(54) ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО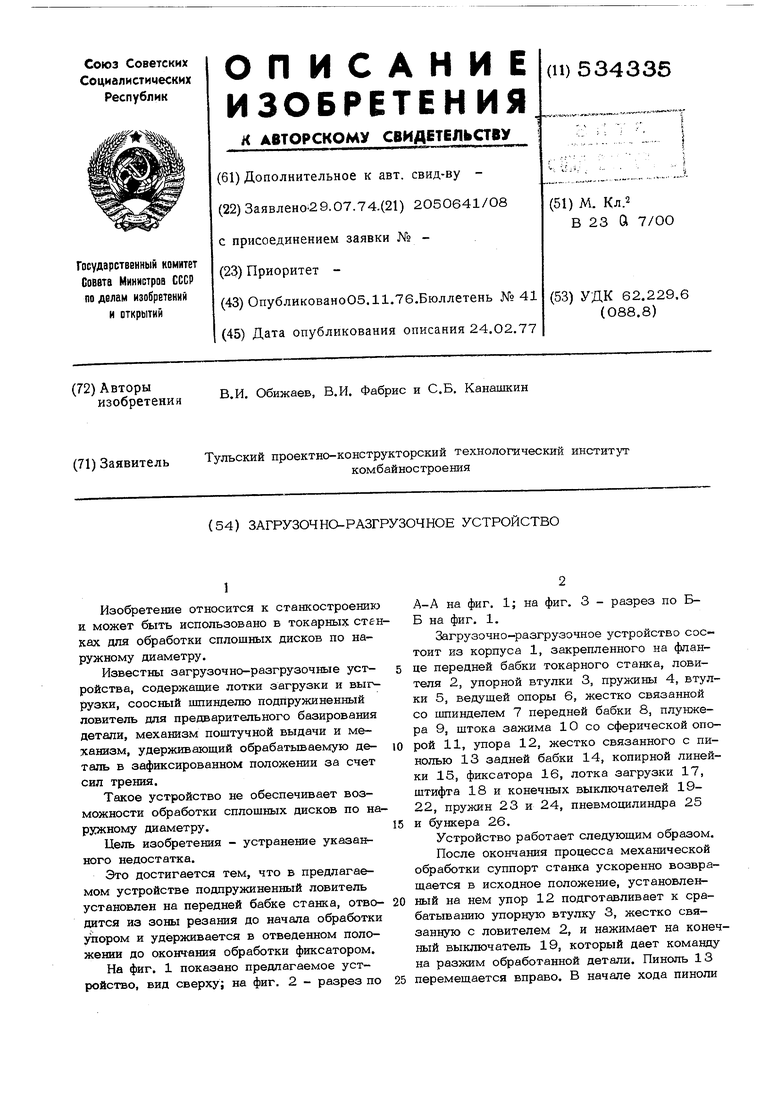
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки сферических торцовых поверхностей | 1981 |
|
SU952540A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| Станок для обработки фасок на кулачках распределительных валов | 1977 |
|
SU707701A1 |
| Автоматизированный токарный станок | 1990 |
|
SU1811439A3 |
| Устройство для ротационного выдавливания | 1976 |
|
SU770610A1 |
| Токарно-револьверный автомат | 1974 |
|
SU663487A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU371025A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| Токарный станок | 1979 |
|
SU872039A1 |
| Загрузочно-разгрузочное устройство | 1984 |
|
SU1199578A1 |
1
Изобретение относится к станкостроению и может быть использовано в токарных стеках для обработки сплошных дисков по наружному диаметру.
Известны загрузочно-разгрузочные устройства, содержащие лотки загрузки и выгрузки, соосный шпинделю подпружиненный ловитель для предварительного базирования детали, механизм поштучной выдачи и механизм, удерживающий обрабатьшаемую деталь в зафиксированном положении за счет сил трения.
Такое устройство не обеспечивает возможности обработки сплошных дисков по наружному диаметру.
Цель изобретения - устранение указанного недостатка.
Это достигается тем, что в предлагаемом устройстве подпружиненный ловитель установлен на передней бабке станка, отводатся из зоны резания до начала обработки упором и удерживается в отведенном положении до оконч ания обработки фиксатором.
