1
Изобретение относится к области обо- рочно-сварочных pafioT, а более конкретно .- к способам и усгройсгвам цля установки крупногабаритных изделий в .удобное для сварки положение. Изобретение предназначено цля использования его на судостроительных заводах и сборочносварочных цехах для кантования собирае-. мьсс секций корпусов судов. Оно может быть использовано в сборочно-сварочных цехах на заводах энергетического и . жедого машиностроения для кантования собираемых крупногабаритных изделий.
Известен способ кантшания крутшогабфитных изделий, включающий укладку крупногабаритного изделия в горизонтальном положении на рабо;(ую. площадку, присоединение коротких стропов к ближайшей к ним кромке изделия, поднятие .указанной кромки изделия короткими стропами с одновременным разворотом его в вертикальной ппоскостИ| не отрывая противоположную кромку изцелия от рабочей плошаоки, цо уровня, близкого к
верхней мертвой точке разворота изделия (т.е. неустойчивому полоисетпо ©го в пространстве), прохождение ближайшей к коротким стропам, кромки изделия мертвой то1Жи разворота изцелия,опускание 5 указанной кромки издели5, при развороте его на угол 180 от гфизонта, освобонодаше рабочей площадки устройства от развернутого на 180° изделия tl.
Способ осуществляется устройством содержащим рабочую плсшадку и тяговы органы со стропами Cl.
Однако при существующем способе кантования крупногабаритных изделий с использованием тягового органа со стро15пами на рабочей площадке снижается бе зопасность в зоне кантования появления резких динамических нагрузок на стропы при прохождении ближайших к ним кромкой кантуемого изделия верхней ме20ртвой ТОЧ1СИ разворота изделия.
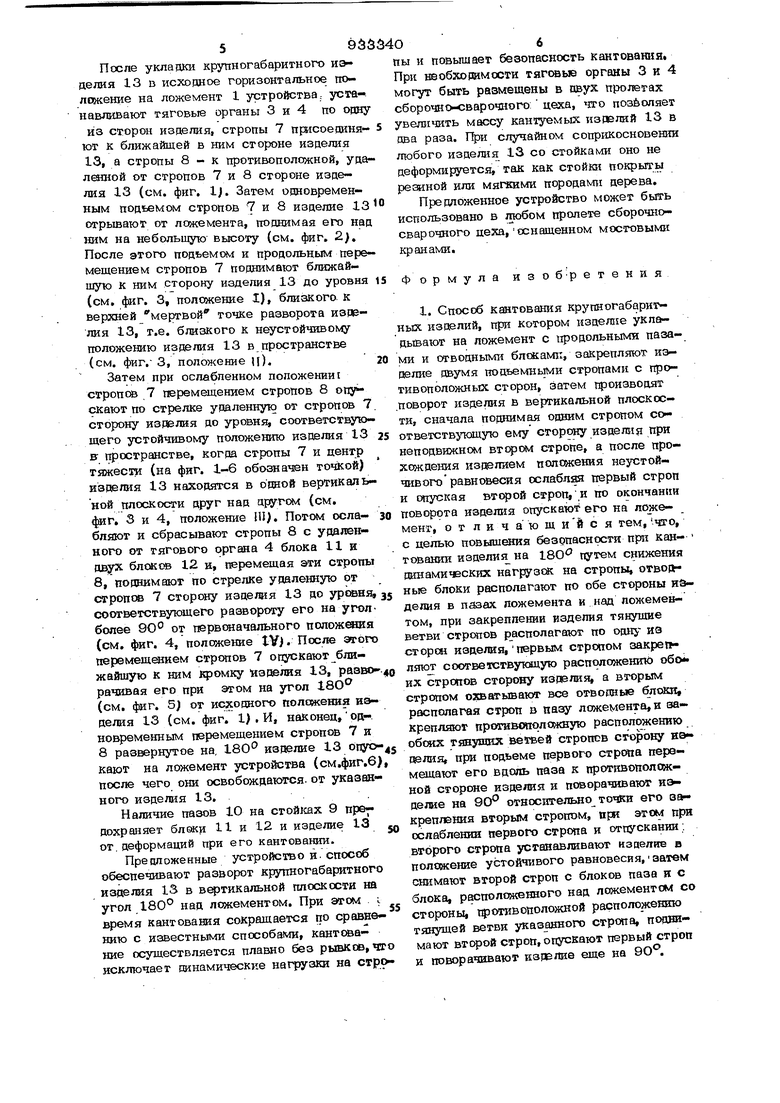
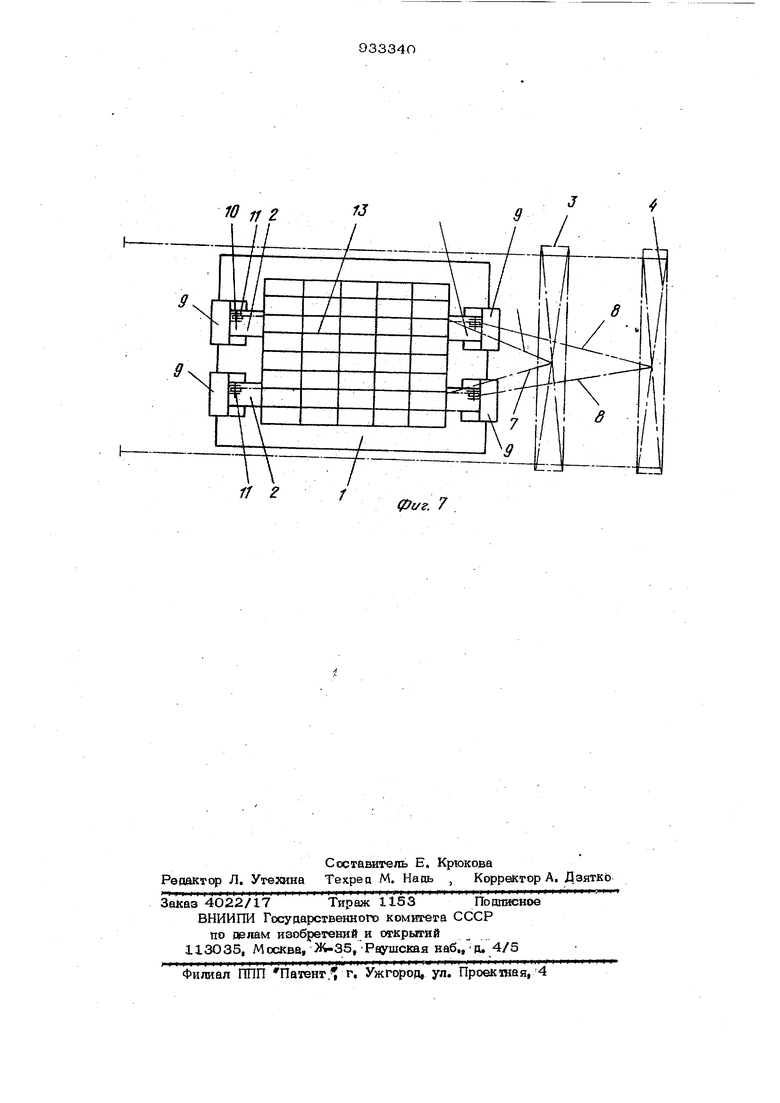
