Изобретение относится к обработке проб металла при подготовке их к квантометри- 1ескому анализу, может быть использовано в экспресс-лабораториях металлургических заводов, а также в станкостроении при фрезеровании заданной глубины, и является усовершенствованием известного устройства по авт. св. № 1263495.
Целью изобретения является расширение технологических возможностей за счет того, что можно срезать заданный слой, в частности, во фрезерных автоматах, содержащих механизм с приводами для осевой подачи, которая по величине многократно превышает величину хода толкателя поджима.
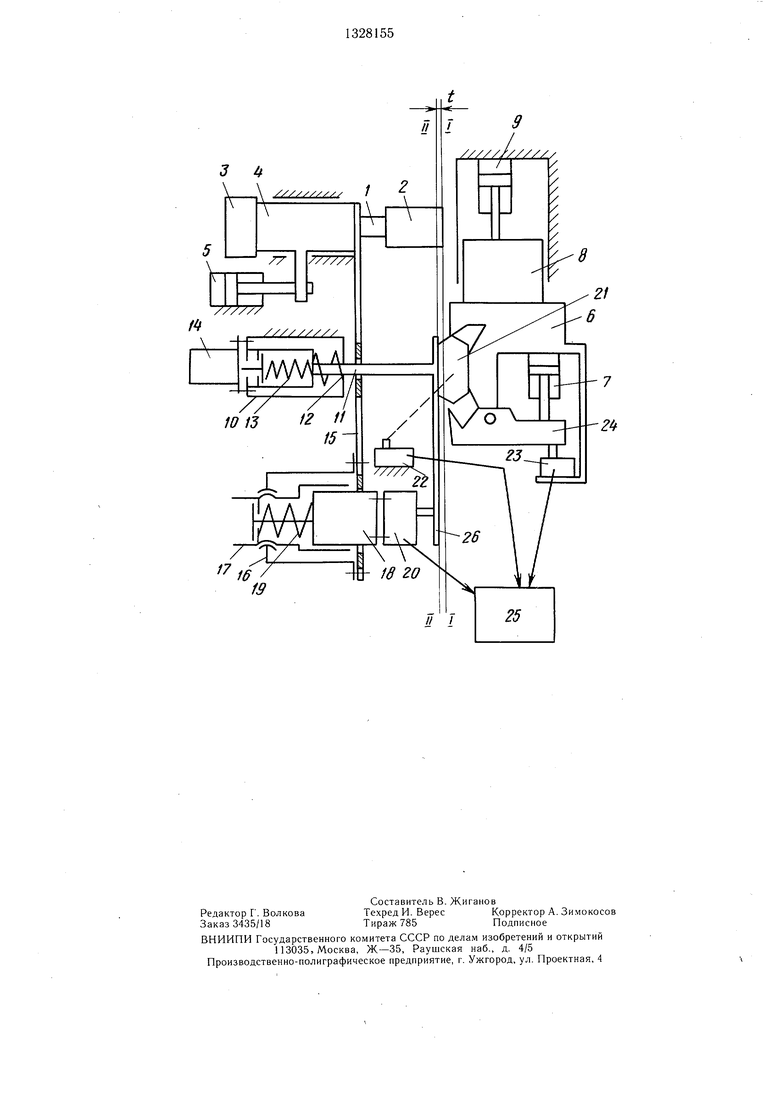
На чертеже показана схема устройства для автоматического фрезерования заданного слоя пробы.
Устройство содержит шпиндель 1 с фрезой 2 и приводом 3 вращения. Шпиндель установлен в пиноли 4, связанной с гидрося соответственно к суппорту или зажиму (т. е. осевое расстояние между корпусом поджима и зажимом всегда остается неизменным).
г Устройство работает следующим образом.
При поступлении детали 21 в зажим 6 срабатывает конечный выключатель 22, по сигналу которого «Деталь в зажиме блок 25 управления включает электромагнит
0 14 поджима 1Q, гидроцилиндр 5 осевой подачи пиноли 4 и привод 3 вращения шпинделя 1 с фрезой 2. При этом сжимаются пружины, сначала 12, а затем 13, а толкатель 11 выбрасывается вперед к детали.
15 На конце толкателя 11 имеется планка 26, плоскость которой параллельна плоскости резания. Посредством планки 26 толкатель 11 поджимает деталь к базовой поверхности зажима, после чего включается гидроцилиндр 7, производится зажим детали и
цилиндром 5 осевой подачи. Зажим 6 с гид- 20 зажим своим подвижным рычагом 24 обес- роцилиндром 7 установлен на суппорте 8печивает срабатывание конечного выклюс гидроцилиндром 9 продольной подачи. Корпус механизма 10 поджима с толкателем 11, пружинами 12 и 13 и электромагнитом 14 установлен жестко (его корпус неподвижен относительно базовых поверхностей (стола) автомата), чем обеспечена фиксация его от осевых перемещений относительно механизма зажима.
С пинолью жестко связан кронштейн 15,
чателя 23, дублируя сигнал «Проба в зажиме.
