1П
MaofipoTPiitie откосится к технике для иакссрлип гппотермическлх покрр.- тий распьшоннем на изделие, а также для подготовки поперхпостей под покрытие .
Цель изобретпиип - расширение технологических яочможностсй и повьпиение надежности.
л.
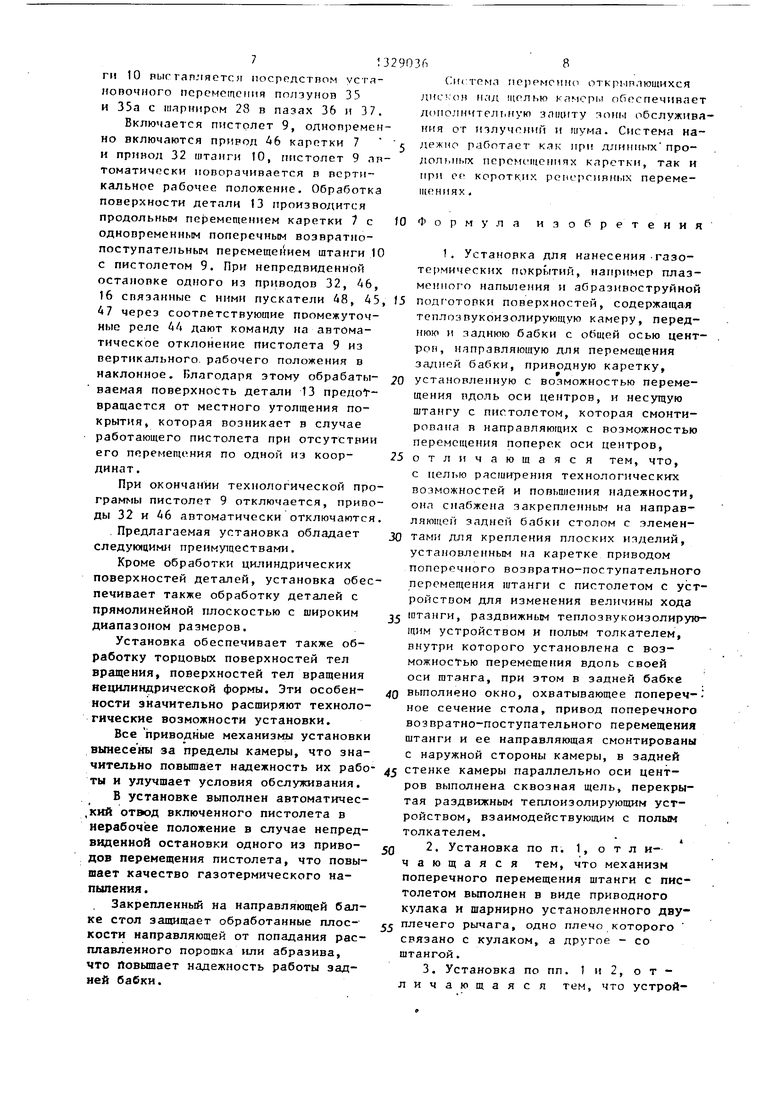
На фиг. 1 показана предлагаемая установка, пид спереди; на фиг. 2 - разрез А-А на фиг. 1; на фиг, 3 - вид по стрелке Б на.фиг. 2 со снятой теплозвукоизолирующей камерой; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5-узел I на фиг. 3; на фиг. 6 - разрез Г-Г на фиг. 5; на фиг. 7 - узел II на фиг. 2; на фиг. 8 - пид по стрелке Д на фиг 7; на фиг. 9 - взаимосвязь элемент. при напылении торца; на фиг, 10 - 1д по стрелке Ж на фиг. 2; на фиг. 11 - разрез И-И на фиг. 10; на фиг. 12 - взаимосвязь элементов при отююнрнии пистолета; на фиг. 13 - мсхлнтм перемещения штанги при обработке дстллей ипци- линдрической форм111.
Установка для нанесения газоторми- ческих Покрытий с:одсржит теплозпуко- изоляционную камеру 1, закрепленную на станине 2, переднюю приводную бабку 3 и заднюю бабку А с общей горизонтальной осью 5 цонтроп, Направляющую балку 6, приходную каретку 7, установленную на направляющей 8 с возможностью перемещения параллельно -оси 5, пистолет 9, смонтированный на штанге 10, которая установлена на каретке 7 в направляющих 11 с .возможностью перемещения перпендикулярно оси 5.
