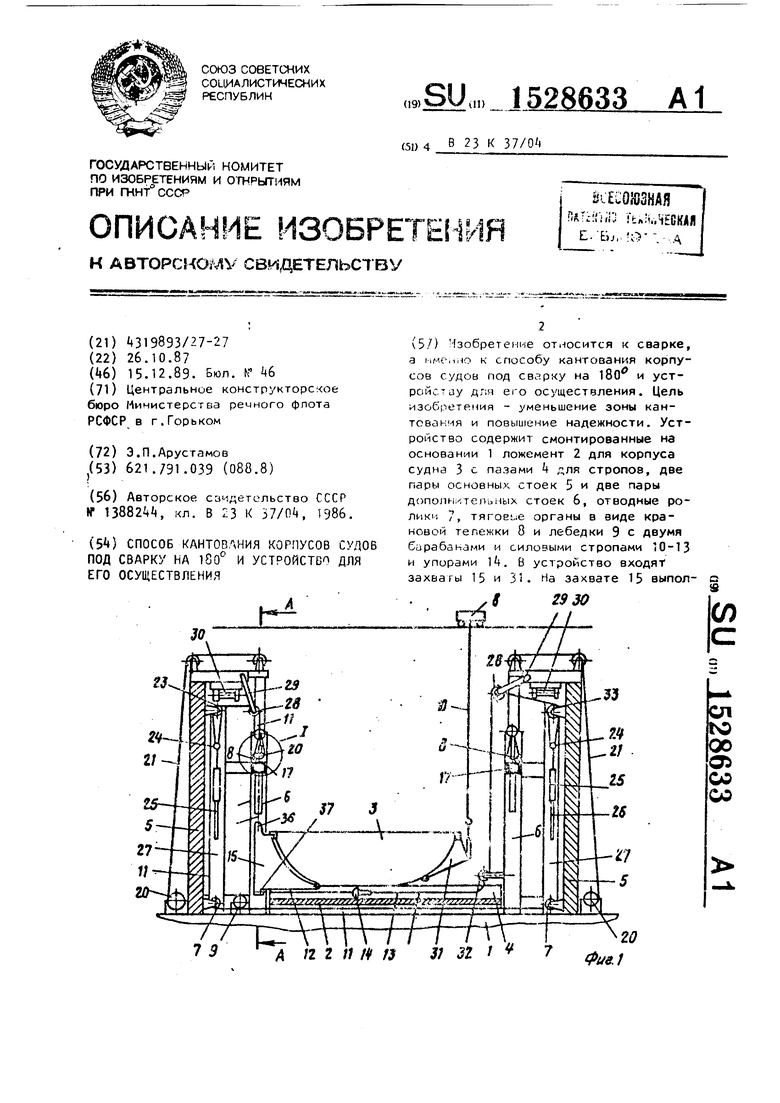
Изобретение относится к сварке, а именно к способу кантования и устройству для кантования корпусов судов под сварку на 180.
Цель изобретения - уменьшение зоны кантования и повышение надежности путем снижения колебаний корпуса судна в процессе его кантования.
