1
Изобретение относится к области сборочно-сварочных работ, а именно к конструкции устройства для кантования крупногабаритных изделий на 180 .
Цель изобретения - повышение производительности путем сокращения вспомогательных операций при прохождении изделием положения неустойчивого равновесия.
Указанная цель достигается тем, что устройство оснащено дополнитель ным стропом для поворота изделия в диапазоне 90-180° без переналадки устройства .
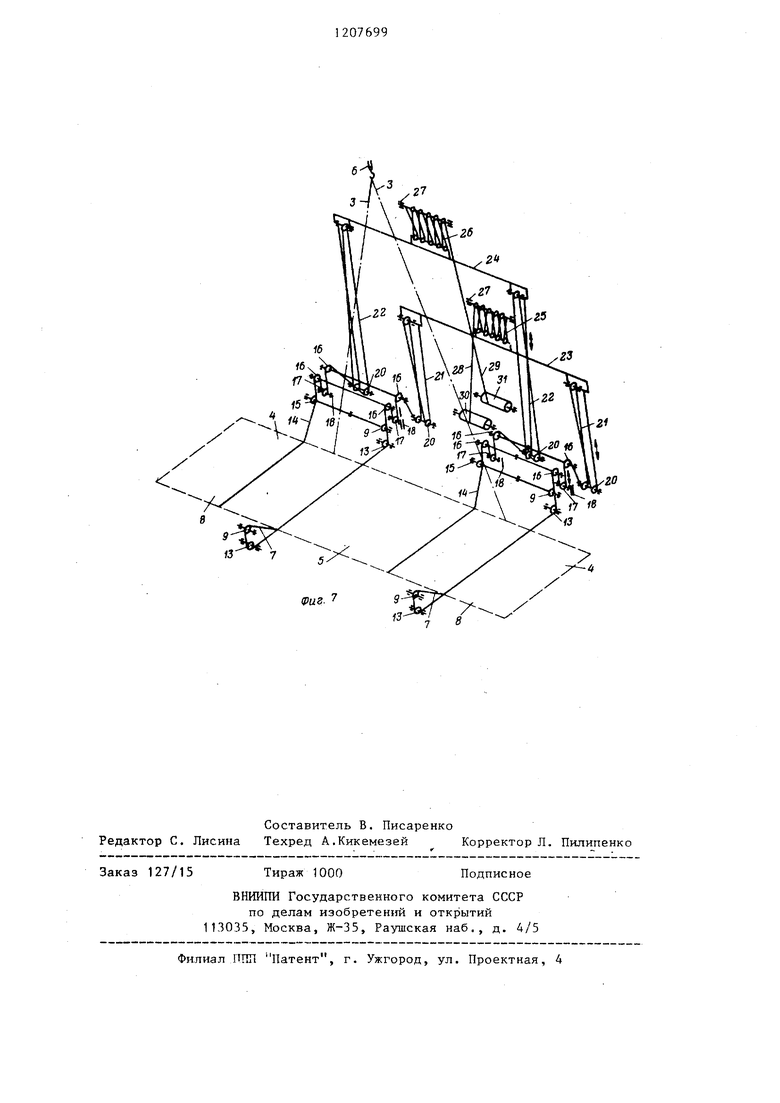
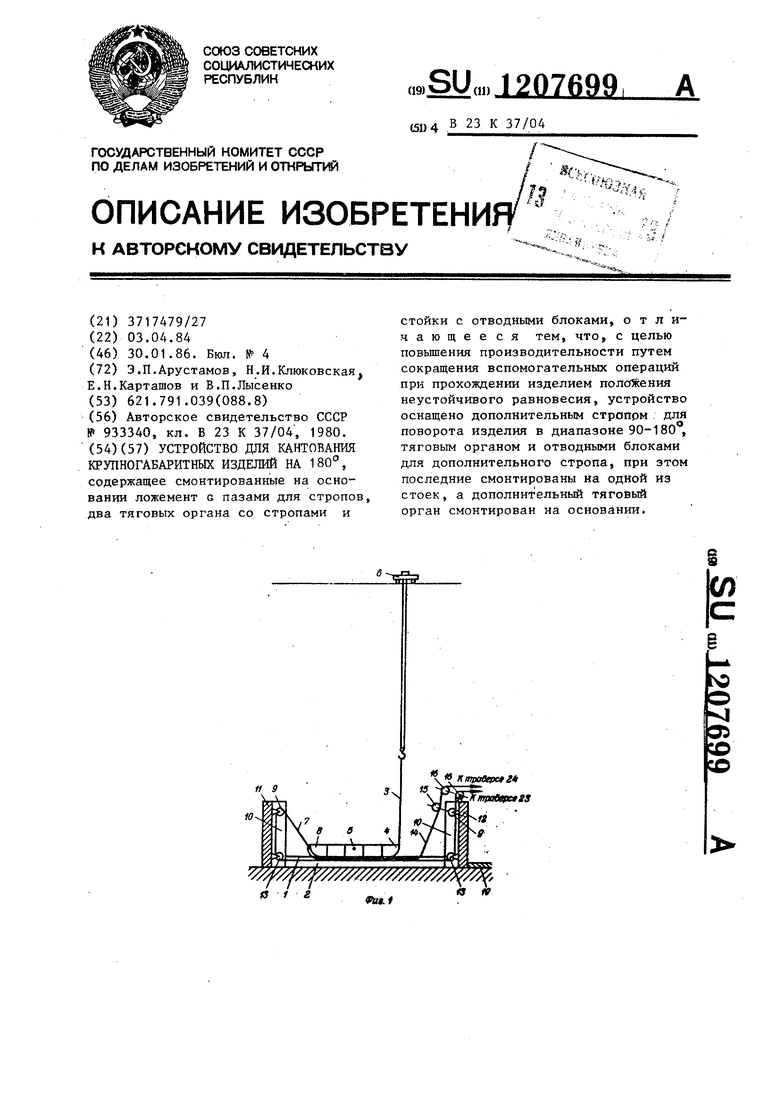
На фиг. 1 схематически представлено предлагаемое устройство для кантования, исходное положение; на фиг. 2 - то же, с поднятым над ложементом изделием; на фиг. 3 то же, с изделием в положении до неустойчивого равновесия; на фиг. 4 - То же, с изделием в положении после неустойчивого равновесия; на фиг. 5 - то же, со скантованным изделием, расположенным над ложементом; на фиг. 6 - то же, с уложенным на ложемент изделием; на фиг., 7 - кинематическая схема устройства.