Задняя бабка установлена на направляющей балке 6 с возможностью установочного гтеренещения вдоль оси 5 на этой же напраиляющей балке 6 закреплен стол 12 для установки на нем плоских деталей 13. Для закрепления дета/ ей 13 на столе 12 вь1полне11ы зле- менты 1А крепления детали 13, например шпанайзы. Продольный и попереч ый размеры стола 12 выполнены большими, чем соответствующие размер1|| обработанных плоскостеи 15 направляющей балки 6.
Передняя бабка Т снабжена приводом 16 с изменяюшимгя числом оборотов для вращения плтрпиа 17 с обрабатываемой цилиндр11Чр гг деталью 18. При362
нпд 16 снабжен задатчиком 19 обо- ротоп.
Камера 1 включает в себя заднюю стенку 20, две боковые стенки ZI, 22 и переднюю раздвижную стенку 23, состоящую из дверей 2 и 25.
Направляющая 8 закреплена на станине 2 с наружной стороны стенки 20 камеры 1, приводная каретка 7 также расположена с наружной стороны стенки 20.
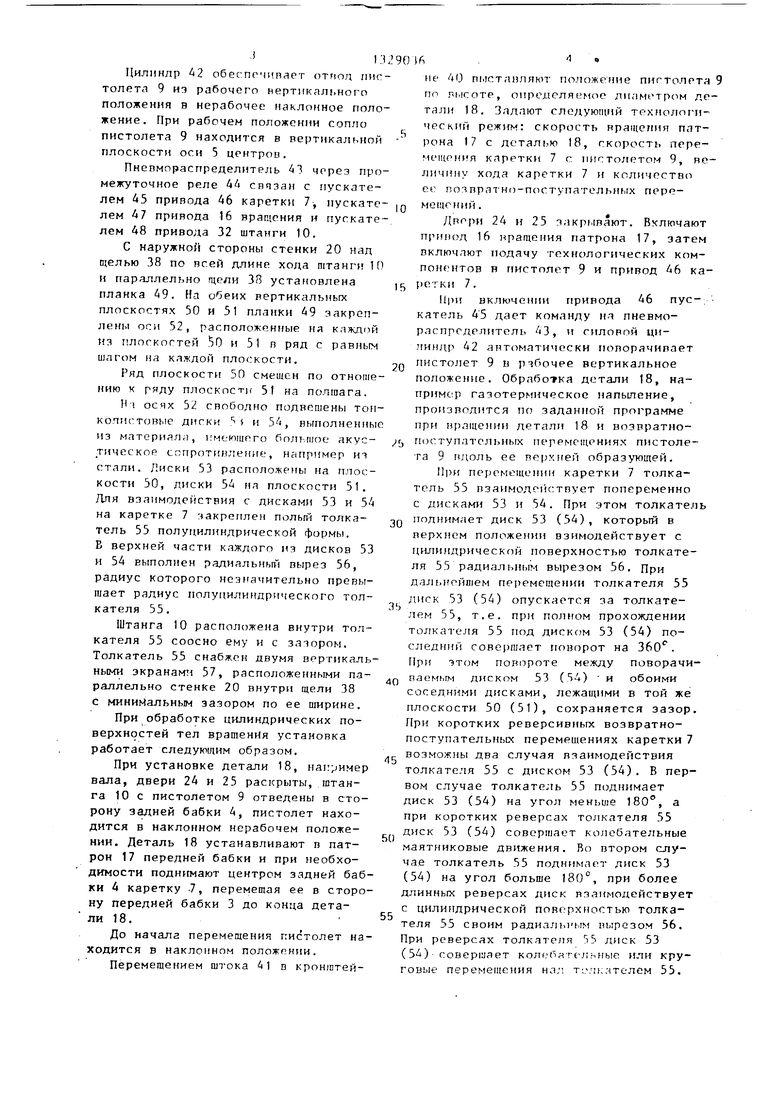
Задний конец штанги 10 соединен с плечом 26 двуплечего рычага 27, ко- торый смонтирован на шарнире 28, установленном на каретке 7.
Плечо 29 рычага 27 взаимодействует с кулаком 30, закрепленным на валу 31, который снабжен приводом 32 вра- щения.