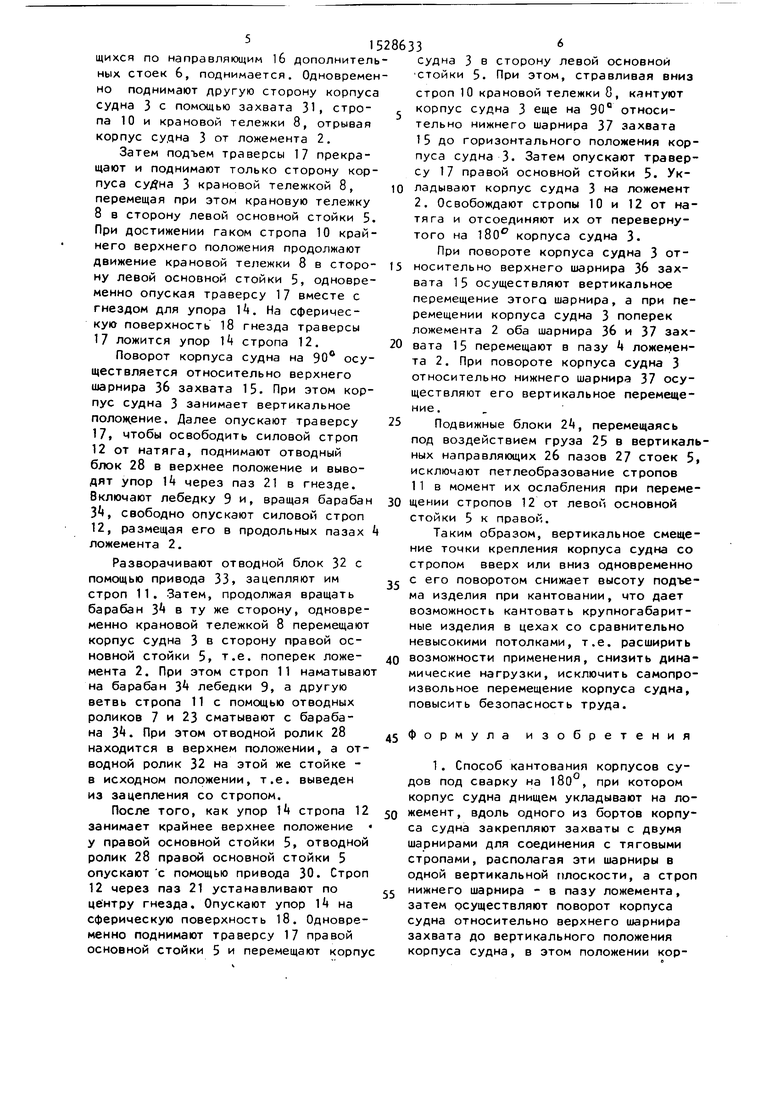
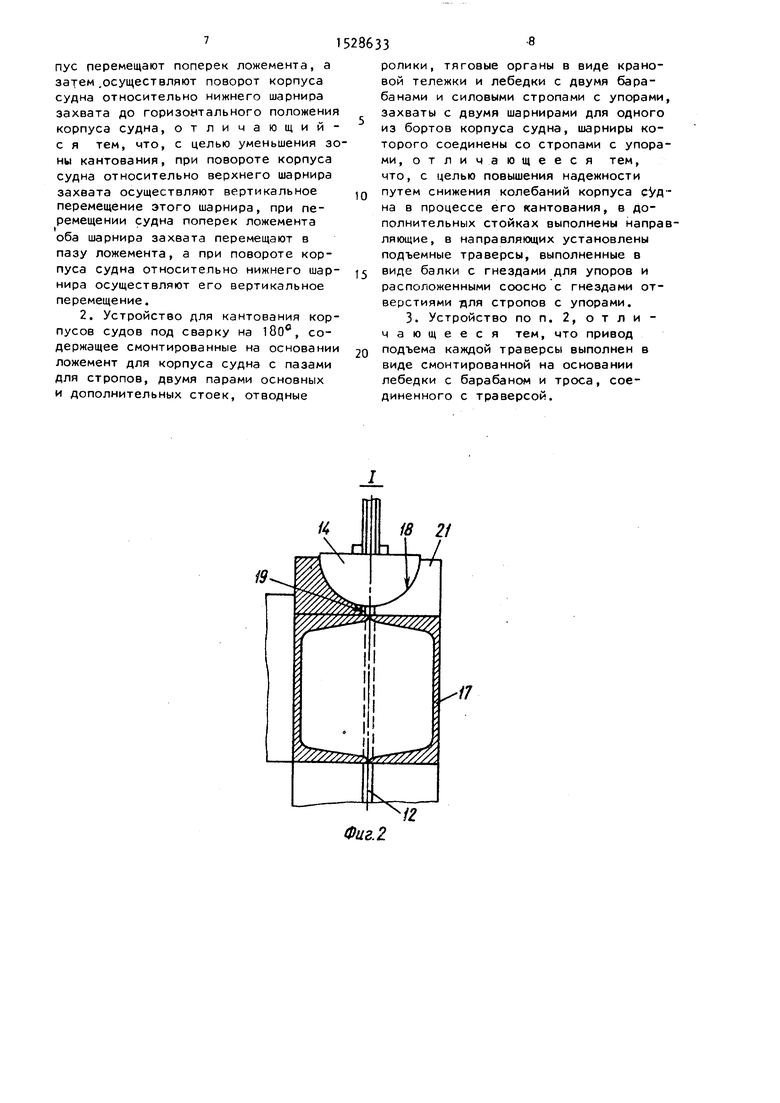
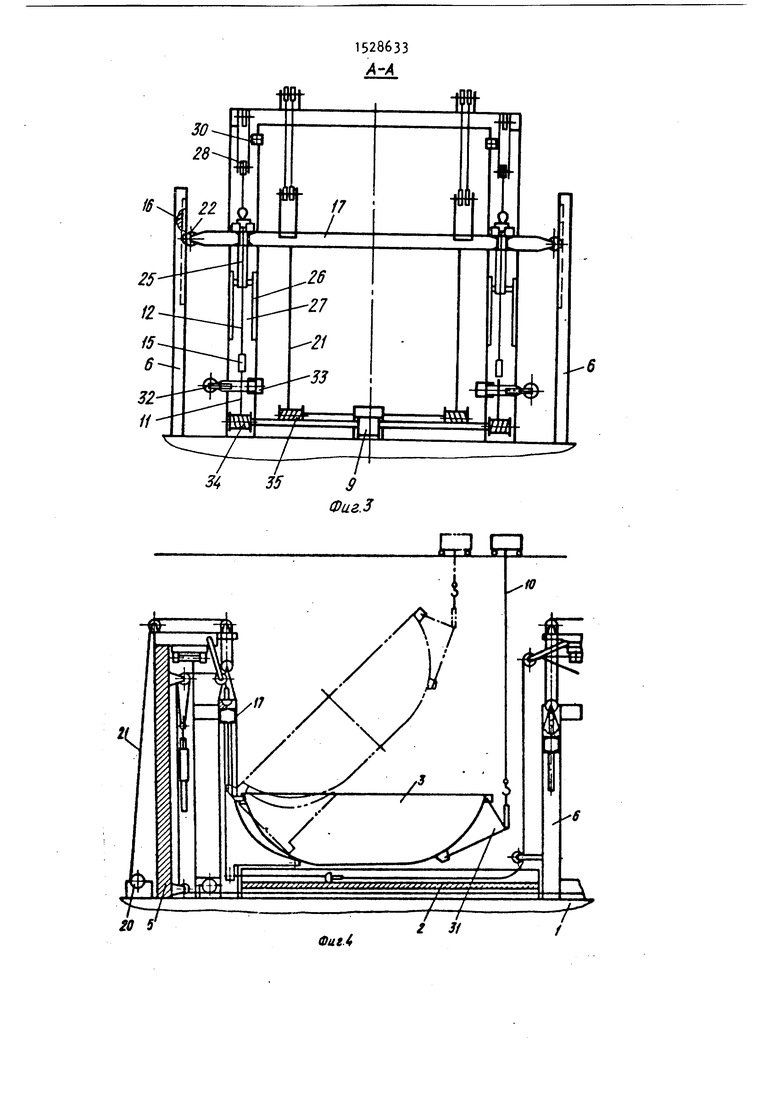
