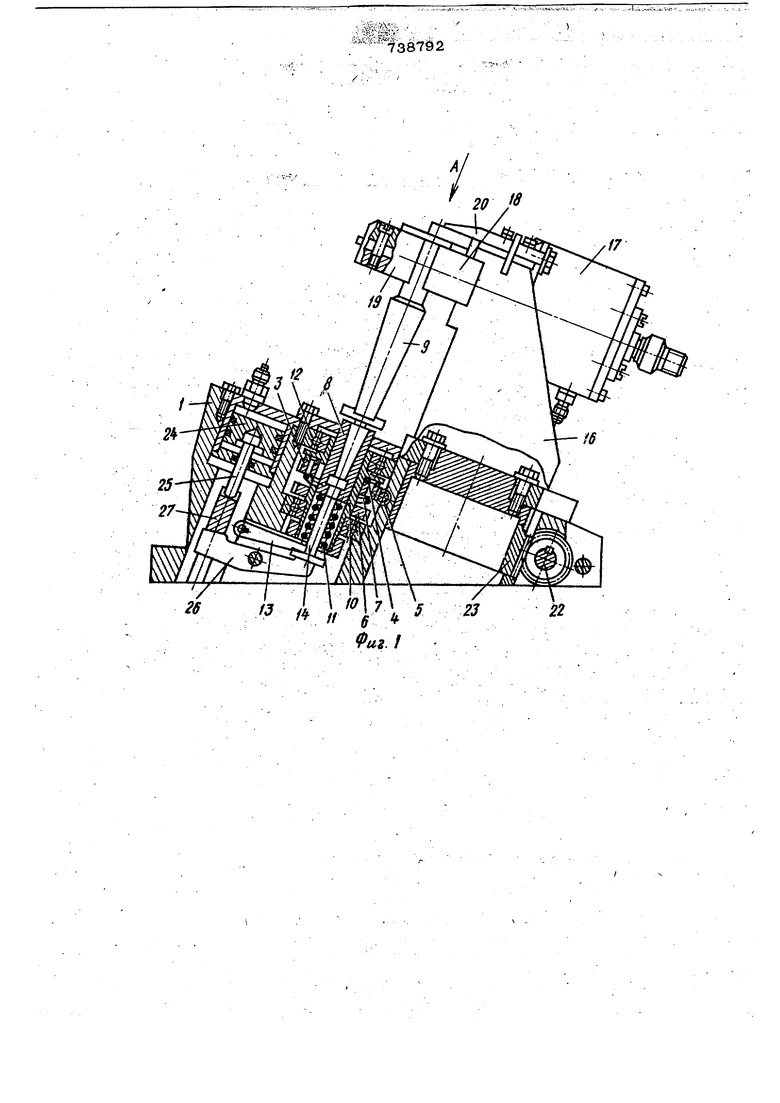
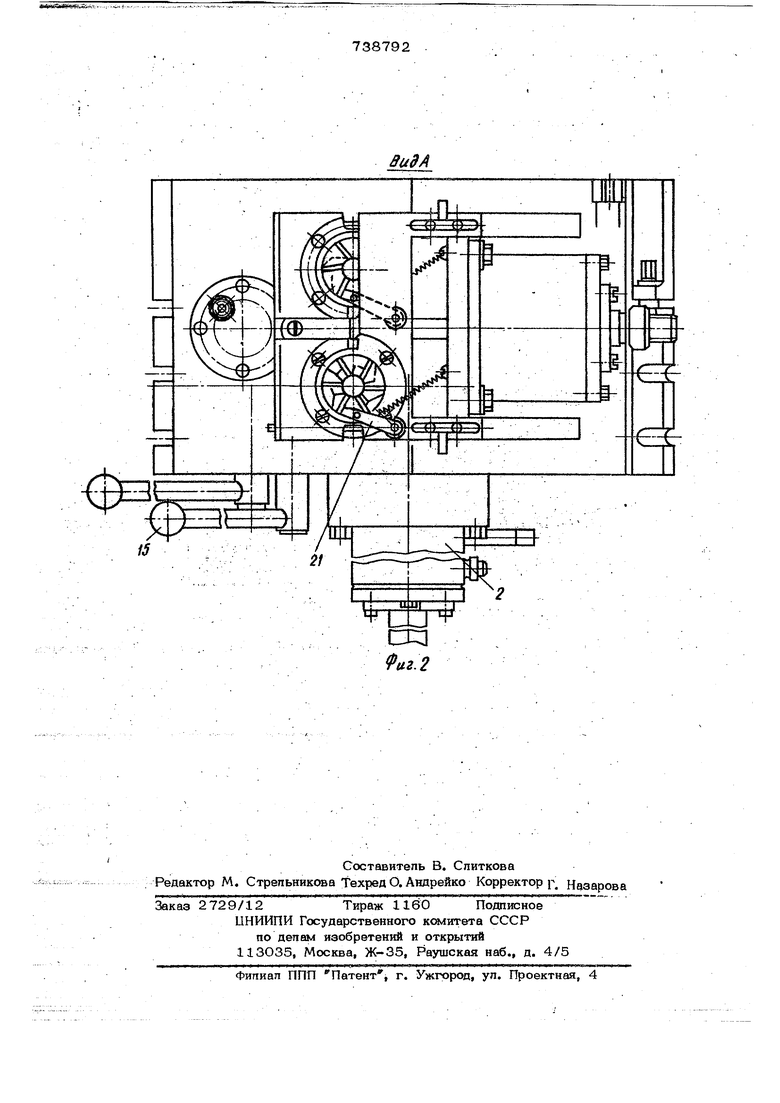
(54) ПОЛУАВТОМА ДЛЯ ОБРАБО Изобретение относится к станкостроению . Известно полуавтоматическое прнспособпение для обработки торцовых зубьев концевых фрез, закрепленных в пинопи, в котором Механизм зажима фрезы тфедстав пяет собой пневмоцилиндр с расположенным на нем упором, две зажимные трубки и две подпружиненные планки |l. Недостатком игсвестного приспособлени является недостаточная жесткость системы СПИД, что снижает технологические возможности устройства, ие позволяя ис пользовать его для обрейотки заготовок фрез диаметром от 2О до 45 мм. Цель изобретения - повышение надежности зажима фрезы в момент обработки. Эта цель достигается тем, что в приспособление введен установленный в его корпусе механизм фиксации обрабатьшаемой фрезы относительно упора, выполненный в. виде силовсиО пневмоцилиндра, кинематически связанного с пинолью посредством системы рычагов, последний из кони ЕВ ЧЕСКОЕ ПРИСПОСОБЛЕНИЕ ТОРЦОВЫХ ЗУБЬЕВ ФРЕЗ которых закреплен на оси с возможностью разворота. На .фиг. I изображено полуавтоматическое приспособление для обработки торцовых зубьев концевых фрез, разрез; на фиг. 2 - вид А фиг. 1. Полуавтоматическое приспособление имеет корпус 1 с встроенным в него механизмом фиксации, состоящим из пневмоцилиндра 2, зубчатой шестерни 3, фрикционной муфты 4, зубчатой рейки 5, прижимной гайки 6с пружиной 7. В пиноли 8, заканчивающейся грибком, устанавливается обрабатьгааемая фреза 9. Пиноль установлена в шпинделе 1О и находится постоянно под действие М пружины 11, которая расположена во внутренней расточке шпинделя Юс фрикционной шайбой. Шпиндель устанс лен на двух радиальноупорных шарикоподшипниках 12. Отвод пиноли 8 при установке фрез 9 осуществляется рычагом 13 через толкатель 14 и рукояткой 15. В правой расточке корпуса 1 расположен кронштейн 16 установки фрез 9, имеюший механизм зажима, состоящий из пневмоципиндра 17, зажимных губок 18 .