Вал 31 вращается с постоянной скоростью, обеспечивая постоянную ско- .рость перемещения штанги 10 от кулака 30. На валу 31 закреплен также ку- лак 33, который посредством шарнирно устлнопленного двуплечег-о рычлга 3 втаимоденстпует с расположенными на каретке 7 задатчиком 19 оборотов при- пола 1 Гз патрона 17.
Профиль кулака 33 выполнен таким обрат(5м, что при вращении его с постоянной скоростью он через задатчик 19 обо эотов меняет скорость вращения привода 16 по заданному закону.
Шарнир 28 установлен в ползунах 35 и 35а, которые смонтированы с возможностью установочного перемещения соответственно в пазах 36 и 37.
Лаз 36 вьтолнен в корпусе карет- ки 7 параллельно оси 5 центров, а паз 37 выполнен в рычаге 27 параллельно длине последнего.
Штанга 10 проходит внутрь РЫ 1 сквозь щель 38, которая выполнена в задней стенке 20 параллельно оси 5 центров по всей длине хода каретки 7.
На переднём конце щтанги 10 на шарнире 39, ось которого параллельна оси 5 центров, смонтирован поворотный кронштейн АО, на котором с возможностью установочного перемещения ycTaHoBJiefi шток 41. Пистолет 9 за- креплен зажимом на штоке 41.
11о1 оротньп 1 кронштейн АО связан с силорым цилиндром 42, которьй шарнирно установлен на штанге 10 и уп- раплчется пневмораспределителг м 43.
Цилинлр 2 обеспгчиплет отпод пнс толетл 9 из рабочего нертикал1,ного положения в нерабочее наклонное положение. При рабочем положении сопло пистолета 9 находится в вертикальной плоскости оси 5 центроо.
Пнепмораспределитель 43 через промежуточное реле Aii снпзан с пускателем 45 привода А6 каретки 7, пускателем привода 16 врагдения и пускателем 48 привода 32 штанги 10.
С наружной стороны стенки 20 над щелью 38 по всей длине хода штанги К и параллельно гцели 38 установлена планка 49. На обеих вертикальных плоскостях 50 и 51 планки 49 закреплены оси 52, расположенные ня каждой из плоскостей .0 и 51 в ряд с равным шагом на каждой плоскости.
Ряд плоскости 50 смешен по отнопге- нию к ряду плоскост) 51 на полшага.
осях 52 свободно подвешены тонколистовые диски . и 5, выполненные из материала, имеющего большое акустическое сопротиилекие, например из стали. Лиски 53 pacпoлoжeF ы на плоскости 50, диски 54 на плоскости 51. Для взаимодействия с дисками 53 и 54 на каретке 7 закреплен польш толкатель 55 полупилиндрической формы. В верхней части каждого из дисков 53 и 54 выполнен радиальный вырез 56, радиус которого нез( ачительно превышает радиус полуцилиндрического толкателя 55.
Штанга 10 расположена внутри толкателя 55 соосно ему и с зазором. Толкатель 55 снабжен двумя вертикальными экранами 57, расположенными параллельно стенке 20 внутри щели 38 с минимальным зазором по ее ширине.
При обработке цилиндрических поверхностей тел вращения установка работает следующим образом.
При установке детали 18, нап /имер вала, двери 24 и 25 раскрыты, штанга 10 с пистолетом 9 отведены в сторону задней бабки 4, пистолет находится в наклонном нерабочем положении. Деталь 18 устанавливают в патрон 17 передней бабки и при необходимости пoднftмaют центром задней бабки А каретку 7, перемещая ее в сторону передней бабки 3 до конца детали 18.
До начала перемещения пистолет находится в наклонном положении.
Перемещением штока 41 в кронгатей5
10
15
20
90(6 -I
Fie 40 П1.1СТЛПЛЯЮТ положение пистолета 9 по яысоте, определяемое диаметром детали 18. Задают следующий технолог-и- ческий режим: скорость вращения патрона 17 с детал1зЮ 18, скорость перемещения каретки 7 с пистолетом 9, ве- отчину хода каретки 7 и количество ее позпратно-поступательных перемещений.
Дпори 24 и 25 закрывают. Включают принод 16 нращения патрона 17, затем включают подачу технологических компонентов в пистолет 9 и привод 46 каретки 7.