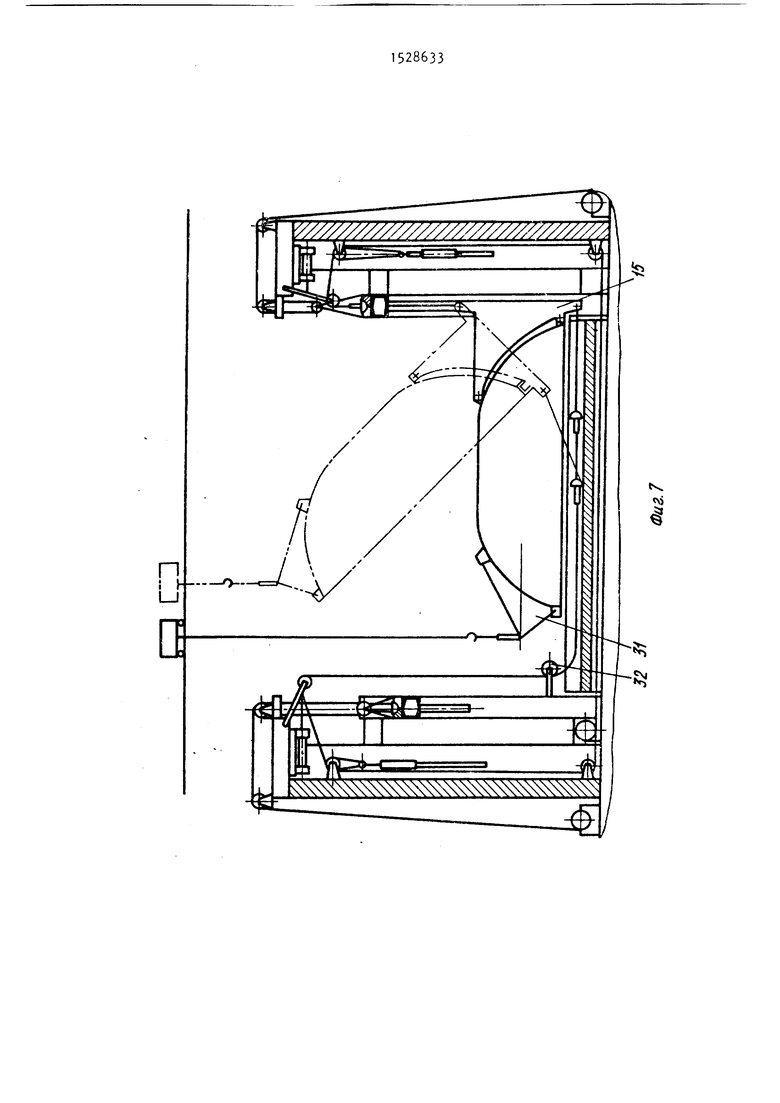
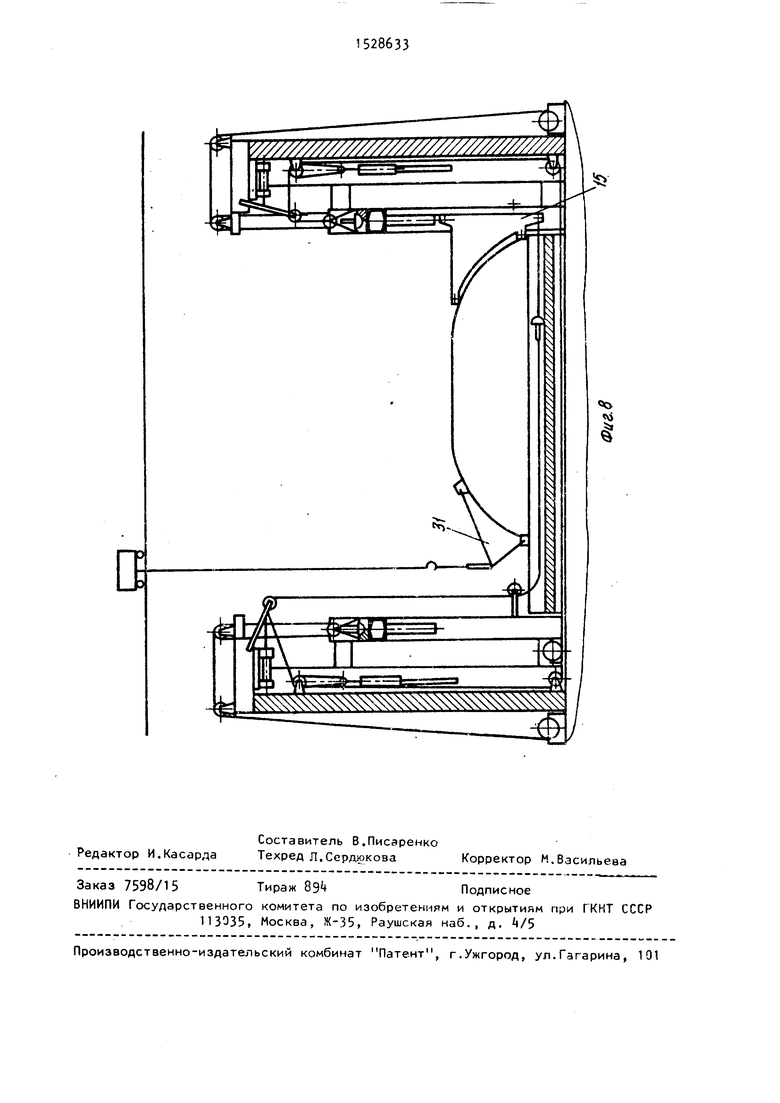
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - разрез А-А на фиг. 1; на фиг. -8 - положения корпуса судна в разных фазах его кантования .
