I
Изобретение относится к сварке, а именно к конструкции кантук щего устройства рдя установки корпусов судов под сварку.
Цель изобретения - повьшЕение про- изводительности путем сокращения времени на закрепление стропов на изделии ,
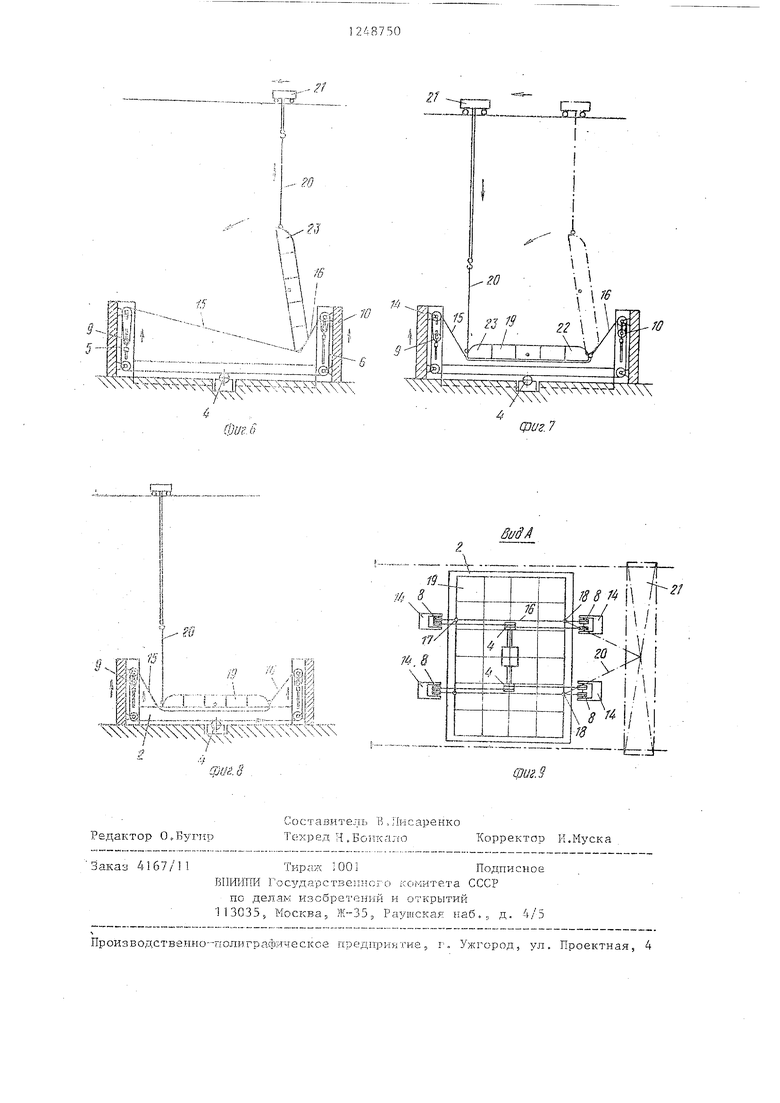
На фиг.1 - 8 показано кантующее устройство для установки корпусов су дов под сварку в различных фазах кантования изделия5 на фиг,9 - то же, вид сверху;
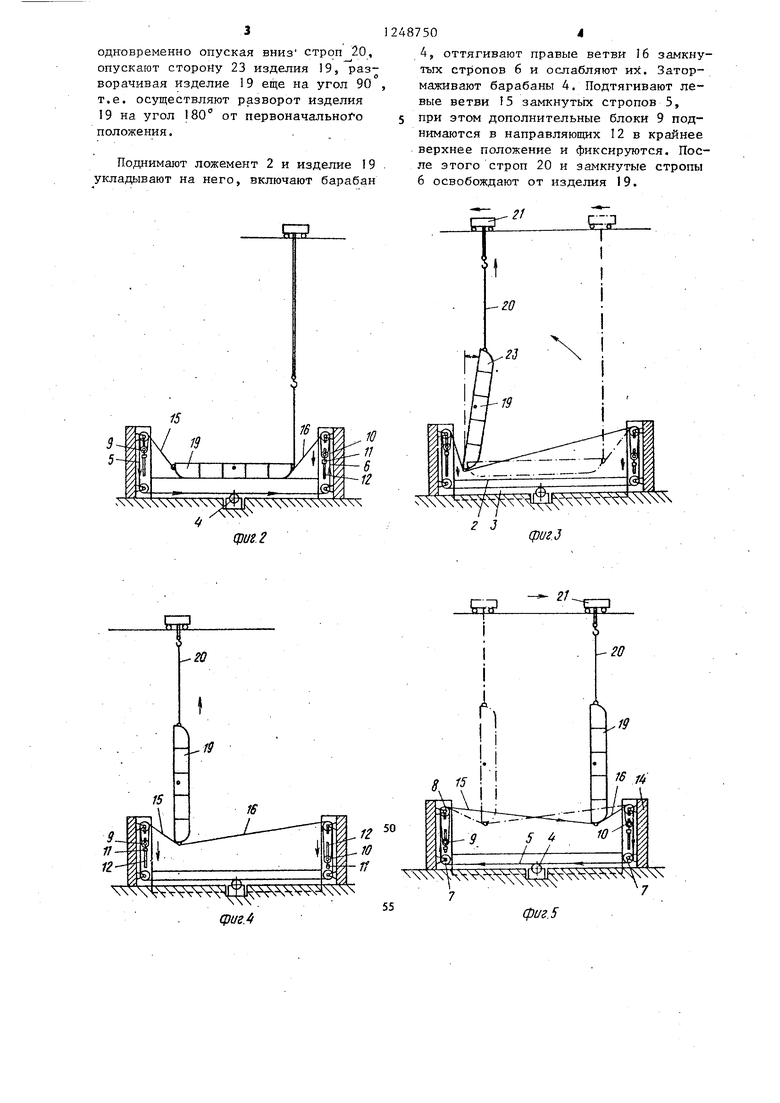
Кантующее устройство содержит- основание 15 ложемент 2 с приводом подъемаS например гидрочилиндра 1и (йе noKGSjjHfci), .|1ожемент 2 имэет продольные па чьг 3, ( части ос-- нования 1 установдет тяговый орган, выполненнъ Б вице лебедки с барана- мк Д, на которые намотаны замкнутые стропы 5 и 65 охватываюлтгие отводные блоки 7) закрепленные в пазах 3 ложемента 2, и отводные блоки 8. закреп- лершые в пазах стоек, дсптолнительные подвижнгяе блоки. 9 и 10 с устройства№1 для фикса- лня (ча - ертежах услов- но не показаны) я. с - рузэми I 1 . ус- тановленньми в ве1этикалыгь х направ- ляюших 12 .пазов 13 стоек 14, распо- ТЕожеиных с обеих стороь; изделтия по оси продольных пазов 3 л-ожемента 2, а на верхпюю г;асть замкнутых стропов 5 н б, имеющих левую 15 и правую 16 -flBTBTi.., установлены зажим 17