Известен способ, по которому устана ливают изоелие на ложемент и приваривают к нему технологические насадки, прикрепляют строп к изделию со стороны, противоположной расположению на нем на садки, поднимают строп и производят поворот изделия в вертикальной плоскости относительно насадки на 18О, после киЕИ-ования насадки удаляют t2. Этот способ осуществляют устройством содержащим ложемент, подъемный строп к тезшолопачесЕие насадки выполненные в виде обечаек с радиальными ребрами внут ри L2 i Однако при этом способе лишь частично удается уменьшить динамические нагрузки на стропы, однако при этом резко снижается производительность, так как затрачивается время на вспомогательные операции на приварку и сьем технологических накладок. Наиболее близким К изобретению по . технической сущности к достигаемому результату является способ картования ки пногабаритных изделий, по которому изделие ук ирцлвают на ложемент с продольными пазами и отводрыми блоками, за1срепляют изделие двумя подьекшыми стропами с противоположных стфон, затем производят поворот изделия в верти- кальной плоскости, сначала поднимая одним стропом соответствутощую ему сторшу изделия при неподшисном втором строде, а после прохождения изделием положения неустойчивого равновесия ослабл5пот первый строп и опускают второй строп, по окончании поворота изделия опускают его на ложемент. Указанный спос.об осуществляется ус5 ройством, содержащим ложемент с пазами для стропов, два тяговых органа со стро пами для изделия и отводные блоки (З. Однако этим способом на указанном ус1ройстве прсизводят кантование изделия на угол до 9О°, при этом динамические нагрушш снижаются лишь частично. Кроме того, при соприкосновении изделия с ложементом и отводными роликами при кантовании изделия возможна деформация изделия и роликов. Целью изобретения является повышение безопасности прт кантовании изделия на 18О путем снижения динамических нагрузок на стропы. С этой делью по способу кантования крупяогабритных изделий, при котфом изделие укладывают на ложемент с продо льными пазами и отводными бпоками, закрепл5Пот изделие двумя подъемными стр пами с противоположных сторон, затем производят поворот изделия в вертиквльной плоскости, сначала поднимая одним стропом соответствующую ему сторону изделия при неподвижном втором стропе, а после прохождения