Ремонтные втулки при сборке вставляются в наклонно расположенные пластины, что исключает саморазборку цепи и позволяет повысить ее долговечность.
Отверстию пластины, взаимодействующему с дополнительной деталью ремонтным вкладышем, придается форма удлиненной восьмерки, а в узкой части второго отверстия, в месте его взаимодействия с валиком восстанавливаемой цепи, придается
Изобретение относится к машиностроению, а более конкретно к ремонту простых шарнирных пластинчатых цепей, состоящих из пластин, соединенных валиками, например, тяговых цепей навозоуборочных транспортеров.
Цель изобретения - повышение усталостной прочности шарнирной пластинчатой цепи.
На фиг. 1 представлена изношенная цепь транспортера; на фиг. 2 - пласти- 10 клиновидная форма. Благодаря этому обес- на цепи с изношенными участками отверс-печивается фиксированное (от проворота)
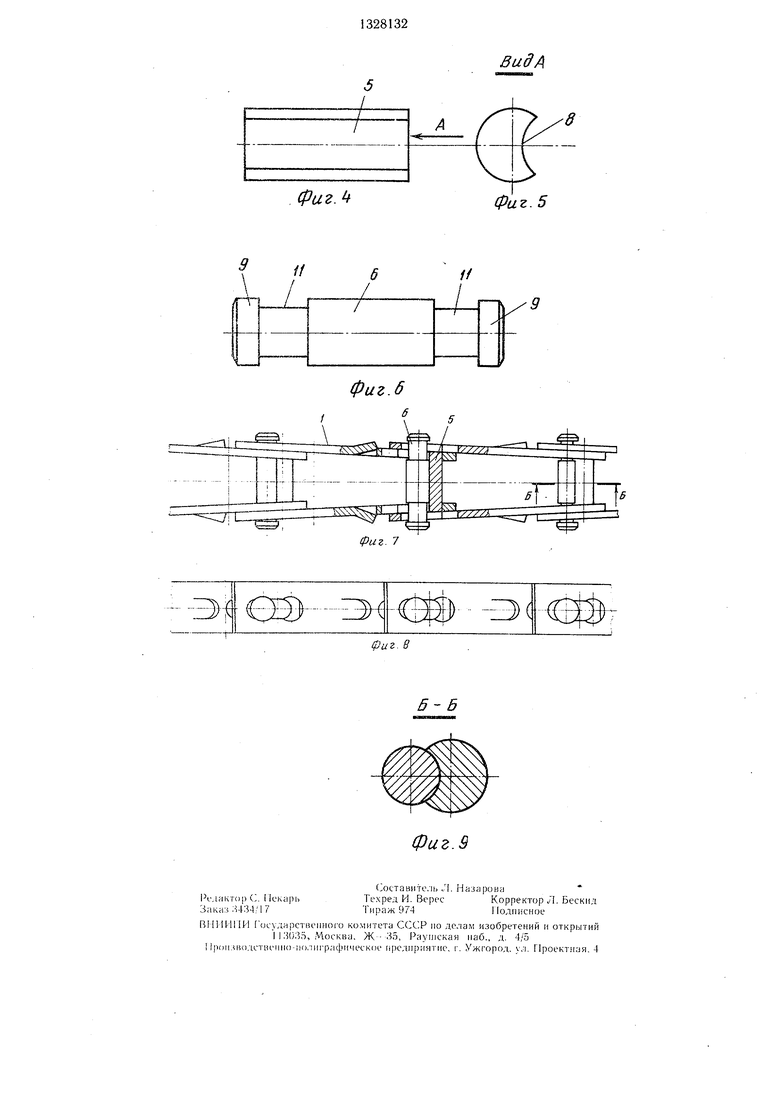
тий; на фиг. 3 - то же, с обрабо- положение новой ремонтной детали относи- танными согласно предлагаемому способу тельно пластин и такое же фиксирован- отверстиями; на фиг. 4 ремонтный вкла- ное положение (заклинивание) валика ре- дыш; на фиг. 5 - вид А на фиг. 4; монтируемой цепи. В результате трение и на фиг. 6 - валик цепи; на фиг. 7 - износ шарниров переводятся из области
высоких удельных нагрузок (между пластинами и валиками) в область низких удельных нагрузок.
