Изобретение относится к составам для пропитки абразивного инструмента, используемого при шлифовании как с применением, так и без применения СОЖ.
Цель изобретения - повышение качества обрабатываемой поверхности заготовок из труднообрабатываемых материалов.
Импрегнатор абразивного инструмента для шлифования деталей из труднообрабатываемых материалов содержит мономер Е-капролактама, поликапроамид и в качестве антифрикционного вещества - формиат меди, при следующем соотношении компонентов, мас.%: поликапроамид 40-50, формиат меди 10-20, мономер Е-капролактама остальное.
Термическая деструкция содержащегося в порах круга полимера поликап- роамида приводит к разрыву полимерных. молекул по химическим связям главных валентностей, происходит отщепление боковых групп с образованием высокоактивных свободных радикалов. Группы радикалов взаимодействуют с металлами обрабатываемой поверхности и вызывают адгезионное взаимодействие круга с деталью, что снижает качество поверхности, так как здесь износ осуществляется путем вырыва адгезионно сцепленных участков поверхности. Для того чтобы избежать этого, в состав импрегнатора введен мономер Е-капролактама, который блокирует свободные радикалы, т.е. свободные радикалы вступают в реакцию синтеза с мономером Е-капролактама. В результате этого происходит восстановление полимерной цепи и образуются самогенерирующиеся органические пленки, способствующие более равномерному распределению контактных давлений и предотвращающие появление наклепа при боль гаих усилиях шлифования.
Находящийся в матрице полимера формиат меди разлагается при температуре шлифования с выделением металла в коллоидном состоянии, который, обладая высокой химической активностью, взаимодействует с обрабатываемой поверхностью и образует на ней антифрикционные пленки. Таким образом, процесс
i
Ш
ел
О1
со
СО О СП
3135
трения локализуется в тончайшем поверхностном слое и тем самым создается локализованный положительный градиент прочности на сдвиг, что облег- чает деформирование материала.
И, наконец, при высоких температурах шлифования ъ сталях, содержащих значительное количество никеля и железа, например, нержавеющих, происхо- дит взаимодействие этих металлов с расплавом поликапроамида, в результате чего на поверхности обрабатываемой детали возникает тончайший (/1-2 мкм)
зивными кругами из электрокорунда ПП 200x20x32 мм на повышенных режимах: скорость вращения круга 35 м/с, продольная подача 1,5 м/мин, поперечная подача 0,08 мм/дв ход. Станок мод. ЗЕ711В-1.
Круги пропитывались известным и предлагаемым способами.
После пропитки круги сушились при 75 С в течение 3,5 ч.
Граничные значения содержания компонентов в со.ставе обусловлены мини
| название | год | авторы | номер документа |
|---|---|---|---|
| Импрегнатор абразивного инструмента | 1986 |
|
SU1348155A1 |
| Состав импрегнатора для абразивного инструмента | 1985 |
|
SU1255415A1 |
| Импрегнатор абразивного инструмента | 1984 |
|
SU1247385A1 |
| Состав для пропитки абразивного инструмента | 1987 |
|
SU1468730A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА НА КЕРАМИЧЕСКОЙ СВЯЗКЕ, ПРЕДНАЗНАЧЕННОГО ДЛЯ ШЛИФОВАНИЯ ПЛАЗМЕННЫХ ПОКРЫТИЙ НА НИКЕЛЕВОЙ И ЖЕЛЕЗНОЙ ОСНОВЕ | 2013 |
|
RU2550681C1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2004 |
|
RU2284895C2 |
| Способ изготовления абразивного инструмента | 1983 |
|
SU1131640A1 |
| Состав для пропитки абразивного инструмента на керамической связке | 1989 |
|
SU1701503A1 |
| Масса для изготовления абразивного инструмента | 1985 |
|
SU1237406A1 |
| Импрегнатор абразивного инструмента | 1983 |
|
SU1131892A1 |
Изобретение относится к составам для пропитки абразивного инструмента, используемого при шлифовании как с применением, так и без применения СОЖ. Целью изобретения является повышение качества обрабатываемой поверхности заготовок из труднообрабатываемых материалов. Импрегнатор содержит следующие компоненты, мас.%: поликапроамид 40-50, формиат меди 10-20, мономер E-капролактама - остальное. 2 табл.
слой металлополимера, который способ- $ мальными значениями микротвердости,
ствует повышению износостойкости де- т|алей при их эксплуатации, блокируя распространение поверхностных трещин.