11|1И включении привода 46 пускатель 45 дает команду на пневмо- распрсделитель 43, и силовой цилиндр 42 автоматически поворачивает пистолет 9 и рабочее вертикальное положение. Обработка детали 18, например газотермическое напыление, производится по заданной программе при нращении детали 18 и возвратно- г, Г1()ступател15иых перемещениях пистолета 9 пдоль ее верхней образующей.
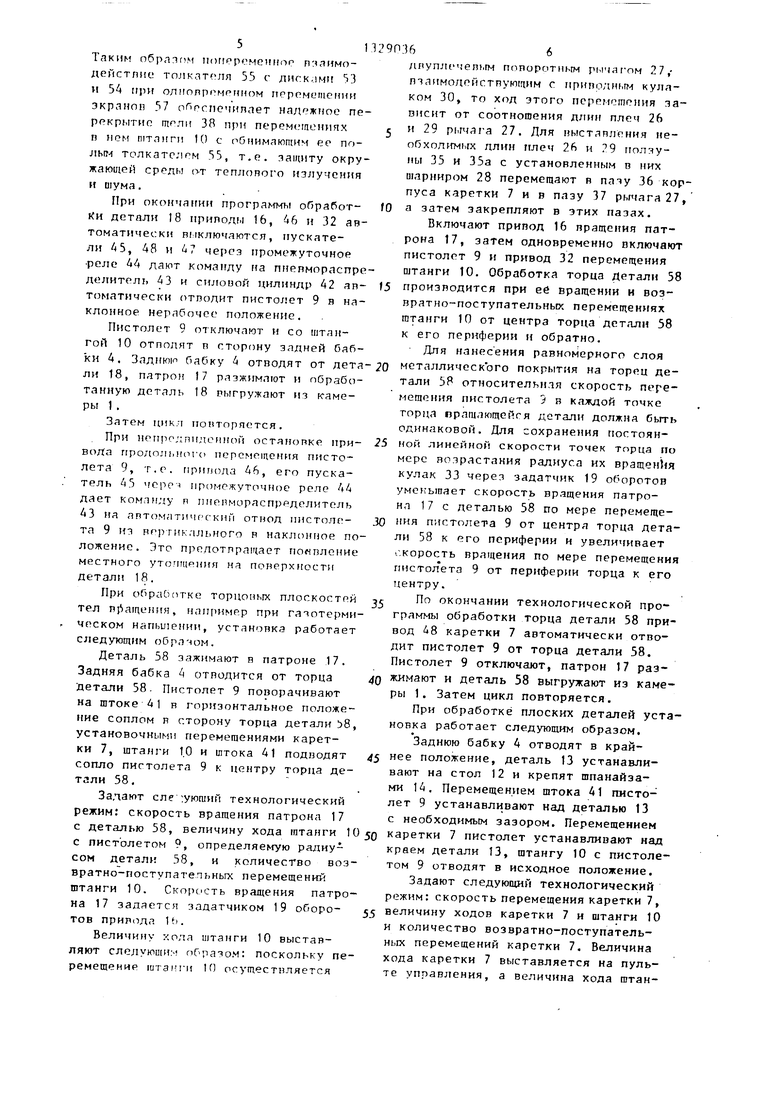
)и перемещении каретки 7 толкатель 55 пзаимодеГ1стпует попеременно с дисками 53 и 54. При этом толкатель поднимает диск 53 (54), который в верхнем положении взимодействует с цилиндрической поверхностью толкателя 55 радиальНЕ 1 -1 вырезом 56. При дальнейшем перемещении толкателя 55 диск 53 (54) опускается за толкателем 55, т.е. при полном прохождении толкателя 55 гтод диском 53 (54) последний совершает поворот на 360 . При этом повороте между поворачиваемым диском 53 (54) И обоими соседними дисками, лежащими в той же плоскости 50 (51), сохраняется зазор. При коротких реверсивных возвратно- поступательньсх перемещениях каретки 7 возможны два случая взаимодействия толкателя 55 с диском 53 (54). В первом случае толкате;ть 55 поднимает диск 53 (54) на угол меньше 180°, а
30
-3
0
5
50
55
при коротких реверсах толкателя 55 диск 53 (54) coBepiuaeT колебательные маятниковые движения. Во втором случае толкатель 55 поднимае т диск 53 (54) на угол больше 180°, при более длинных реверсах диск взаимодействует с цилиндрической повпрхр{остью толкателя 55 своим радиалы ым пырсзом 56. При реверсах толкателя 55 диск 53 (54) совершает кол(. баге льные или круговые перемещения на; т;./и;:чтелем 55.