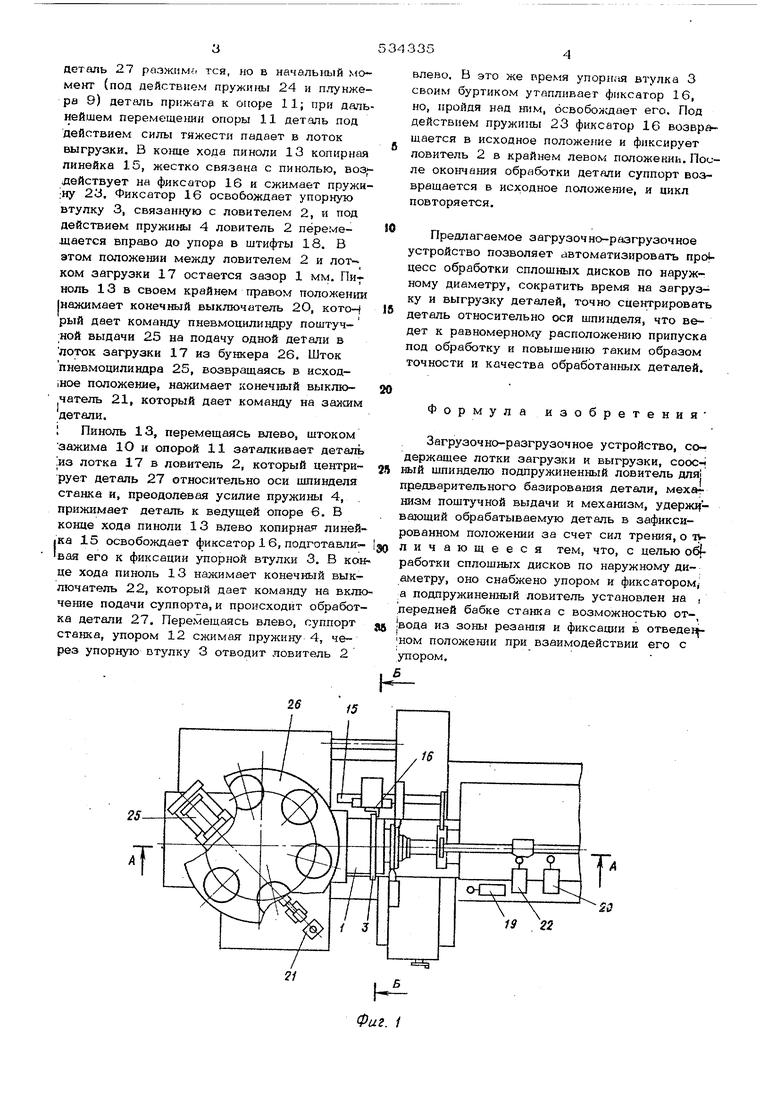
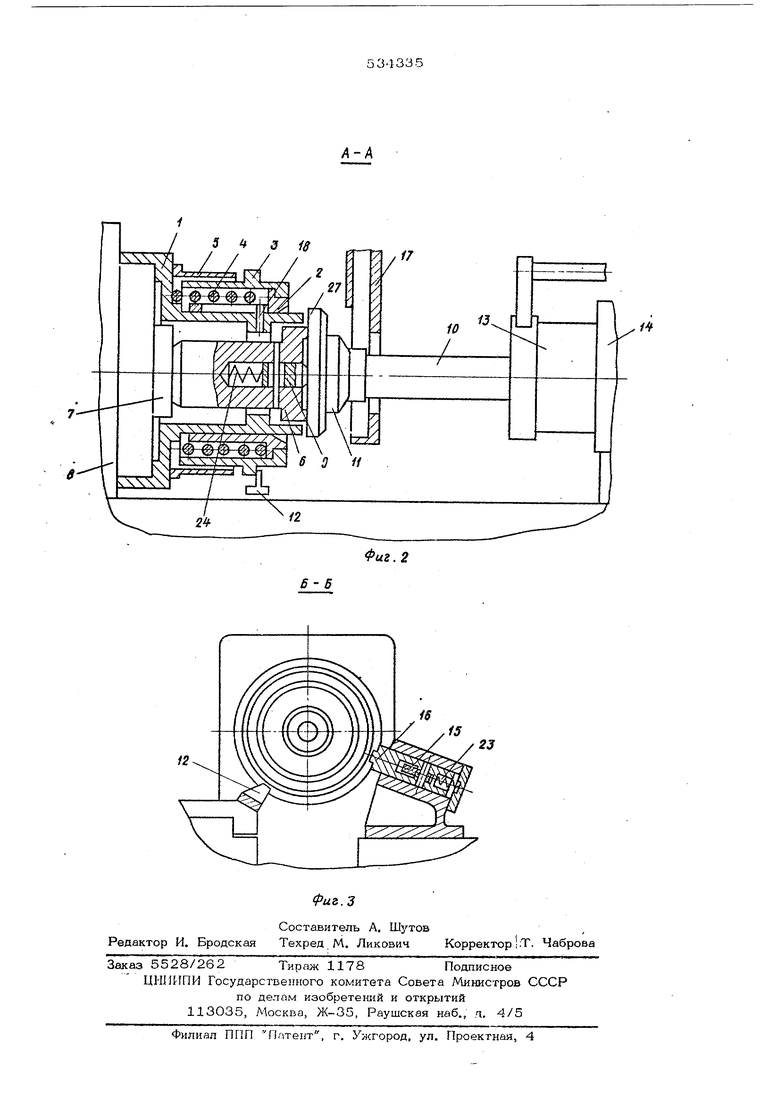
На фиг. 1 показано предлагаемое устройство, вид сверху; на фиг, 2 - разрез по
А-А на фиг, 1; на фиг. 3 - разрез по ББ на фиг, 1.