изделием положения неустойчивого равновесия ослабляя первый строп и опуская втфой строп, и по окончании поворота изделия опускают его на лсисемент, отводные блоки располагают по обе стороны изделия в пазах ложемента и над ложементом, при закреплении изделия тянущие ветви стропов располагают по одну из сторон издалия, первым стропом за1фепляют соответствующую расположению обоих стропов сторону изделия. а вторым стропом схватывают все отворные блоки, располагая строп в пазу ложемента, и закрепляют противоположную расположению обоих тянущих ветвей стропов сторону изйелиа При подьеме первого стропа перемещают его вдоль паза к противоположной стороне изделия,--повора- чивая его на 90 относительно точки его закрепления вторым стропом. При ослаб-. Ленин первого стропа и опускании втфо П5 стропа устанавливают изделие в положение устойчивого равновесия, затем снимают второй строп с блоков паза и с блока, расположенного под ложементом со . стороны, против од о ложной расположшию тянущей ветви указанного стропа, поднимают втфой строп, опускают первый строп и поворачивают изделие еще на 90°, В устройстве для осуществления указанного способа, содержащем ложемент с пазами для стропов, два тяговых органа со стропами для изделия и отводные блоки, один из тяговых органов установлен с возможностью перемещения вдоль оси пазов, на ложементе смсятированы два ряда стоек, установданных по оси паз1ж; а отводные блоки установлены в пазах ложемента на, стойках. Стойки выполнены с паойми, а соответствующие им отводные блоки смонтированы в указшных пазах. На фиг. изображено устройство со схемой кантования изделия} на фиг. 7 то же,-вид сверху. Устройство содержит ложемент 1 с продольными пазами 2, два тяговых орГана 3 и 4 с грузовыми крюками 5 и 6 и стропами 7 и 8. На ложементе 1 смонтированы два psiда стоек 9 с пазами Ю в котфых закреплены отводные блоки 11, расположеннью над .ложементом. В пазах ложемента под блоками 11 смонтированы блски 12, Кантовашсе крупногабаритных изделий 13 осуществляется следующим способом.
