(54) ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕОНЫХ ПЛИТ


| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия производства древесностружечных плит | 1983 |
|
SU1165579A1 |
| Прессовая установка для производства древесно-волокнистых плит | 1982 |
|
SU1105535A1 |
| Линия производства древесностружечных плит | 1990 |
|
SU1838095A3 |
| Многоэтажный пресс | 1977 |
|
SU670454A1 |
| Линия для производства древесностружечных плит | 1982 |
|
SU1092048A1 |
| Линия для изготовления древесностружечных плит | 1983 |
|
SU1106670A1 |
| Линия производства плит из древесной массы | 1976 |
|
SU592613A1 |
| Линия бесподдонного изготовления древесностружечных плит | 1980 |
|
SU897580A1 |
| Линия для производства многослойных древесностружечных плит | 1976 |
|
SU648439A1 |
| УСТАНОВКА ДЛЯ ХИМИЧЕСКОЙ ОБРАБОТКИ ПЛИТНЫХ МАТЕРИАЛОВ | 1996 |
|
RU2109627C1 |
I
Изобретение относится к области производства строительных материалов, точнее к линиям для изготовления древесных плит способом горячего прессования и может быть использовано в деревообрабатывающей промышленности.
Известна линия для производства древесностружечных плит, включающая машину для формирования стружечных брикетсе, пресс для предварительного уплотнения брикетов, многоэтажный пресс горячего прессования с загрузочной и разгрузочной этажерками, систему конвейеров для перемещения брикетов, транспортных металлических листов и изготовленных плит l..
Недостатками такой линии являются ее невысокая производительность и нестабильность качества плит, иэ-за длительной выдержки брикетов в горячем прессе и различного времени выдержки фикетов в загрузочной этажерке.
Известна и другая линия для изготовления древесностружечных плит, содержащая мащину для формирования брикетов нз
цревесной пресс-массы, приспособление для подогрева брикетов на lO-SO C токами высокой частоты, пресс для предварительного уплотнения брикетов, многоэтажный пресс горячего прессования с загрузочной и разгрузочной этажерками и конвейер с транспортными листами 2,
Недостатком этой линии является нестабильность качества плнт иэ-за различной интенсивности подсыхания фикетов в период нахождения их в загрузочной этажерке.
Цель изобретения - повыщение производительности и качества древесных плит.
Это достигается тем, что линия содержит установленную перед горячим прессом психро-термическую камеру, в которой размешена загрузочная этажерка, а приспособление для прогрева брикетов установлено после пресса для предварительного их уплотнения.
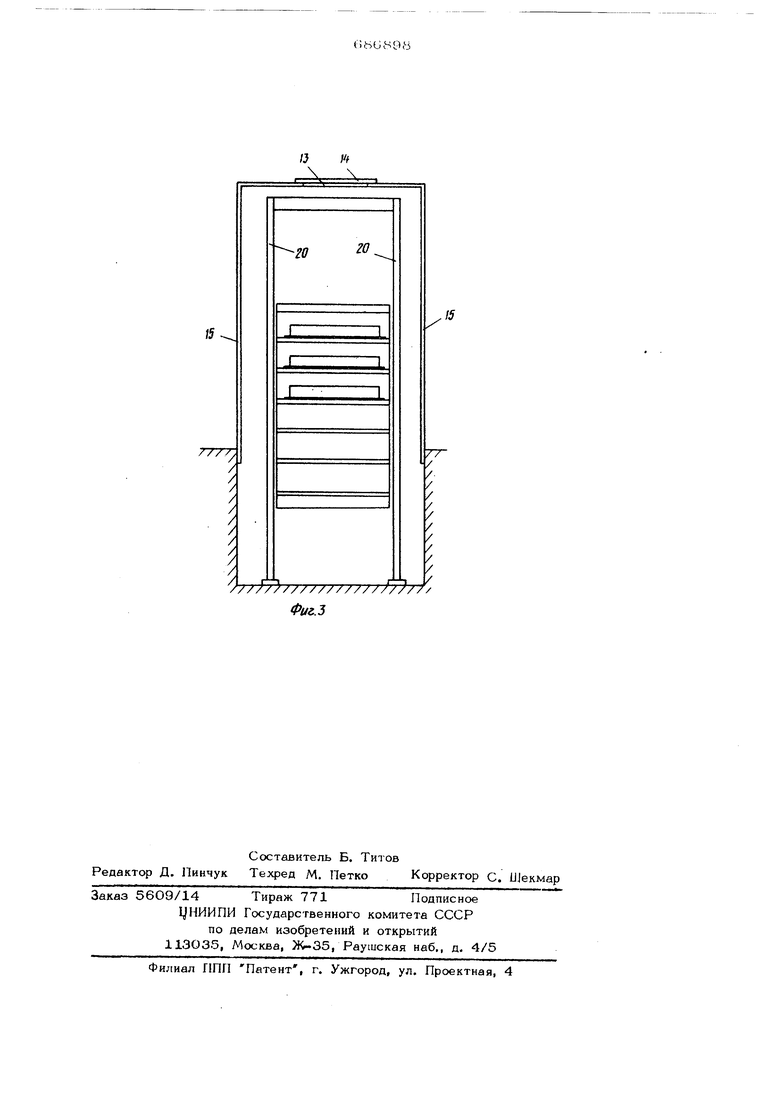