5М
Таким обрлпг м попрромечное пгчяимо- дейстпие толк,ятолл 55 с дмгк,:1ми 53 и ЗА при оянопрпмрином перомсшснин экранон 57 п Г спочиппет пе- рркрытис тглп 38 при перем( томипх п иом П1ТЛИГИ 10 с обиимлютим кс по- толкатслпм 55, т.е. защиту окружающей срель от теплоног о излучения и шума.
При окончании пporpa f чы обработ- Ки детали 18 ирипод, 16, -t6 и 32 автоматически в 1ключаются, пускатели 45, 48 и 47 через промежуточное реле Д4 дают команду на пнеимораспре делитель 43 и силооой цилиндр 42 an- Т(зматически отподит писта/ ет 9 в ня- клоиное нерабочее положение.
Пистолет 9 отключают и со штангой 10 отподят п сторону задней бабки 4. Заднюю бабку 4 отводят от дета ли 18, патрон 17 разжимают и обработанную деталь 18 выгружают из камеры 1 ,
Затем цикл гтопторяется .
При )1епролпиле(:ной останопке при- воЯа продольногс перемещения пистолета 9, т.е. приглзда 46, его пускатель 45 череч 11р()мсжуточ)ое реле 44 дает комлнлу п пнеимораспределитель 43 на аптоматичгч кий отнод пистоле- та 9 из вер гикал1 ного в наклонное положение. Это предотпра чает появление местного утолщения на поверхности детали 18.
При обработке торцочьгх плоскостей тел П1 1ащс ния, fianrniMep при гатотерми ческом напьшении, установка работает следующим образом.
Деталь 58 зажимают в патроне 17. Задняя бабка 4 отподится от торца детали 58. Пистолет 9 поворачивают на штоке 41 в горизонтальное положение Соплом R сторону торца детали 58 установочными перемегаениями каретки 7, штанги 10 и штока 41 подводят сопло пистолета 9 к центру торца детали 38,
Залают еле ;уюший технологический режим: скорость вращения патрона 17 с деталью 38, величину хода гатанги 1 с пистолетом 9, oпpeдeляe гyю радиусом детали 58, и количество возвратно-поступательных перемещений штанги 10. Скореють вращения патрона 17 задается задатчиком 19 оборо- тов прип(1да И).
Величину холл штанги 10 выставляют следующи:- г) поскольку перемещение гитамги 10 осуществляется
366
двуплечеш.гм поворотным р1,1чаг ом 27,- пзаимодейстпующим с припол(и,г кулаком 30, то ход этого псррмсшсния зависит от соотношения длин плеч 26 и 29 pdmai a 27. Для выставления не- обхолимьгх длин плеч 26 и . 9 ползуны 33 и ЗЗа с установленным в них шарниром 28 перемещают в пазу 36 корпуса каретки 7 и в плзу 37 рычага 27 а затем закрепляют в этих пазах.
Включают припоя 16 вращения патрона 17, затем одновременно включают пистолет 9 и привод 32 перемещения штанги 1C. Обработка торца Детали 38 производится при ей вращении и возврат но- посту па тел ьньк перемещениях штанги 10 от центра торца детали 38 к его периферии и обратно.
Для нанесения равномерного слоя металлического покрытия на торец детали 38 относительнля скорость перемещения пистолета 5 в каждой точке торца вращающейся детали должна быть одинаковой. Для сохранения постоянной линейной скорости точек торца по мере возрастания радиуса их вращения кулак 33 через задатчик 19 оборотов уменьшает скорость вращения патро- нл 17с деталью 38 по мере перемещения пистолета 9 от центра торца детали 58 к его периферии и увеличивает г.корость вращения по мере перемещени пистол ета 9 от периферии торца к его центру.
По окончании технологической программы обработки торца детали 38 привод 48 каретки 7 автоматически отводит пистолет 9 от торца детали 38. Пистолет 9 отключают, патрон 17 разжимают и деталь 58 выгружают из камеры 1. Затем цикл повторяется.
При обработке плоских деталей установка работает следующим образом.