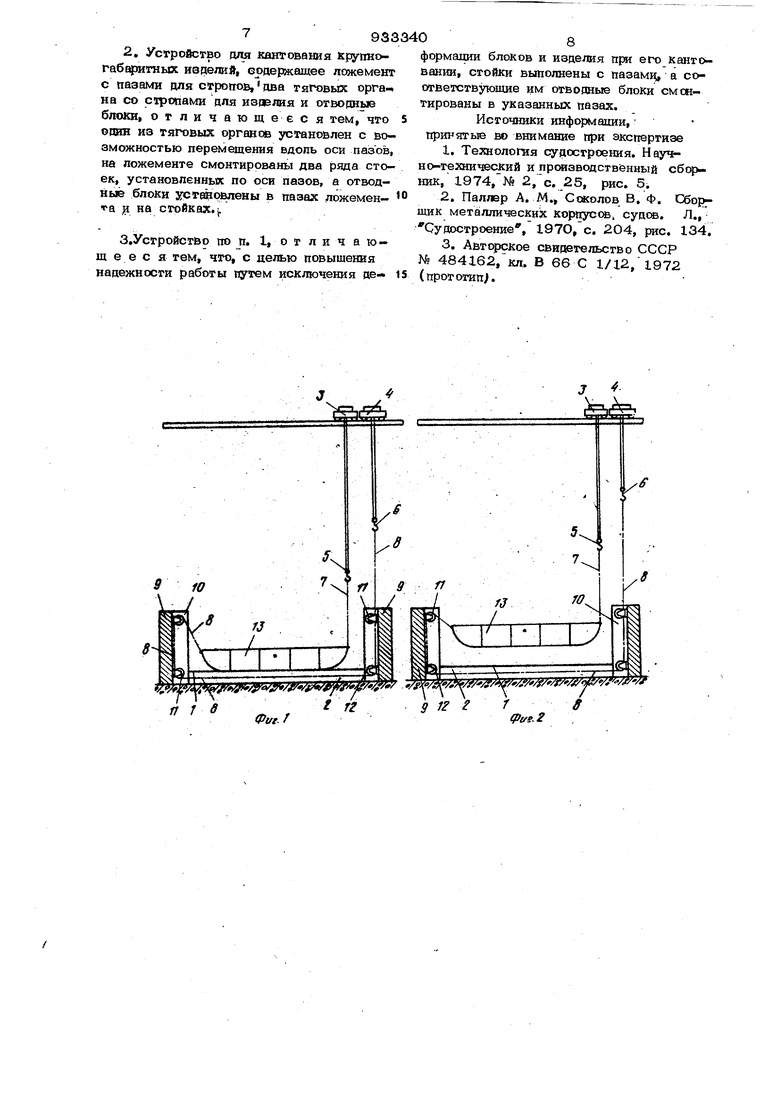
После укладки крупногабаригного и&делия 13 в исходное горизонгальное положение на ложемент 1 устройства, устанавливают тяговые органы 3 и 4 по одну из сторон изделия, стропы 7 присоедини- 5 ют к ближайшей в ним стороне изделия 13, а стропы а - к противоположной, уда леиной от стропов 7 и 8 стороне изделия 13 (см. фиг. Ij. Затем одновременным подъемом стропов 7 и 8 изделие 13 отрывают от ложемента, поднимая его над ним на небольшую высоту (см. фиг. 2). После этого подъемом и продольным перемещением стропов 7 поднимают ближайшую к ним сторону изделия 13 до уровня 15 (см, фиг. 3, положение I), близкого к верхней мертвой точке разворота изделия 13, т.е. близкого к неустойчивому положению изделия 13 в пространстве (см. фиг.-3, положение п).20
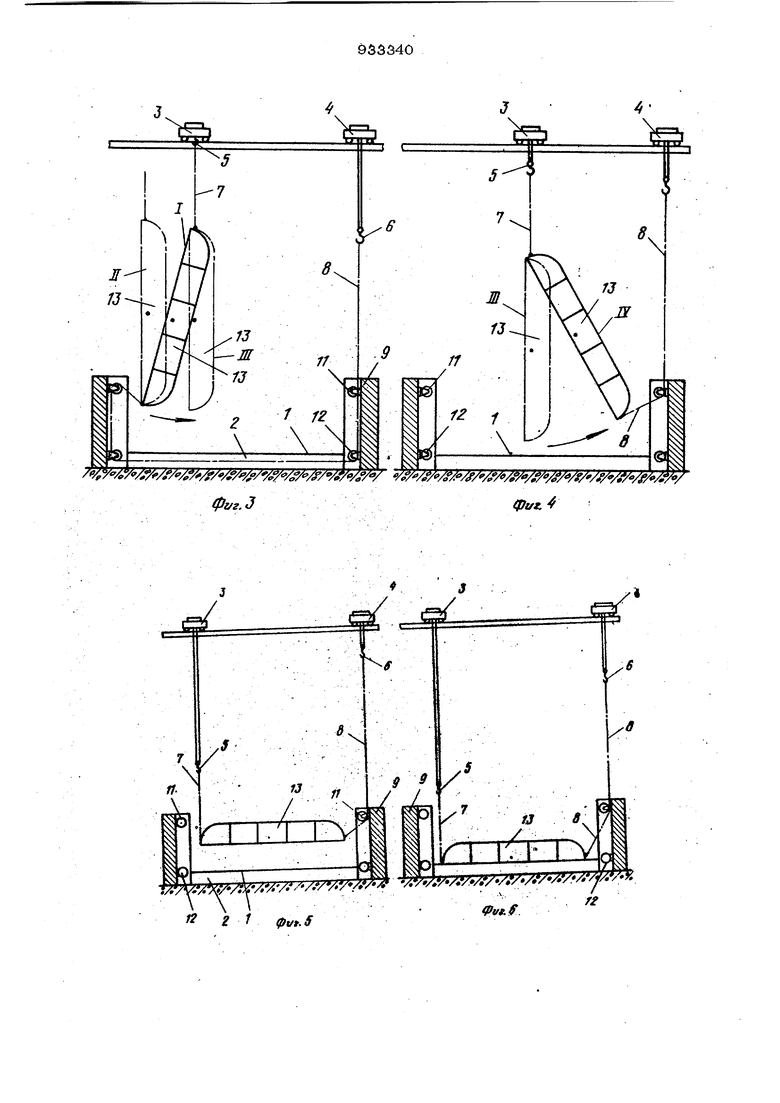
Затем при ослабленном положении стропш 7 перемещением стропов 8 опу екают по стрелке удаленную от стропов 7. сторону изделия до уровня, соответствующего устойчивому положению изделия 13 25 в пространстве, когда стропы 7 и центр тяжесзж (на фиг. 1-6 обозначен точкой) изделия 13 находятся в одной вертикальной плоскости друг над другом (см. фиг. 3 и 4, положение HI). Потом осла- зо бляют и сбрасывают стропы 8 с удаленного от тягового органа 4 блока 11 н двух блоК1Ж 12 и, перемещая эти