(неподвижной) и 19, упора 20 и Двух подпружине нных планок 21. Кронштейн 16 риет упйруетс51 по высоте в зависимости от длины фрез 9 с помсицью зубчатого колеса 22, находящегося в зацеплении с рейкой 23. В левой расточке корпуса 1 установлен силовой пневмоципиндр, поршень 24 шток 25 которого через кронштейн 26 и рычаг 27 поджимает пиноль 8 с установленной в ней фрезой 9 к упору 2О в процессе обработки. Приспособление работает следующим образсяъ4. Приспособление устанайливается на столе горизонтально-фрезерного стайка и цикл работы, происходит при продольн(4 движении стола. Рукояткой 15 через рычаг 13 и толк тель 14 отводят вниз пиноль 8, при этом фрезу 9 устанавливают в грибок пиноли. Пруясина 11 прижимает верхний торец фрезы 9 к упору 2 О. Таким образсй, раз ность длин фрез 9 не оказьюает влияния на глубину фрезерования торцовых зубьев Установив фрезу 9 производят пуск ст%нка. Фреза 9 поворачивается зубом на под пружиненную планку 21. При дайженйи вперед поршень пневмоаилиндра 2 через зубч&тую рейку 5 и 3 передает врапгение шпинделю 10 пиноли 8 и установленной в ней фрезы 9, которая поворачивается на угол несколько больший, чем шаг зубьев, отклоняя планку 21. Ше терня 3 прижимается к шпинделю 1О прижимной гайкой 6 с пружиной 7. При обратном движении рейки 5 зуб фрезы 9 упирается в планку 21, аатбрмажнвая шпиндель 10 с дальнейшим проскальзыванием фрикционной муфты 4, ЗаteiM п{К исх6дит зажим фрезы 9 по цилиндрической части Пневмоцилиндр а 17. Зажимная губка фрезы 9 перемещается по направлению пневмоцилиндром 17. Одновременно происходит поджим фрезы через пиноль 8 силовым пневмЬц11линдром поджима, поршень 24 которого со штоком 25 действует на кронштейн 26
736V52
го Пневмоцилиндр а, кинетлатически связанного с пинолью посредством системы рычагов, последний из которых закреплен на оси с возможностью разворота. 50Источники информации,
принятые во внимание при экспертизе