Заднюю бабку 4 отводят в крайнее положение, деталь 13 устанавливают на стол 12 и крепят шпанайза- ми 14. Перемещением штока 41 писто-- лет 9 устанавливают над деталью 13 с необходимьсм зазором. Перемещением каретки 7 пистолет устанавливают над краем детали 13, штангу 10 с пистолетом 9 отводят в исходное положение.
Задают следующий технологический режим: скорость перемещения каретки 7, величину ходов каретки 7 и штанги 10 и количество возвратно-поступательных перемещений каретки 7. Величина хода каретки 7 выставляется на пульте управления, а величина хода штан7;32903Г1
ги 10 выг тап- гяется посродстпом уста- иопочного перемещения ползунов 35 и 35а с шлрниром 28 в пазах 36 и 37.
Включается пистолет 9, однопремен- но включаются природ Ь каретки 7 н привод 32 штанги 10, пистолет 9 лп- томатичсски поворачивается в вертикальное рабочее положение. Обработка поверхности детали 13 производится продольным перемещением каретки 7 с одновременным поперечным возвратно- поступательным перемещением штанги 10 с пистолетом 9. При непредвиденноГ остановке одного из приводов 32, 46,
Си( темп iieppMCHHci открмплюшихся диск(1Н Fi:ui щелью кпмсрм обеспечивае догюлнчтелт.ную злщиту зоны обслужив ния от излучений и шума. Система на дежио работает как при длинных продольных iicpcMt ruGHtinx клрстки, так и при ef коротких роисрсившлх перемещениях ,
(О Формула изобретения
1. Установка для нанесения-газо- термических покрытий, например плазменного напыления и абразивоструйной
теплозвукоизолирующую камеру, переднюю и заднюю бабки с общей осью цент рои, направляющую для перемещения задней бабки, приводную каретку,
20
16 связанные с ними пускатели (iS, 45, (5 подготовки поверхностей, содержащая 47 через соответствующие промежуточные реле 44 дают команду на автоматическое отклонение пистолета 9 из вертикального, рабочего положения в наклонное. Благодаря этому обрабатываемая поверхность детали 13 предо - вращается от местного утолщения покрытия, которая возникает в случае работающего пистолета при отсутствии его перемещения по одной из координат.
При окончании технологической программы пистолет 9 отключается, приводы 32 и 46 автоматически отключаются.
. Предлагаемая установка обладает следующими преимуществами.
Кроме обработки цилиндрических поверхностей деталей, установка обеспечивает также обработку деталей с прямолинейной плоскостью с широким диапазоном размеров.
Установка обеспечивает также обработку торцовых поверхностей тел вращения, поверхностей тел вращения нецилиндрической формы. Эти особенности значительно расширяют технологические возможности установки.
Все приводные механизмы установки вьшесены за пределы камеры, что знаустановленную с возможностью перемещения вдоль оси центров, и несущую штангу с пистолетом, которая смонтирована в направляющих с возможностью перемещения поперек оси центров,
25 отличающаяся тем, что, с целью расширения технологических возможностей и повьш)е11ия надежности, онл снабжена закрепленным на направляющей задней бабки столом с элемен30 тами для крепления плоских изделий, установленным на каретке приводом поперечного возвратно-поступательног перемещения штанги с пистолетом с ус ройством для изменения величины хода
jj штанги, раздвижным теплозвукоизолирую щим устройством и полым толкателем, внутри которого установлена с возможностью перемещения вдоль своей оси штанга, при этом в задней бабке
40 выполнено окно, охватывающее поперечное сечение стола, привод поперечного возвратно-поступательного перемещения щтанги и ее направляющая смонтированы с наружной стороны камеры, в задней
чительно повышает надежность их рабо- стенке камеры параллельно оси центты и улучшает условия обслуживания.
В установке выполнен автоматичес- ,кий отвод включенного пистолета в нерабочее положение в случае непредвиденной остановки одного из приводов перемещения пистолета, что повышает качество газотермического напыления .
Закрепленный на направляющей балке стол защищает обработанные плоскости направляющей от попадания расплавленного порошка или абразива, что Повышает надежность работы задней бабки.
50
ров выполнена сквозная щель, перекры тая раздвижным теплоизолирующим устройством, взаимодействующим с полым толкателем.
2.Установка по п. 1, о т л и- чающаяся тем, что механизм поперечного перемещения штанги с пис толетом вьшолнен в виде приводного кулака и шарнирно установленного дву
плечего рычага, одно плечо которого связано с кулаком, а другое - со штангой.