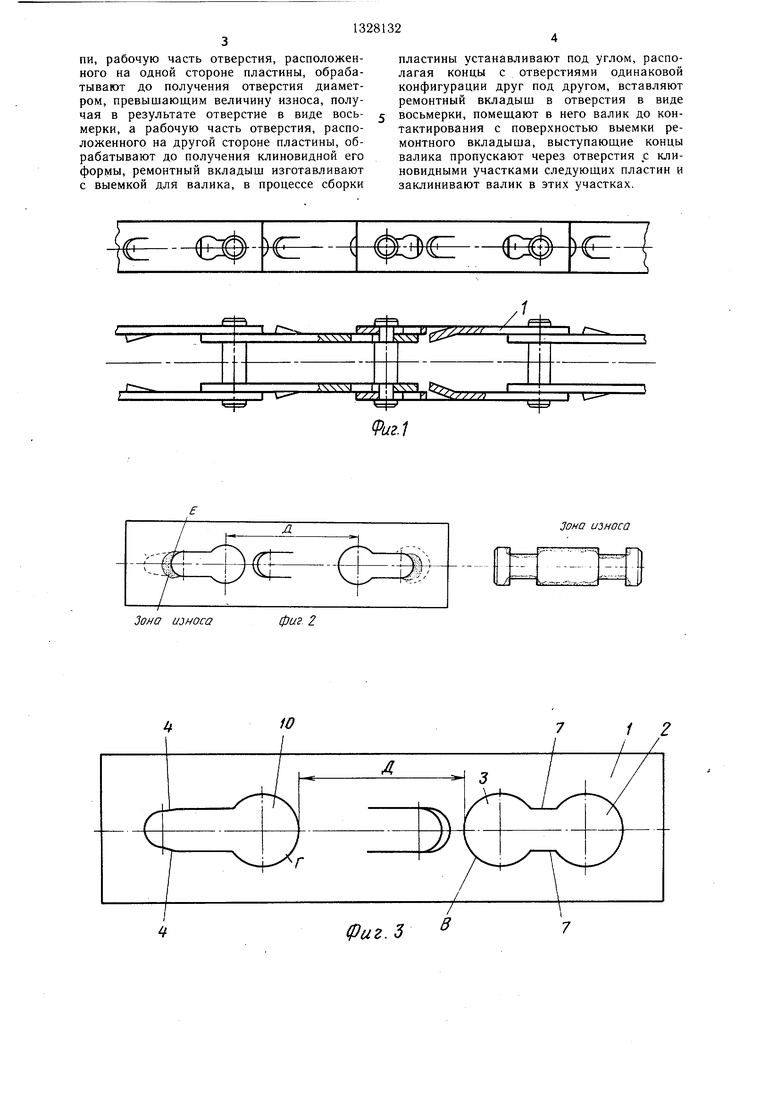
„ .Пример. Способ ремонта разборной плас- При восстановлении цепи на пластине 120 тинчатой цепи практически проверен при вос- определяют участки износа отверстии и за-становлении цепи навозоуборочного транс- тем их обрабатывают, с одной стороныТСН-3,ОБ, имеющей шаг звеньев пластины отверстию придают форму вось-125 мм. Изношенная цепь транспортера была мерки с круглыми участками 2 и 3, аразобрана, а ее детали подвергнуты де- отверстие с другой стороны выполняют с „ f клиновидной проточкой 4, причем обраба-25 фектации. Валики имеют относительно не гг/ ГЛПТ-ШГЛТЛЫОиГ IX/ DUTIITO Un VUYЛиТЛ
тывают рабочую часть отверстии. Изготавливают ремонтный вкладыш 5 с С-образ- ным сечением.
схема сборки цепи после ремонта; на фиг. 8 - то же, вид сверху; на фиг. 9 - сечение Б-Б на фиг. 7.