Устройство для кантования корпусов судов под сварку на 180 содержит смонтированный на основании 1 ложемент 2 для корпуса судна 3. В- ложементе 2 выполнены пазы для строгсз. На основании 1 установлены две пары основных стоек 5 и две пары дополнительных стоек 6, отводные ролики 7, тяговые органы в виде крановой тележки 8 и лебедки 9 с двумя барабанами и силовыми стропами 10 и 11, а также силовыми стропами 12 и 13 и упорами . В устройство входят захваты 15 одного из бортов корпуса судна 3. Шарниры захватов 15 соединены с силовыми стропами 12 и 13, несущими упоры lA,
В дополнительных стойках 6 выполнены направляющие 1б. В последних установлены подъемные траверсы 17, выполненные в виде балки с гнездами 18 для упоров Ц и расположенными соосно с гнездами 18 отверстиями 19 для стропов 12 и 13 с упорами Ц.
Привод подъема каждой траверсы 17 выполнен в виде смонтированной на основании 1 лебедки 20 и троса 21, соединенного с траверсой 17.
0
0
5
0
5
0
5
Гнезда Т8 имеют сферическую форму и пазы 21 для прохождения стропа 12. На торцах траверс 17 установлены ролики 22, которые расположены в направляющих 1б.
На основных стойках 5 установлены отводные ролики 23, подвижные блоки 24 с устройством их фиксации (не показаны) и с грузами 25, установленными в вертикальных направляющих 26 пазов 27 стоек 5. На основных стойках 5 смонтированы отводные блоки 28, закрепленные при помощи поворотных рычагов 29 и снабженные приводом 30 их поворота, например пневматическим.
Корпус судна 3 с другого борта крепится захватом 31, который соединен с крановой тележкой 8 стропом 10. На основных стойках 5 расположены отводные блоки 32 с приводом 33 их поворота в плоскости, параллельной основанию 1.
Устройство содержит барабаны З лебедки Э, барабаны 35 лебедки 20, верхний шарнир Зб захвата 15, нижний шарнир 37 захвата 15.
Способ реализуют следующим образом.
Корпус судна 3 днищем укладывают на ложемент 2. Вдоль одного из бортов корпуса судна 3 закрепляют захваты 15 с двумя шарнирами 36 и 37 для соединения с тяговыми стропами 12, располагая шарниры Зб и 37 в вертикальной плоскости, а строп
12 нижнего шарнира 37 - в пазу k ложемента 2. Также на другом борту корпуса судна 3 закрепляют другие захваты 31 и соединяют их со стропом 10 крановой тележки 8. Наматывая трос 21 .на барабаны 36 лебедки 20 через полиспаст, поднимают траверсу 17, которая с помощью роликов 22, катящихся по направляющим 1б дополнительных стоек 6, поднимается. Одновременно поднимают другую сторону корпуса судна 3 с помощью захвата 31, стропа 10 и крановой тележки 8, отрывая корпус судна 3 от ложемента 2.
Затем подъем траверсы 17 прекращают и поднимают только сторону корпуса суДна 3 крановой тележкой 8, перемещая при этом крановую тележку 8 в сторону левой основной стойки 5. При достижении гаком стропа 10 крайнего верхнего положения продолжают
1528633
10
судна 3 в сторону левой основной стойки 5. При этом, стравливая вниз строп 10 крановой тележки 8, кантуют корпус судна 3 еще на 90° относительно нижнего шарнира 37 захвата 15 до горизонтального положения корпуса судна 3. Затем опускают траверсу 17 правой основной стойки 5. Укладывают корпус судна 3 на ложемент 2. Освобождают стропы 10 и 12 от натяга и отсоединяют их от перевернутого на l80 корпуса судна 3.
При повороте корпуса судна 3 отдвижение крановой тележки 8 в сторо- 15 носительно верхнего шарнира 36 захну левой основной стойки 5, одновременно опуская траверсу 17 вместе с гнездом для упора lA. На сферическую поверхность 18 гнезда траверсы 17 ложится упор k стропа 12.
Поворот корпуса судна на 90 осуществляется относительно верхнего шарнира 36 захвата 15. При этом корпус судна 3 занимает вертикальное положение. Далее опускают траверсу 17t чтобы освободить силовой строп 12 от натяга, поднимают отводный блок 28 в верхнее положение и выводят упор 14 через паз 21 в гнезде.