Устройство содержит ложемент 1 с продольными пазами 2, стропы 3, соединяющие сторону 4 изделия 5 с тяговым органом 6. Устройство содержит также имеющие возможность перемещаться вдоль пазов 2 стропы 7, закреплённые к стороне 8 изделия 5 и охватывающие отводные блоки 9, расположенные над ложементом 1 и закрепленные в пазах 10 стоек 11 и 12. В пазах 2 ложемента 1 под блоками 9 смонтированы блоки 13. К стороне 8 изделия 5 закреплен дополнительный строп 14, который расположе под изделием 5 и охватывает дополнительный отводной блок 15, расположенный над ложементом 1 в пазах 10 стоек 12, На стойках 12 смонтированы промежуточные 16 и натяжные 17 блоки, имеющие возможность перемещаться вдоль вертикальных направля- кяцих 18. На основании 19 смонтированы промежуточные блоки 20,, через которые стропы 7 и 14 соединены посредством полиспастов 21 и 22 с траверсами 23 и 24, подвешенными с помощью полиспастов 25 и 26 к неподвижной раме 27, причем канаты
07699 . Z
28 и 29 полиспастов 25 и 26 соединены с основным тяговым органом 30 и дополнительным тяговым органом 31. Кантование крупногабаритных изде5 ЛИЙ осуществляют следующим образом. После укладки крупногабаритного изделия 5 в исходное горизонтальное положение на ложемент 1 устройства устанавливают тяговьш орган 6 над
10 стороной 4 изделия 5 и присоединяют стропом 3 к изделию 5. Далее к стороне 8 изделия 5 прикрепляют строп 7 и дополнительньй строп 14. Затем одновременным натяжением стропов 3
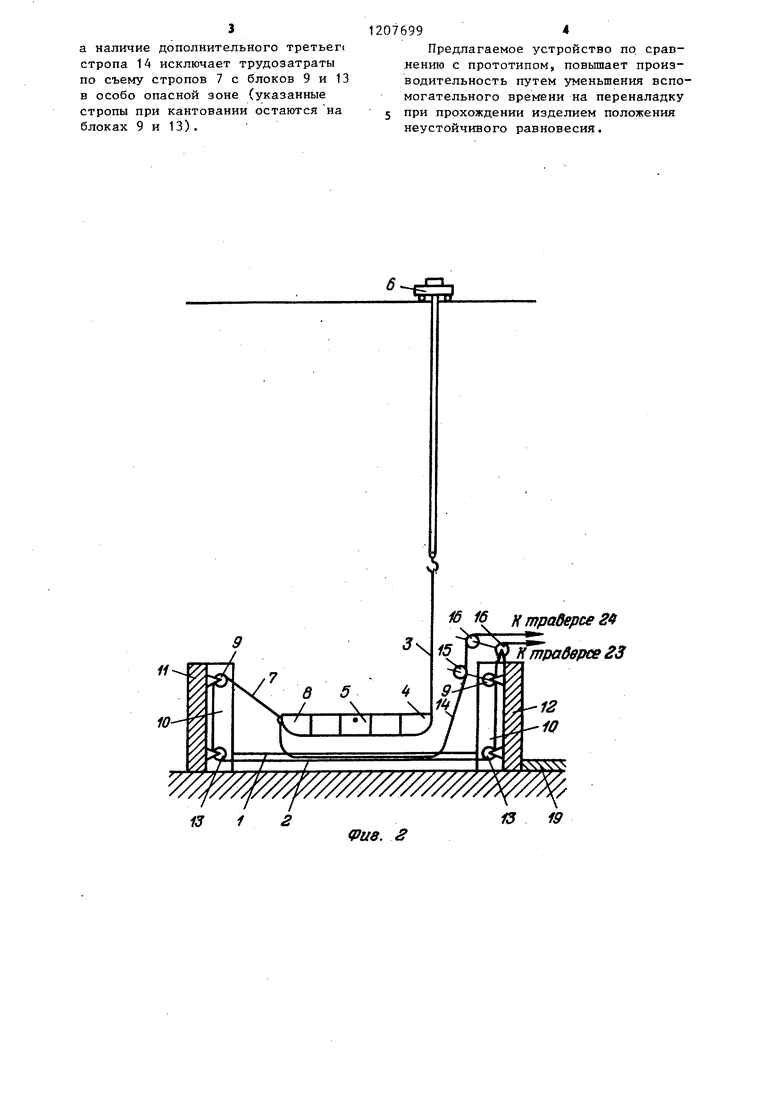
15 и 7 изделие 5 отрывают из ложемента 1, поднимая его на небольшую высоту. После этого подъемом и продольным перемещением вдоль пазов 2 стропов 3 поднимают сторону 4 изделия 5 до
20 уровня (положения 32), близкого к верхней мертвой точке разворота изделия 5, т.е. близкого к неустойчивому положению изделия 3 в пространстве (положение 33). Затем
25 основным тяговым органом 30 опускают траверсу 23 и ослабляют натяжение стропов 7. При зтом изделие 5 принимает устойчивое положение в пространстве (положение 34), когда 30 стропы 3 и центр тяжести (на фиг. 2-6 обозначен точкой) изделия 5 находятся в одной вертикальной плоскости.