Устройс1. во содержит зажим- захват 18.5 закрепляе -1ый: на изделии 19 строп 20, соед-ипе-цны; с ТЯГСБЕЛМ органом (краном) 21. Стро.(ы 19 обозна- чень позициями 22 и 23.
Кантование круп11ог;;барит;-ых изде- пни 19 осушес 1-в) ь о:г. с-.чед-чпошпм образом.
Kpyni-iorajiipiiTHoc; изделие 19 укла- дашают па ложемент 2 и стороп-у 22 изделия 19 соединяют с за;кимами 17, установлепньл ги па левых ветвях L5 замкнутых стропов 5. а противополож- iryio сторону 23 изделия 19 соединяют с зажимом-захватом 18, расположен- зйгм на стропе 20, при этом допохши- тельные подьч-г кпые блогси 9 и 10 за- фиксиро-ваыы и находятся: ;з крайпем верхнем положении.
Освобождают дополнительные под-- вижные блоки 9 и 10 от фиксаторов, ЯРОВЫМ органом с барабаном 4 натя- ивагот левые зетви 15 и ослаб.ляют
.502
правые ветви 16 замкнутых стропов 6 при этом блоки 9 остаются в крайнем верхпем положении, а блоки 10 под действием грузов 11 перемещаются в направляюпщх 12 пазов 13, выбирается слабина правых ветвей 16, что исключает петлеобразование замкнутых стропов б.