При перемещении пиноли со шпинделем 25 и фрезой к детали (вправо) синхронно с ними перемещаются кронштейн 15 с корпусо м задатчика и конечным выключателем 20. Толкатель поджима при этом упирается в деталь и остается неподвижным, благодаря продолжающемуся сжатию пружины 13. К
на котором установлен задатчик глубины 30 его планке при этом приближается конеч35
фрезерования, содержащий корпус 16, в котором при настройке перемещается резьбовая втулка 17, внутри которой расположен щток 18, поджатый пружиной 19 в направлении зажима. На штоке установлен электрод, выполненный в виде конечного выключателя 20 с возможностью взаимодействия в момент окончания заглубления с толкателем поджима. Деталь 21 (проба металла), поступившая в зажим, своим весом воздействует на конечный выключатель. 22, дО посредством показанной пунктиром кинематической цепи. Конечный выключатель 23 установлен на зажиме с возможностью взаимодействия с его подвижным рычагом 24.
Все конечные выключатели электрически связаны с блоком 25 управления.
Плоскость резания обозначена I-I, габаритная плоскость детали II-II, заданный слой фрезерования t.
Возможны и другие варианты исполне45
. В частности, механизм осевой подачи о ме не исчезает.
ный выключатель 20 и после того, как плоскость резания I-I (движущаяся вместе с фрезой и конечным выключателем 20) за- глубится относительно габаритной плоскости детали II-II на заданную величину t, конечный выключатель 20 срабатывает. По этому сигналу блок 25 управления включает гидроцилиндр осевой подачи и электромагнит поджима, а затем, после отхода толкателя от детали влево и возвращения его в исходное положение действием пружины 12, включает гидроцилиндр 9 продольной подачи суппорта 8. Возврату толкателя 11 в исходное положение (влево) конечный выключатель 20 не мещает, они перемещаются вместе, благодаря сжатию пружины 19.
Суппорт начинает перемещать деталь к вращающейся фрезе, при этом деталь освобождает конечный выключатель 22, но поскольку он включен параллельно с конечным выключателем 23 сигнал «Деталь в зажиния
может перемещать не пиноль, а суппорт или зажим. В этом случае корпус задатчика, как и корпус шпинделя, устанавливается на столе автомата (т. е. он будет неподвижным в осевом направлении относительно шпинделя), а механизм поджима устанавливается подвижно параллельно оси шпинделя, например, в направляющей, в которой посредством пружины постоянно поджимаетПосле фрезерования детали блок управления останавливает гидроцилиндр 9, реверсирует гидроцилиндр 5 и останавливает привод 3. После возвращения пиноли со щпинделем, кронштейном 15 и задатчиком 55 глубины фрезерования в исходное положение реверсируется гидроцилиндр 7, деталь освобождается и выпадает из зажима. При этом рычаг зажима воздействует на конечся соответственно к суппорту или зажиму (т. е. осевое расстояние между корпусом поджима и зажимом всегда остается неизменным).
Устройство работает следующим образом.
При поступлении детали 21 в зажим 6 срабатывает конечный выключатель 22, по сигналу которого «Деталь в зажиме блок 25 управления включает электромагнит
14 поджима 1Q, гидроцилиндр 5 осевой подачи пиноли 4 и привод 3 вращения шпинделя 1 с фрезой 2. При этом сжимаются пружины, сначала 12, а затем 13, а толкатель 11 выбрасывается вперед к детали.
На конце толкателя 11 имеется планка 26, плоскость которой параллельна плоскости резания. Посредством планки 26 толкатель 11 поджимает деталь к базовой поверхности зажима, после чего включается гидроцилиндр 7, производится зажим детали и
зажим своим подвижным рычагом 24 обес- печивает срабатывание конечного выключателя 23, дублируя сигнал «Проба в зажиме.
При перемещении пиноли со шпинделем и фрезой к детали (вправо) синхронно с ними перемещаются кронштейн 15 с корпусо м задатчика и конечным выключателем 20. Толкатель поджима при этом упирается в деталь и остается неподвижным, благодаря продолжающемуся сжатию пружины 13. К
его планке при этом приближается конеч5
О
5
ный выключатель 20 и после того, как плоскость резания I-I (движущаяся вместе с фрезой и конечным выключателем 20) за- глубится относительно габаритной плоскости детали II-II на заданную величину t, конечный выключатель 20 срабатывает. По этому сигналу блок 25 управления включает гидроцилиндр осевой подачи и электромагнит поджима, а затем, после отхода толкателя от детали влево и возвращения его в исходное положение действием пружины 12, включает гидроцилиндр 9 продольной подачи суппорта 8. Возврату толкателя 11 в исходное положение (влево) конечный выключатель 20 не мещает, они перемещаются вместе, благодаря сжатию пружины 19.
Суппорт начинает перемещать деталь к вращающейся фрезе, при этом деталь освобождает конечный выключатель 22, но поскольку он включен параллельно с конечным выключателем 23 сигнал «Деталь в зажиме не исчезает.