стропы 8, поднимают по стрелке удаленную от сгропда 7 сторону изделия 13 до урожая, 35 соответствующего развороту его на угол более 90 от первоначального положетия (см. фиг. 4, положение tV). После атого перемещением стропов 7 опускают ближайшую к ним кромку йавэлия 13, разво.4о рачивая его при этом на угол 180 (см. фиг. 5) от исходного полодсения изделия 13 (см. фиг. 1) . И, наконец,ОД-. новременным перемещением стропов 7 и 8 развернутое на, изделие 13 onyo- j кают на ложемент устройства (см.фиг.6), после чего они освобождаются- от указанного изделия 13.
Наличие пазов 10 на стой1шх 9 пре дохраняет блоки 11 и 12 и изделие 13 „j от. деформаций при его кантовании.
Предложенные устройство и. способ обеспечивают разворот крупногабаритного изделия 13 в вертикальной плоскости на угол 180° над ложементом. При этом i время кантования сокращается по сравнению с известными способами, кант ание осуществляется плавно без рывКов, что исключает динамические нагрузки на сгропы и повышает безопасность кантования. При необхоримссти тягсеые органы 3 и 4 могут быть размещены в двух пролетах сборочно-сварочного цеха, что позволяет увеличить массу кантуемых изделий 13 в два раза. При случайном соприкосновении любого изделия 13 со сгойками оно не деформируется, так как стойки покрыты резиной или мягкими породами дерева.