Затем основньм тяговым органом 30 опускают траверсу 23, вновь
ослабляя строп 7. Одновременно дополнительным тяговым органом 31 поднимают траверсу 24, натягивая дополнительный строп 14, и тяговым органом 6 опускают сторону 4 изделия .5, удерживая дополнительным стропом 14 сторону 8 изделия 5 на весу,
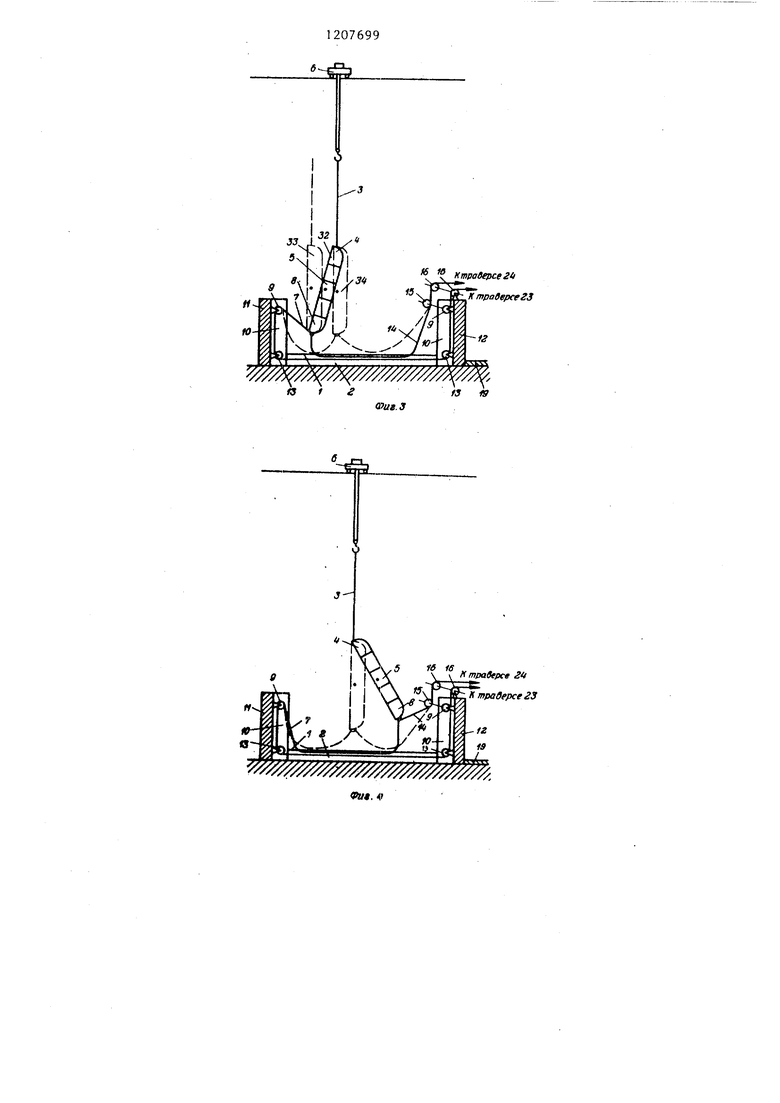
и разворачивают изделие 5 на 180 относительно первоначального положения. При этом натяжные блоки 17, перемещаясь вдоль вертикальных направляющих 18, обеспечивают согласованность одновременной работы всех трех тяговых органов 6, 30, 31. Далее путем одновременного ослабления стропов 3 и 14 опускают изделие 5 на ложемент 1, после чего стропы 3, 7 и 14 освобождают от изделия 5,
55 Наличие полиспастов 21 и 22 позволяет уменьшить высоту предлагаемого устройства, поскольку они являются накопителями стропов 7 и 14,
45
50
а наличие дополнительного третьеп стропа 14 исключает трудозатраты по съему стропов 7 с блоков 9 и 13 в особо опасной зоне (указанные стропы при кантовании остаются на блоках 9 и 13).