На фиг. 1 изображена принципиальная схема линии для изготовления древесных плит; на фиг. 2 - участок линии с за3.lyaoHiOH Э1 жоркой, пснхро-термическо камерой и горячим прессом, продольный рпзрез; ня фиг. 3 - психро-термическая камера и за1 рузочная этажерка, поперечный рачзрез. Линия для изготовления древесных плит включает машину 1 для формирования брикетов из древесной прессмассы, пресс 2 для предварительного уплотнения брикетов, приспособление 3 для подогрева брикетов, психро-термическую камеру 4, загрузочную этажерку 5, многоэтажный пресс 6 горячего прессования, разгрузочную этажерку 7, конвейеры 8 для перемещения транспортных металлических листов, брикетов и готовых плит. Психро-термическая камера 4 имеет теплоизолированные стены 9 и потолок 1О (фиг. 2). Передняя стена камеры 4 (со- стороны пресса 6) представляет собой подвижную плиту 11,:закрепленную на нижней траверсе пресса 6, и неподвиж ный щит 12; на участке горячих рабочих плит пресса 6 стека отсутствует. Требуе мый влажностно-температурный режим в камере 4 создается и поддерживается с помощью системы известных автоматических контрольно-регулирующих приборов (электроконтактных психометров и термо метров) и рабочих устройств для увлажнения и подогрева воздуха (электромеханического распылителя воды и электронагревателей), которые на чертежах не пок заны. Равномерное распределение температуры и относительной влажности возду- ха внутри камеры 4 обеспечивается его циркуляцией со скоростью 0,1-1 м/сек от отдельного вентилятора и распределительного устройства либо посредством специального раслэгожения рабочих устройств для поцо рэва воздуха. Естествен ная вентиляция камеры 4 может осущест вляться через отверстие 13, открывание которого регулируется крыщкой .14. На боковых стенах кам ры 4 предусмотрены остекленные открывающиеся окна 15. Подача брикетов в загрузочную этажерку 5 производится через проем 16 камеры 4 с откидывающейся завесой. 17 из полиэтиленовой пленки или какой-либо ткан В камере 4 смонтирован загрузчик 18 брикетов из загрузочной этажерки 5 в пресс 6. Движение по вертикали загрузочной этажерки 5 осуществляется от хидроцилиндров 19 по направляющим 20 рамы этой этажерки. 9 8.4 Линия для я.:ич,)тоял(..пия дролГЧ1Ь1 ; плит работает с;леду101иим образом. Дрегзесная стружка, Г1ереме;1шниая со связующим, загружается в машину 1, которая формирует из этой пресс-массы брикеты на транспортных металлических листах, установленных на конвейере 8. Затем брикеты на транспортных листах конвейером 8 подаются в пресс 2 дл.ч предварительного их уплотнения, откуда подпрессованные брикеты поступают в приспособление 3, где они подогреваются до ЗО-10О С. Температура подогрева должна быть ниже температуры интенсивной полимеризации связующего. Из приспособления 3 брикеты на транспортных.