Загруаочно-разгрузочное устройство состоит из корпуса 1, закрепленного на фланце передней бабки токарного станка, ловителя 2, упорной втулки 3, пружины 4, втулки 5, ведущей опоры 6, жестко связанной со шпинделем 7 передней бабки 8, плунжера 9, штока зажима 10 со сферической опорой 11, упора 12, жестко связанного с пинолью 13 задней бабки 14, копирной линейки 15, фиксатора 16, лотка загрузки 17, штифта 18 и конечных выключателей 1922, пружин 23 и 24, пневмоцилиндра 25 и бункера 26,
Устройство работает следующим образом.
После окончания процесса механической обработки суппорт станка ускоренно возвращается в исходное положение, установленный на нем упор 12 подготавливает к срабатыванию упорную втулку 3, жестко связанную с ловителем 2, и нажимает на конечный выключатель 19, который дает команду на разжим обработанной детали. Пиноль 13 перемещается вправо. В начале хода пиноли 3 деталь 27 разжим;- тся, но в началы{ый Nfoмент (под действием пружины 24 и плунжера 9) деталь прижата к опоре 11; при дальнейшем перемеще1ши опоры 11 деталь под действием силы тяжести падает в лоток выгрузки. В ко1ще хода пиноли 13 копирная линейка 15, жестко связана с пинолью, воз действует на фиксатор 16 и сжимает пружину 23, Фиксатор 16 освобождает упорную втулку 3, связанную с ловителем 2, и под действием пружины 4 ловитель 2 пёремедцается вправо до упора в штифты 18. В этом положении между ловителем 2 и лот ком загрузки 17 остается зазор 1 мм. Пи ноль 13 в своем крайнем правом положении (нажимает конечный выключатель 2О, котоН рый дает команду пневмоцилиндру поштуч;ной выдачи 25 на подачу одной деГали в лоток загрузки 17 из бункера 26. Шток пневмоцилиндра 25, возвращаясь в исходiHoe положение, нажимает конечный выключатель 21, который дает команду на зажим детали. I Пиноль 13, перемещаясь влево, штоком зажима Ю и опорой 11 заталкивает деталь :из лотка 17 в ловитель 2, который центрирует деталь 27 относительно оси шпинделя станка и, преодолевая усилие пружины 4, . прижимает деталь к ведущей опоре 6. В конце хода пиноли 13 влево копкрнар линей1ка 15 освобождает фиксатор 16, подготав-пк- вая его к фиксации упорной втулки 3. В кон це хода пиноль 13 нажимает конечный выключатель 22, который дает команду на вклю чение подачи суппорта, и происходит обработка детали 27. Перемещаясь влево, суппорт станка, упором 12 сжимая пружину 4, через упорную втулку 3 отводит ловитель 2 335 влево. В это же время упорная втулка 3 cвoи буртиком утапливает фиксатор 16, но, пройдя над ним, освоболсдоет его. Под действием пружины 23 фиксатор 16 возвращается в исходное положение и фиксирует ловитель 2 в крайнем левом положении. После око гчания обработки детали суппорт возвращается в исходное положение, и цикл повторяется. Предл агаемое з агрузоч но-р азгрузоч ное устройство позволяет автоматизировать про|цесс обработки сплощных дисков по наружному диаметру, сократить время на загрузку и выгрузку деталей, точно сцентрировать деталь относительно оси шпинделя, что ведет к равномерному расположению припуска под обработку и повышению таким образом точности и качества обработанных деталей. Формула изобретения Загрузочно-разгрузочное устройство, содержащее лотки загрузки и выгрузки, cooc-t ный шпинделю подпружиненный ловитель для1 предварительного базирования детали, мех низм поштучной выдачи и механизм, удержчвающий обрабатываемую деталь в зафиксированном положении за счет сил трения, о iv личающееся тем, что, с целью оЩработки сплошных дисков по наружному диаметру, оно снабжено упором и фиксатором а подпружиненный ловитель установлен на . передней бабке станка с возможностью из зоны резания и фиксащш в отведег |ном положении при взаимодействии его с упором.