12076994
Предлагаемое устройство по. срап- лению с прототипом, повышает производительность путем уменьшения вспомогательного времени на переналадку 5 при прохождении изделием положения неустойчивого равновесия.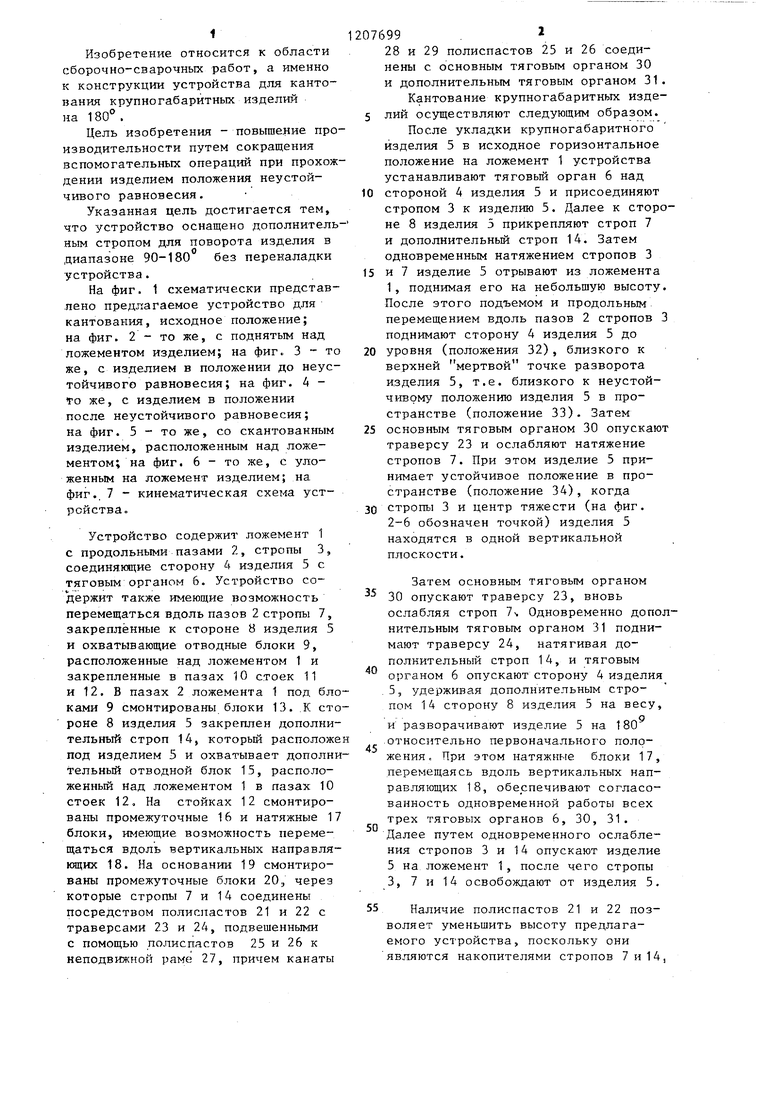
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ кантования крупногабаритных изделий и устройство для осуществления этого способа | 1980 |
|
SU933340A1 |
| Способ кантования корпусов судов под сварку на 180 @ и устройство для его осуществления | 1987 |
|
SU1528633A1 |
| Устройство для кантования крупногабаритных изделий на 180 @ | 1985 |
|
SU1328126A1 |
| Кантователь для установки корпусов судов под сварку | 1984 |
|
SU1248750A1 |
| Кантователь для установки корпусов судов под сварку | 1986 |
|
SU1388244A2 |
| Кантователь для установки секций корпусов судов под сварку | 1986 |
|
SU1407733A1 |
| Устройство для кантования крупногабаритных изделий | 1983 |
|
SU1131828A1 |
| СПОСОБ КАНТОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ГРУЗОВ | 2020 |
|
RU2742665C1 |
| Устройство для кантования крупногабаритных изделий | 1981 |
|
SU973475A1 |
| Кантователь крупногабаритных изделий | 1986 |
|
SU1447626A1 |
Н mftadefKis 23
PU8. 2
Kmpaeejtce 2ii
X траверсе 23
у , .....
Ш щ// /////
13 1 г
ГЗ 19
ГЗ 19
ft траверсе « с: к траверсе 23
к/гкюваквл
к ffipo cpcf 3
11
ie,iyeetpefM jvm99 effy
ФигСоставитель В. Писаренко Редактор С. Лисина Техред А.Кикемезей Корректор Л. Пилипенко
Заказ 127/15
Тираж 1000
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Филиал ПГШ Патент, г, Ужгород, ул. Проектная, 4
Подписное
| Способ кантования крупногабаритных изделий и устройство для осуществления этого способа | 1980 |
|
SU933340A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