вата 15 осуществляют вертикальное перемещение этого шарнира, а при перемещении корпуса судна 3 поперек ложемента 2 оба шарнира 36 и 37 зах20 вата 15 перемещают в пазу ложемента 2. При повороте корпуса судна 3 относительно нижнего шарнира 37 осуществляют его вертикальное перемещение.
25 Подвижные блоки 2, перемещаясь под воздействием груза 25 в вертикал ных направляющих 2б пазов 27 стоек 5 исключают петлеобразование стропов 11 в момент их ослабления при переме
35
40
Включают лебедку 9 и, вращая барабан ЗО щении стропов 12 от левой основной З , свободно опускают силовой строп 12, размещая его в продольных пазах Ц ложемента 2.
Разворачивают отводной блок 32 с помощью привода 33, зацепляют им строп 11. Затем, продолжая вращать барабан 3 в ту же сторону, одновременно крановой тележкой 8 перемещают корпус судна 3 в сторону правой основной стойки 5, т.е. поперек ложемента 2. При этом строп 11 наматывают на барабан 3 лебедки 9 а другую ветвь стропа 11 с помощью отводных роликов 7 и 23 сматывают с барабана З . При этом отводной ролик 28 находится в верхнем положении, а отводной ролик 32 на этой же стойке - в исходном положении, т.е. выведен из зацепления со стропом.
После того, как упор стропа 12 занимает крайнее верхнее положение у правой основной стойки 5, отводной ролик 28 правой основной стойки 5 опускают с помощью привода 30. Строп 12 через паз 21 устанавливают по центру гнезда. Опускают упор И на сферическую поверхность 18. Одновременно поднимают траверсу 17 правой основной стойки 5 и перемещают корпус
стойки 5 к правой.
Таким образом, вертикальное смеще ние точки крепления корпуса судна со стропом вверх или вниз одновременно с его поворотом снижает высоту подъе ма изделия при кантовании, что дает возможность кантовать крупногабаритные изделия в цехах со сравнительно невысокими потолками, т.е. расширить возможности применения, снизить дина мические нагрузки, исключить самопро извольное перемещение корпуса судна, повысить безопасность труда.
45 Формула изобретения
50
55
8633
10
судна 3 в сторону левой основной стойки 5. При этом, стравливая вниз строп 10 крановой тележки 8, кантуют корпус судна 3 еще на 90° относительно нижнего шарнира 37 захвата 15 до горизонтального положения корпуса судна 3. Затем опускают траверсу 17 правой основной стойки 5. Укладывают корпус судна 3 на ложемент 2. Освобождают стропы 10 и 12 от натяга и отсоединяют их от перевернутого на l80 корпуса судна 3.
При повороте корпуса судна 3 от15 носительно верхнего шарнира 36 захвата 15 осуществляют вертикальное перемещение этого шарнира, а при перемещении корпуса судна 3 поперек ложемента 2 оба шарнира 36 и 37 захвата 15 перемещают в пазу ложемента 2. При повороте корпуса судна 3 относительно нижнего шарнира 37 осуществляют его вертикальное перемещение.
Подвижные блоки 2, перемещаясь под воздействием груза 25 в вертикальных направляющих 2б пазов 27 стоек 5, исключают петлеобразование стропов 11 в момент их ослабления при перемещении стропов 12 от левой основной
щении стропов 12 от левой основной
стойки 5 к правой.
Таким образом, вертикальное смещение точки крепления корпуса судна со стропом вверх или вниз одновременно с его поворотом снижает высоту подъема изделия при кантовании, что дает возможность кантовать крупногабаритные изделия в цехах со сравнительно невысокими потолками, т.е. расширить возможности применения, снизить динамические нагрузки, исключить самопроизвольное перемещение корпуса судна, повысить безопасность труда.
45 Формула изобретения
0
5
5
0
ролики, тяговые органы в виде крановой тележки и лебедки с двумя барабанами и силовыми стропами с упорами, захваты с двумя шарнирами для одного из бортов корпуса судна, шарниры которого соединены со стропами с упорами, отличающееся тем, что, с целью повышения надежности путем снижения колебаний корпуса eVfl на в процессе его кантования, в дополнительных стойках выполнены направляющие, в направляющих установлены подъемные траверсы, выполненные в виде балки с гнездами для упоров и расположенными соосно с гнездами отверстиями для стропов с упорами.
Фиг. 2
16
Фие4
Фиг.6
| Кантователь для установки корпусов судов под сварку | 1986 |
|
SU1388244A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