После фрезерования детали блок управления останавливает гидроцилиндр 9, реверсирует гидроцилиндр 5 и останавливает привод 3. После возвращения пиноли со щпинделем, кронштейном 15 и задатчиком глубины фрезерования в исходное положение реверсируется гидроцилиндр 7, деталь освобождается и выпадает из зажима. При этом рычаг зажима воздействует на конечный выключатель 23, обеспечивает его срабатывание, снимая сигнал «Деталь в зажиме. При этом в блоке 25 управления вырабатываются команды на реверс гидроцилиндра 9 и возвращение суппорта в исходное положение. Конечный выключатель 20 отходит от планки толкателя 11 в конце возврата пиноли.
На этом рабочий цикл устройства заканчивается.
Вариант, где шпиндель неподвижен в осевом направлении, а осевая подача осуществляется при осевой подаче зажима на суппорте, практически идентичен по фазам рабочего цикла.
При использовании устройства в автоматических линиях, следует использовать приводы для вращения втулки 17 и ее фиксации. Можно также для перемещения .микропереключателя 20 использовать не резьбовую втулку, а другие известные устройства.
Первая настройка устройства и последующие (при замене фрезы) может происходить следующим образом. В исходном положении устройства максимально отводят втулкой 17 микровыключатель 20 влево. Затем в режиме ручного управления в зажим 6 устанавливают деталь 21, зажимают ее, выдвигают пиноль и вправо включают вращение фрезы и фрезеруют поверхность детали. Затем, не выбрасывая деталь из зажима и не возвращая пиноль, возвращают суппорт 8 в исходное положение, включают электромагнит 14 поджима 10 и втулкой 17 начинают перемещать конечный выключатель 20 к планке толкателя 11. Как только выключатель срабатывает, останавливают втулку 17. Затем перемещают втулку 17 и микровыключатель 20 в обратную сторону на величину t, равную требуемой толщине
0
5
0
5
0
5
срезаемого с детали слоя (пользуясь знанием щага резьбы и угла поворота, возможно использование лимба) и фиксируют втулку 17, например, контргайкой (не показано).
Настройка и подналадка устройства могут производиться и автоматически, если использовать привод для перемещения втулки 17 для ее фиксации, например щаговый электродвигатель и тормоз с электромагнитом.
Положительный эффект от использования предлагаемого устройства проявляется в расщирении области использования за счет того, что фиксация поджима от осевых перемещений относительно механизма зажима позволяет использовать его при неограниченных ходах осевой подачи (например, пиноли). Кроме того, установка конечного выключателя задатчика глубины фрезерования на подпружиненном щтоке повыщает надежность устройства, особенно в периоды наладки, за счет исключения поломок, которые наблюдались при скользящем контакте планки толкателя с зажимом в период подачи суппорта. Если конечный выключатель не был бы подпружинен, он бы исключил возможность отхода планки толкателя от детали в период продольной подачи.
Формула изобретения
Устройство для автоматического фрезерования пробы на заданную глубину по авт. св. № 1263495, отличающееся тем, что, с целью расщирения технологических возможностей, корпус механизма поджима установлен неподвижно относительно механизма зажима в осевом направлении, а конечный выключатель задатчика глубины фрезерования подпружинен в направлении механизма зажима.
/ 2
8
2f
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического фрезерования пробы на заданную глубину | 1985 |
|
SU1263495A1 |
| Устройство для автоматической настройки глубины резания при обработке проб | 1980 |
|
SU933319A1 |
| Станок для фрезерования односторонних скосов на торцах зубьев шестерен | 1977 |
|
SU738791A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ПАЗОВ В ПЕТУШКАХ КОЛЛЕКТОРНЫХ ПЛАСТИН ЭЛЕКТРИЧЕСКИХ МАШИН | 2008 |
|
RU2385204C1 |
| Фрезерная насадка | 1980 |
|
SU933297A1 |
| Полуавтоматическое приспособление для обработки торцовых зубьев концевых фрез | 1977 |
|
SU738792A1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| Задняя бабка с электроприводом | 1988 |
|
SU1646690A1 |
| Загрузочно-разгрузочное устройство | 1974 |
|
SU534335A1 |
Изобретение относится к обработке проб металла при подготовке их к кванто- метрическому анализу и может быть использовано в экспресс-лабораториях металлургических заводов и также в станкостроении при фрезеровании заданной глубины. Устройство позволяет срезать заданный слой, в частности, во фрезерны.х автомата.х, со- держаш.их механизм с приводом для осевой подачи, которая по величине многократно превышает величину хода толкателя поджима. Для этого в устройстве, содержащем .механизмы и приводы для осевой и продольной подач, зажима детали, поджима детали к зажиму и задатчик глубины резания с концевым выключателем, корпус механизма поджима зафиксирован от осевых перемещений относительно корпуса зажима, а концевой выключатель задатчика подпружинен в направлении механизма зажима. 1 ил. со to сх СП сд Го
| Устройство для автоматического фрезерования пробы на заданную глубину | 1985 |
|
SU1263495A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