Технология способа состоит в следующем.
большой износ и свыше 90% их были использованы в ремонтной цепи. Пластины практически все пригодны для использования, -поскольку места просечки полностью перекрывают изношенные зоны. Незначи- Сборка производится в следующем поряд- зо тельная по размерам остающаяся после ке. В отверстия двух пластин 1, располо-просечки изношенная часть в зоне Е отженных под углом .аруг к другу, уста-верстия на закрепление валиков не влияет,
навливают ремонтный вкладыш 5. За-так как клиновый паз расположен за
тем через участки 3 вставляют валик 6 ипределами этой зоны.
продвигают его но пазу 7 до соприкос-в результате проведенных испытаний
новения с углублением 8 ремонтного вкла- 35 установленр, что цепь навозоуборочного дыша 5. Далее собирают следующее звено.транспортера ТСН-3,0 Б, отремонтированная по данному способу, отвечает всем требованиям эксплуатации. По опытным данным ее износостойкость в 3-4 раза выше, чем новой серийной цепи, а долговечность по износу составляет 6-8 лет. Преимуществом данного способа ремонта цепи является то, что в цепи существенно улучшаются условия взаимодействия сопряДля этого головки 9 валика пропускают через отверстия 10 следующих пластин и продвигают валик до заклинивания его проточек 11 в клиновидной проточке 4.
40
гаемых деталей шарниров, поскольку в 4-5
Отверстия в пластинах 1, восстанавливаемых по данному способу, образуют ме- тодом холодной штамповки с базированием по поверхностям В и Г, расстояние между которыми Д сохраняется постоянным, пос- 45 раз увеличивается площадь опорной поверх- кольку эти поверхности не изнашиваются. шарнира. Благодаря этому снижаетРемонтный вкладыш 5 изготавливают также знос цепи и ее долговечность сущест- методом холодной штамповки с рубкой повышается в сравнении с новой,
многоместных штампах. Исходный металл для вкладышей не дефицитен и поставляется без ограничений.
При сборке в каждое звено вводится дополнительная деталь - вкладыш, позволяющая изменить характер взаимодействия деталей, снизить в 4-5 раз удельные нагрузки в шарнирах и обеспечить многократное повышение долговечности отремонтированной цепи в сравнении с новой.
50
Формула изобретения
Способ восстановления изделий, включающий механическую обработку изношенных частей отверстий деталей под новые ремонтные размеры, установку в них ремонтных вкладышей и сборку изделий, отличающийся тем, что, с целью повышения долговечности шарнирной пластинчатой цеРемонтные втулки при сборке вставляются в наклонно расположенные пластины, что исключает саморазборку цепи и позволяет повысить ее долговечность.
Отверстию пластины, взаимодействующему с дополнительной деталью ремонтным вкладышем, придается форма удлиненной восьмерки, а в узкой части второго отверстия, в месте его взаимодействия с валиком восстанавливаемой цепи, придается
клиновидная форма. Благодаря этому обес- печивается фиксированное (от проворота)
ная по данному способу, отвечает всем требованиям эксплуатации. По опытным данным ее износостойкость в 3-4 раза выше, чем новой серийной цепи, а долговечность по износу составляет 6-8 лет. Преимуществом данного способа ремонта цепи является то, что в цепи существенно улучшаются условия взаимодействия сопрягаемых деталей шарниров, поскольку в 4-5
раз увеличивается площадь опорной поверх- ости шарнира. Благодаря этому снижает50
Формула изобретения