3.Установка по пп. I и 2, отличающаяся тем, что устройСи( темп iieppMCHHci открмплюшихся диск(1Н Fi:ui щелью кпмсрм обеспечивает догюлнчтелт.ную злщиту зоны обслуживания от излучений и шума. Система на- дежио работает как при длинных продольных iicpcMt ruGHtinx клрстки, так и при ef коротких роисрсившлх перемещениях ,
Формула изобретения
1. Установка для нанесения-газо- термических покрытий, например плазменного напыления и абразивоструйной
теплозвукоизолирующую камеру, переднюю и заднюю бабки с общей осью цент- рои, направляющую для перемещения задней бабки, приводную каретку,
подготовки поверхностей, содержащая
20
(5 подготовки поверхностей, содержащая
установленную с возможностью перемещения вдоль оси центров, и несущую штангу с пистолетом, которая смонтирована в направляющих с возможностью перемещения поперек оси центров,
25 отличающаяся тем, что, с целью расширения технологических возможностей и повьш)е11ия надежности, онл снабжена закрепленным на направляющей задней бабки столом с элемен30 тами для крепления плоских изделий, установленным на каретке приводом поперечного возвратно-поступательного перемещения штанги с пистолетом с устройством для изменения величины хода
jj штанги, раздвижным теплозвукоизолирую щим устройством и полым толкателем, внутри которого установлена с возможностью перемещения вдоль своей оси штанга, при этом в задней бабке
40 выполнено окно, охватывающее поперечное сечение стола, привод поперечного возвратно-поступательного перемещения щтанги и ее направляющая смонтированы с наружной стороны камеры, в задней
0
ров выполнена сквозная щель, перекрытая раздвижным теплоизолирующим устройством, взаимодействующим с полым толкателем.
2.Установка по п. 1, о т л и- чающаяся тем, что механизм поперечного перемещения штанги с пистолетом вьшолнен в виде приводного кулака и шарнирно установленного дву плечего рычага, одно плечо которого связано с кулаком, а другое - со штангой.
3.Установка по пп. I и 2, отличающаяся тем, что устройство для изменения величины хода поперечного перемещения штанги пистолета вьтолнено в виде шарнира, смонтированного в двух ползунах, которые установлены с возможностью регулированных смещений в двух пазах, один из которых выполнен в приводной каретке, а другой - в двуплечем рычаге параллельно его длине.
А. Установка по п. 1, о т л и - дающаяся тем, что, с целью повышения надежности путем защиты обработанных плоскостей направляющей задней бабки от расплавленного порошка или абразива, продольный и поперечный размеры стола выполнены боль- тимн, чем соответствующие размеры обработанных плоскостей направляющей.
5. Установка по п. 1, о т л и- чающаяся тем, что, с целью повышения качества газотермического покрытия, пистолет смонтирован на
штанге посредством шарнира, ось которого параллельна оси центров, и связан с силовым цилиндром, управляемым распределителем, который через промежуточное реле связан параллельно с пускателем привода каретки, пускателем привода поперечного перемещения пистолета и пускателем привода вращения.
6.Установка по п. 1, отличающаяся тем, что, с целью повьш1ения надежности, приводная каретка ,и ее направляющая установлены с наружной стороны камеры.
7.Установка по п. Г, о т л и- чающаяся тем, что раздвижное теплоэвукоизолирующее устройство щели выполнено в виде планки, установленной над щелью по всей ее длине и параллельно ей, с обеих сторон планки закреплены по два ряда осей.
25903610
расположенных с равным шагом в каждом ряду, ряд осей с одной стороны планки смещен по отношению к противоположному ряду на полшага, на осях
с свободно подвешены плоские тонколистовые диски, вьтолненные из материала, имеющего большое акустическое сопротивление, например из стали, и взаимодейстаукядие с полым толкате(0 лем своими торцовыми поверхностями, при зтом на толкателе закреплен теп лозвукоизолирующий экран.
8. Установка по пп. 1 и 7, о т - личаюшаяся тем, чГо, с це15 лью обеспечения надежности работы защитных дисков при коротких ре-, вёрсивных перемещениях пистолета, верхняя внешйяя поверхность полого толкателя выполнена цилиндрической,
20 а в верхней части каждого диска над осью его подвески вьтолнен радиальный вьфез, радиус которого на не- б ольшую величину превьш1ает радиус цилиндрической поверхности толкателя.