листах конвейером 8 подаются в психро-термическую камеру 4 через проем 16 н укладываются в загрузочную этажерку 5. В камере 4 поддерживается температура воздуха равная или близкая температуре, до которой были нагреты брикеты в приспособлении 3, а относительная влажность воздуха - равновесной по отношению к влажности наружных слоев брикетов. Например, при влажности наружных слоев брикета равной 14% равновесная влажность воздуха будет около 80%. Это позволяет сохранить первоначальную температуру и влажность всех брикетов, наход5 щихся в загрузочной этажерке 5. После загрузки этажерки 5 брикетами производится загрузка пресса 6 с помои1ью загрузчика 18. Наблюдение за наполнением загрузочной этажерки 5 и загрузкой пресса 6, а также технологическое обслуживание загрузочной этажерки 5производится через окна 15 камерь: 4. После заг эузки пресса 6 брикетами и смыкания его рабочих плит, имеющих температуру 140 180С, контактирование влажной наружной поверхности брикетов с горячими плитами пресса приводит к быстрому выпариванию влаги из наруя ных слоев и проникновению образуемого перегретого пара внутрь брикета. Тем самым вся масса каждого брикета в прессе 6 ускоренно нагревается и связующее брикета интенсивно полимеризуПо окончании процесса прессования рабочие плиты пресса,6 размыкаются, загрузчик 18 заталкивает очередные транспортные листы с брикетами в пресс 6с загрузочной этажерки 5, при этом транспортные листы своей передней кромкой выталкивают из пресса 6 отпрессованные плиты в разгрузочную этажерку 7, Из этажерки 7 древесные плиты поступаю-f на конвейер 8, .а затем на склад либо на далтзненшую обработку согласно заданному технологическому процессу. В предлагвемой линии благодаря применению психро-термической камеры 4 создаются оптимальные условия для прессования брикетов в горячем прессе 6 за счет предварительного подогрева брикетов в приспособлении 3 до сравнительно ВЫСОКОЙ температуры, одинаковой температуры и влажности всех брикетов при загрузке их в пресс 6 независимо от времени выдержки их в загрузочной этажерке 5. Таким образом, цикл прессования в го рячем прессе, например, плит толщиной 18-20 мм может быть сокращен до 35 мин {вместо 5-7 мин), что увеличивает производительность на 1О-50% и улуч шает качество изготавливаемых древесны Формула изобретения Линия для изготовления древесных плит, включающая машину дляформирова/82 / H А 13 ii J-. t I ния брикетов из древесной пресс-массы, пресс для предварительного уплотнения брикетов, приспособление для подогрева брикетов, многоэтажный пресс горячего прессования, загрузочную и разгрузочную этажерки и конвейер .с транспортными листами, отличающаяся тем, что, с целью повьшзения производительности и качества древесных плит, линия содержит установленную перед горячим прессом психро-термическую камеру, в которой размещена загрузочная этажерка, а приспособление для подогрева брикетов установлено после пресса для предварительного их уплотнения. Источники информации, принятые во внимание при экспертизе 1. Шварцман Г. М. и др. Технологи,. идьарцман i. v,. „ др. 1ехнологи. ческие основы автоматизации производства древесностружечных плит. - М 1976, с. 232. 2. Акцептованная заявка ФРГ ч 2.243.028, кл. В 29 5/04, опу5лик. 1975 (прототип). If