Способ восстановления изделий, включающий механическую обработку изношенных частей отверстий деталей под новые ремонтные размеры, установку в них ремонтных вкладышей и сборку изделий, отличающийся тем, что, с целью повышения долговечности шарнирной пластинчатой цепи, рабочую часть отверстия, расположенного на одной стороне пластины, обрабатывают до получения отверстия диаметром, превышающим величину износа, получая в результате отверстие в виде восьмерки, а рабочую часть отверстия, расположенного на другой стороне пластины, обрабатывают до получения клиновидной его формы, ремонтный вкладыш изготавливают с выемкой для валика, в процессе сборки
пластины устанавливают под углом, располагая концы с отверстиями одинаковой конфигурации друг под другом, вставляют ремонтный вкладыш в отверстия в виде восьмерки, помещают в него валик до контактирования с поверхностью выемки ремонтного вкладыша, выступаюш.ие концы валика пропускают через отверстия с клиновидными участками следующих пластин и заклинивают валик в этих участках.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ГИДРАВЛИЧЕСКИХ ДВИГАТЕЛЕЙ | 2003 |
|
RU2238425C1 |
| ТЯГОВАЯ РАЗБОРНАЯ ЦЕПЬ | 2000 |
|
RU2188972C2 |
| ПЛАСТИНЧАТАЯ ЦЕПЬ | 2009 |
|
RU2490530C2 |
| СПОСОБ УСТРАНЕНИЯ ИЗНОСА ПОВЕРХНОСТЕЙ ПАР ТРЕНИЯ | 2013 |
|
RU2548539C2 |
| СПОСОБ РЕМОНТА ПОДШИПНИКОВОГО УЗЛА | 1998 |
|
RU2130372C1 |
| СПОСОБ РЕМОНТА КОРПУСОВ ШЕСТЕРЕННЫХ НАСОСОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102214C1 |
| СПОСОБ РЕМОНТА УЗЛОВ ПОДВИЖНЫХ СОЕДИНЕНИЙ, ДЕТАЛЯМИ КОТОРЫХ ЯВЛЯЮТСЯ ПОДШИПНИКИ И ВТУЛКИ ДЛЯ ПОЧВООБРАБАТЫВАЮЩЕЙ И ПОСЕВНОЙ ТЕХНИКИ | 2020 |
|
RU2755999C2 |
| Устройство для автоматического контроля шарниров пластинчатых цепей | 1981 |
|
SU963932A1 |
| СПОСОБ РЕМОНТА ГИДРАВЛИЧЕСКИХ ДВИГАТЕЛЕЙ | 2013 |
|
RU2534698C2 |
| Способ ремонта шестеренных гидронасосов | 1990 |
|
SU1729724A1 |
Изобретение относится к области машиностроения, в частности к ремонту тяговых цепей навозоуборочных транспортеров. Целью изобретения является снижение тру- дое.мкости ремонта и повышение срока службы отремонтированной цепи. Восстановление пластин цепи производится путем просечки изношенных частей их отверстий под новые ремонтные размеры и введения при сборке в каждое звено цепи дополнительной детали - ремонтного вкладыша. Ремонтный вкладыш выполняют с выемкой для валика. Отверстиям с одной стороны пластин придают форму удлиненной восьмерки. В отверстиях с другой стороны пластин выполняют клиновидную проточку. Ремонтные вкладыши при сборке вставляются в наклонно расположенные пластины, это исключает саморазборку цепи и повышает долговечность. 9 ил. и со ьо СХ) оо 
Зона износа
Зона износа
фиг. 2
(риг.З
Фиг.
И
ВидА
фиг. 5
1/
фиг.6
фиг. 8
Б- В
i- t MrlKT()|) (-. I IcKilpI
Заказ Л434/17
С оставитель „1. 4азарова Техред И. ВересКорректор Л. Бескил
Тираж 974Иолпи-сное
ВПИНПИ f ocy;iapcTBeiiMoi 0 комитета СССР по делам изобретений и открытий
I 13035, Моеква, Ж- 35, Раушская маб., д. 4/5 11роизв)лстве11и)-11),чигра(|)ическ()е предприятие, г, Ужгород, ул. Проектная. 4
Фиг.В
| Ивашков И | |||
| И | |||
| Монтаж, эксплуатация и ремонт подъемно-транспортных машин | |||
| Учебник для машиностроительных вузов | |||
| - Л.: Машиностроение, 1981, с | |||
| Перепускной клапан для паровозов | 1922 |
|
SU327A1 |
| Способ восстановления неразъемного соединения деталей | 1975 |
|
SU585949A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