Импрегнатор готовят следующим образом.20
Поликапроамид с молекулярной мас- сЬй 15000 расплавляют в ванне при 225DC. В расплав последовательно вводят Е-капролактям и формиат меди (мед- н|ая соль муравьиной кислоты). Расплав 25 тщательно перемешивают в течение 10 мин. Нагретые до 40-50 С абразивные круги опускаю т в расплав, выдерживают 10 мин, вынимают из ванны и сушат при 70-80°С в течение 3-4 ч. 30
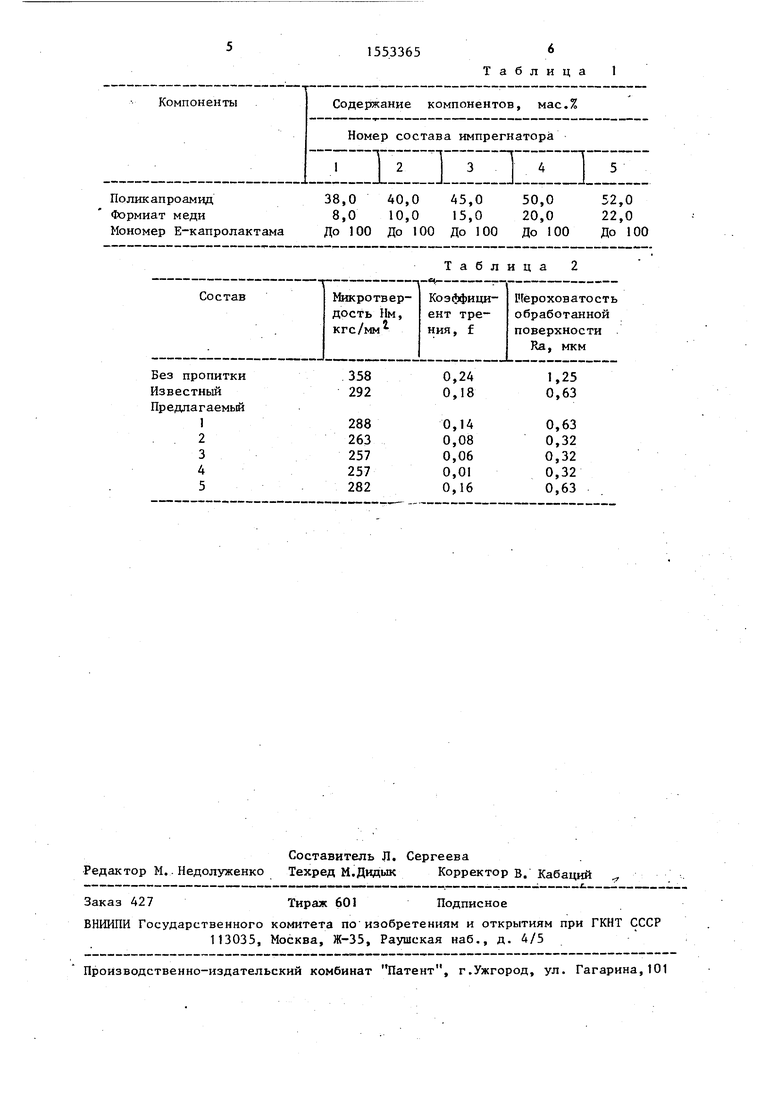
Для определения оптимального содер- ж|ания компонентов было изготовлено насколько опытных составов импрегна- тора (табл. 1). Степень эффективности
каждого состава оценивалась по величине наклепа, коэффициента трения и шероховатости обработанной поверхности.
Степень наклепа деталей после шлифования определялось путем замера кционное вещество, отличаюротвердости поверхностных слоев с по- м0щью прибора ПМТ-3 при нагрузке 981 Н.
Фрикционные характеристики изучались на машине трения МИ-Ш при нагрузке 3 МПа и скорости скольжения 0,3 м/с при взаимодействии со сталь- шьми образцами (с-.аль Х18Н9Т, HRC 52- 53 Ra 1,25).
Шероховатость обработанной поверхности оценивалась визуально с помощью эталонов.
Шлифование из нержавеющей стали XI8H9T (HRC 52-53) проводилось абра
коэффициента трения и шероховатости обработанной поверхности. Снижение или увеличение содержания компонентов по отношению к оптимальному приводит к ухудшению показателей (табл„ 2).
Таким образом, из результатов ис-1 пытаний следует, что оптимальными составами, обуславливающими максимальный положительный эффект являются составы 2-4.
При шлифовании сталей кругами, им- прегнированньми данным составом на повышенных режимах отсутствует наклеп обработанной поверхности и коэффициент трения значительно снижается, что позволяет улучшить качество обработанной поверхности деталей из труднообрабатываемых материалов и повысить их износостойкость.
Формула изобретения
Импрегнатор абразивного инструмента, содержащий полимер и антифрикционное вещество, отличаю
щ и и с я тем, что, с целью повышения качества обрабатываемой поверхности заготовок из труднообрабатываемых материалов, импрегнатор дополнительно содержит мономер Е-капралакта- ма, при этом в качестве полимера состав содержит поликапроамид, а в качестве антифрикционного вещества - формиат меди при следующем соотношении компонентов, мас.%:
Ноликапроамид 40-50
Формиат меди 10-20
Мономер Е-капролактамаОстальное
288 263 257 257 282
Таблица
Таблица
0,63 0,32 0,32 0,32 0,63
| Способ пропитки абразивного инструмента | 1983 |
|
SU1139619A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