Предложенное устройство может быть использовано в любом пролете сборочносварочного цеха, оснащенном мостовыми кранами,
Формула изоб-ретенйя
1. Способ кантования крупногабаритных изделий, при котором изделие укладывают на ложемент с продольными пазами и отводными блскамт:, закрепляют изделие двумя подъемными стропами с противоположных сторон, затем производят поворот изделия в вертикальной плоскости, сначала поднимая одним стропом соответствующую eN-iy сторону изделия при неподвижном втфом стропе, а после прохождения издэлием положения неустойчивогоравновесия ослабляя первый строп и опуская второй строп, и по окончании поворота изделия опускают его на ложеменг, от личаюшийся тем, что, с целью повышошя безопасности при кантовашш изделия на 18О путем снижения динамических нагрузск на стропы, отводг ные блоки располагают по обе стороны нЗделия Б пазах ложемента и над ложементом, при закреплении изделия тянущие ветви стропов располагают по одну из сторон изделия, первым стропом закре ляю соответствующую расположеншо обо их стропов сторону изделия, а вторым стропом оазватывают все отводные блоки, располагая строп в пазу ложемента, и ва крепляют противойоложную расположению обеих тянущих ветвей стропов сторону иа1КЛИЯ, при подъеме первого стропа перемещают его вдоль паза к противопояонсной стороне изделия и поворачивают иаделие на 90 относительно точки его закреплэшя вторым стропом, при этом при 1хзлаблешш первого стропа и отпускании; второго стропа устанавливают изделие в положение устойчивого равновесия,затем снимают второй строп с блоков паза и с блока, расположенного над ложементом со стороны, противоположной расположеншо тянущей ветви указанного стропа, поднимают второй строп, опускают первый строп и поворачивают изделие еще на 9О . 933 ™ ТзГГсоГГГ,ГГ. , r-r--. . vDWAiwji АjJjr imu габаритных изделий, содержащее ложемент с пазами для стропов,«два тяговых орга на со стропами для изделия и отводные блоки, отличающееся тем,что один из тяговых органов установлен с возможностью перемещения вдопь оси naaois, на ложементе смонтированы два ряда стоек, установленных по оси пазов, а отводные блоки хстдаовлены в пазах ложемена д на стойках.;. З.Устройствр по п. 1, о т л и ч а юЩ е е с я тем, что, с целью повышения - - - -,.., 4„, V. иивышиния надежности работы путем исключения де0gSrrJr- -™«- --- вании, стойки выполнены с пазамц, а соответствующие им отводные блоки смштированы в указанных пазах. Источники инфорииации, Припятью во внимание при экспертизе 1.Технология судостроения. Научно-технический и производственный сборник, 1974, № 2, с. 25, рис. 5. 2.Паллер А. М., Ссколов В. ф. Сборщик металлических корпуса/судов. Л., Судостроение, 1970,с. 2О4, рис. 134. 3.Автфское свидетельство СССР 484162, кл. В 66 С 1/12/1972 484162 (ttpoтoтип

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кантования крупногабаритных изделий на 180 @ | 1984 |
|
SU1207699A1 |
| Кантователь для установки корпусов судов под сварку | 1984 |
|
SU1248750A1 |
| Способ кантования корпусов судов под сварку на 180 @ и устройство для его осуществления | 1987 |
|
SU1528633A1 |
| Устройство для кантования крупногабаритных изделий на 180 @ | 1985 |
|
SU1328126A1 |
| Кантователь для установки секций корпусов судов под сварку | 1986 |
|
SU1407733A1 |
| Кантователь для установки корпусов судов под сварку | 1986 |
|
SU1388244A2 |
| СПОСОБ КАНТОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ГРУЗОВ | 2020 |
|
RU2742665C1 |
| Кантователь крупногабаритных изделий | 1986 |
|
SU1447626A1 |
| Устройство для кантования крупногабаритных изделий | 1981 |
|
SU973475A1 |
| СПОСОБ СУХОГО ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2519248C1 |
J
Х-.
фиг.З
фиг.4
f Г (ftvt.S
//
Фил 10 11 2 и 2 01/г. 7