1. Боровский В. Г. и др. Высокопроизводительное приспособление, Машиностроение, 1975, М 11, с. 31. через рычаг 27 и взаимодействует с упором 20. Начинается рабочая подача и происходит фрезеровка передней или задней грани торцового зуба. По окончании процесс а фрезерования, при обратн(лдвижениистола, происходит разжим фрезы 9 по цилиндрической части и возврат силового Пневмоцилиндра. В этот момент поршень 24 сщового пн моцилиндра поджима поднимается. Прижим торца фрезы 9 к упору 20 осуществляется в момент деления только пружиной 11, что облегчает поворот фрезы 9 при делении. После деления осуществляется следующий рабочий ход, во время которого происходит фрезеровка еще одного торцового зуба. Процесс повторяется до окончания фрезеровки всех торцовых зубьев. Следует отметить, что использование жесткой пружины 11 недопустимо, так, как отвод ПИНОЛИ 8 при установке заготовок осуп1:ествляется тяжело. Применеиие жесткой пружины вызывает появление дополнительных усилий при делении заготовки и может привести к нарушению работы фрикционных муфт. Формул а изобретения Полуавтоматическое приспособление для обработки торцовых зубьев концевых фрез, закрепленных в пиноли, в котором механизм зажима фрезы представляет собой Пневмоцилиндр с расположенным на нем упорЪм, две зажимные губки и две подпружиненные планки, 6 т л и 40 ч а ю щ е е с я тем, что, с Цел1.ю Повышения падежности зажима фрезы в момент обработки, в приспособление введен установленный в егб корпусе механизм фиксации обрабатьшаемой фрезы относительно упора, выполненный в виде силово/3 А / Л7 7 f // tf ui.f
иг:2
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для фрезерования односторонних скосов на торцах зубьев шестерен | 1977 |
|
SU738791A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Фрезерная насадка | 1980 |
|
SU933297A1 |
| Автомат для фрезерования круглых деталей | 1983 |
|
SU1189599A1 |
| Поворотный стол | 1976 |
|
SU666047A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| ПОЛУАВТОМАТ ДЛЯ ФРЕЗЕРОВКИ СЕКРЕТОВ КЛЮЧЕЙ ДИСКОВОГО ЗАМКА | 2001 |
|
RU2207225C2 |
| Многошпиндельный сверлильный станок | 1976 |
|
SU653039A1 |
| ВСЕСОЮЗНА Pi г «rrJifUO ТГ"-??!!.?!'"'";'JC | 1973 |
|
SU369981A1 |
| Автомат для изготовления пружинных колец из винтовых пружинных заготовок | 1985 |
|
SU1278085A1 |