Барабаны 4 тягового органа затор- мшкивают, опускают ложемент 2 в нижнее положение и изделие 19 подвешивают на левых ветвях 15 замкнутых стропов 5 и стхюпе 20,
Поднимая строп 20 и одновременно перемещая тяговый орган 21 вдоль пазов 3 ложемента 25 поднимают сторону 23 изделия 19 до уровня, близкого к пеустойчивомх положению .изде дия 19 в пространстве. I
Затем поднимают вверх строп 20 до уровня, соответствующего устойчивому положению изделия 19 в пространстве, когда строп 20 и дентр тяжести изделия 19 (обозна-чен точкой) находятся в одной вертикальной плоскости друг над друх ом, т.е. изделие поворачивают на угол-90 от первоначального положения 5 при этом левые ветви 15 замкнутых стропов 5 осво- болщаются от нагрузки изделия 19, а с.п-абипа левых 15 и правых 16 ветвей выбирается перемещением дополнительн.ьп-1 подвижных блоков 9 и 10 под действием .грузов П в пазах 12.
.rioar.fe этого перемещают тяговым органом 21 строп 20 с 1- зделием 19, а барабаном 4 - за мкнутые стропы 6, ох.ватывающие отводные блоки 7 и 8 и дополнительные подвижные блоки 9 и lOj закрепленные посре.дством зажимов 17 к изделию 19 в направлении стоек 14 5 удаленньж от изделия 19. Барабаны 4 тягового органа затормаживают, перемещают тяговый орган 21 вдоль палов 3 ложемента 2 в направлении стоек 14 ,, удаленных от изделия 9, и о.цнолременно опускают вниз строп 20 с изделием 19 до уровня, соответствующего развороту его на угол более 90 от первоначального положения, при этом правые ветви 16 замкнутых с ропов 6 патягиваются и восп.рини- 1-:аюг пагрузку от изделия 19, а блоки 10 перемещаются в направляющих 12 в крайнее верхнее положение и фикси- РЗ ются.
Продолжая перемещать тяговый ор- гак 21 вдоль пазов 3 ложемента 2 и
одновременно опуская вниз строп 20, опускают сторону 23 изделия 9, разворачивая изделие 19 еще на угол 90 , т.е. осуществляют разворот изделия 19 на угол 180° от первоначального положения.
Поднимают ложемент 2 и изделие 19 , укладывают на него, включают барабан
48750Л
4, оттягивают правые ветви 16 замкнутых стропов 6 и ослабляют их. Затормаживают барабаны 4. Подтягивают левые ветви 15 замкнутьЬс стропов 5, 5 при этом дополнительные блоки 9 поднимаются в направляющих I2 в крайнее верхнее положение и фиксируются. После этого строп 20 и замкнутые стропы б освобождают от изделия 19.
cpi/g
$:
фиг.д
2 J
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь для установки корпусов судов под сварку | 1986 |
|
SU1388244A2 |
| Кантователь для установки секций корпусов судов под сварку | 1986 |
|
SU1407733A1 |
| Способ кантования корпусов судов под сварку на 180 @ и устройство для его осуществления | 1987 |
|
SU1528633A1 |
| Способ кантования крупногабаритных изделий и устройство для осуществления этого способа | 1980 |
|
SU933340A1 |
| Устройство для кантования крупногабаритных изделий на 180 @ | 1985 |
|
SU1328126A1 |
| Устройство для кантования крупногабаритных изделий на 180 @ | 1984 |
|
SU1207699A1 |
| Устройство для кантования изделий | 1988 |
|
SU1675186A1 |
| СПОСОБ КАНТОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ГРУЗОВ | 2020 |
|
RU2742665C1 |
| Многопозиционный сборочный автомат | 1984 |
|
SU1238934A1 |
| Устройство для кантования крупногабаритных изделий | 1981 |
|
SU973475A1 |

20
фаг. 4
фиг. 5
ери г. 7
:N
SJile. (j
Редактор О „ Заказ 4167/11
Составитель Б ;1исаренко
Техред Н .Бонка;(0 Корректор И.Муска
Тираж Ш01Подписное
В11Ш1ТГИ Государственного комитета СССР
по делам изобретений и открытий 113G35s Москва, Ж--35э Раушская наб. , д. 4/5
Производствен.но--политрафич:еское предириитие, г. Ужгород, ул. Проектная, 4
шиг.З
| Технология судостроения: Научно- технический и производственный сборник, 1974, № 2, с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Паплер A.M., Соколов В.Ф | |||
| Сборщик металлических корпусов | |||
| - Ленинград: Судостроение, 1970, с | |||
| Ротационный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию, и т.п. работ | 1924 |
|
SU204A1 |
| Халат для профессиональных целей | 1918 |
|
SU134A1 |
| Способ кантования крупногабаритных изделий и устройство для осуществления этого способа | 1980 |
|
SU933340A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для кантования крупногабаритных изделий на 180 @ | 1984 |
|
SU1207699A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