9.Установка по п. 1, о т л и - чающаяся тем, что, с целью обеспечения обработки тел вращения нецилиндрической формы, профиль кулака привода поперечного перемещения пистолета выполнен концентричным профилю обрабатываемой поверхности.
10.Установка по п. 1, отличающаяся тем, что для обеспечения обработки торцовых плоскостей тел вращения, на валу привода поперечного перемещения пистолета дополнительно закреплен кулак, который посредством шариирно установленного
двуплечего рычага взаимодействует с расположенным на приводной каретке задатчиком оборотов привода вращения передней бабки.
25
ФигЛ
gfe
Г- Г
26
30
/
Фиг.7
Z
Вид л
Фиг. 8
f9
иг.а
Вид/
fid
Фиг. Ю
56
31
Фиг. 13
Составитель В.Сазонов Редактор Л.Курасова Техред А.Кравчук Корректор.А.Тяско
Заказ 2491Тираж 828Подписное
ВШШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Произнодс твенно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4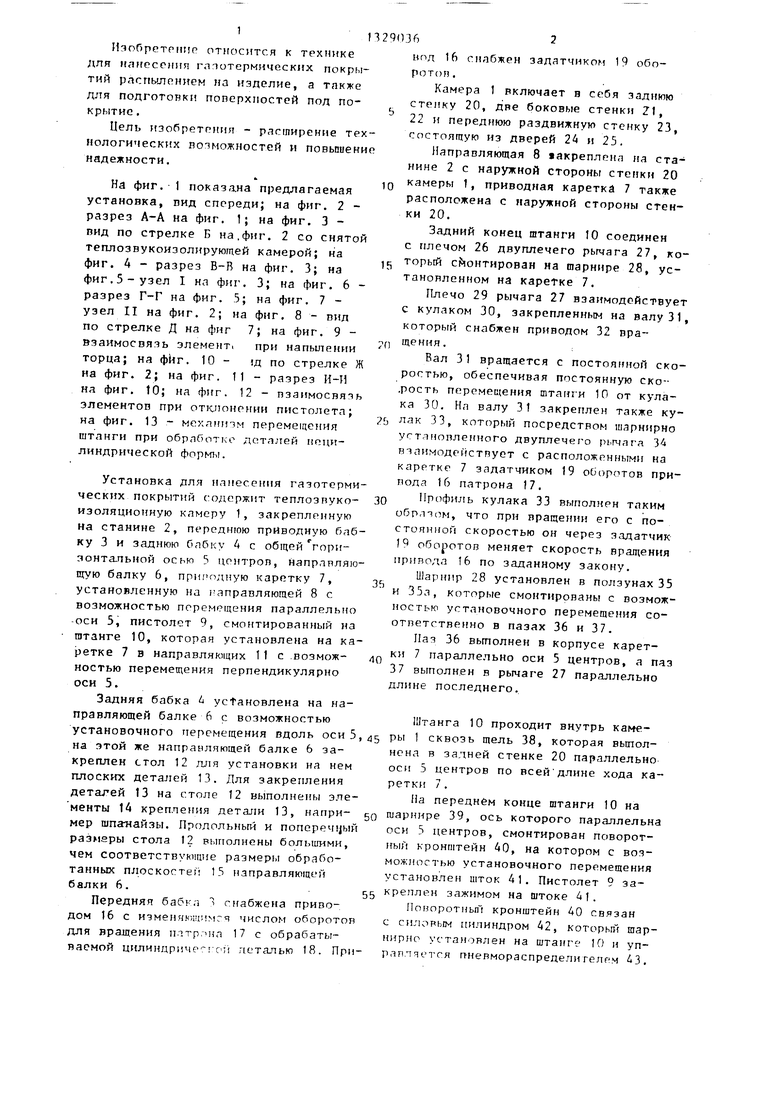
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПЛАЗМЕННОГО НАПЫЛЕНИЯ | 1995 |
|
RU2111066C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ | 1997 |
|
RU2120492C1 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |
| Устройство для обработки кольцевого желоба переменного профиля | 1973 |
|
SU515628A1 |
| Установка для центробежной биметаллизации втулок | 1984 |
|
SU1260110A1 |
| УСТАНОВКА ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ГАЗОТЕРМИЧЕСКИМ НАПЫЛЕНИЕМ | 1999 |
|
RU2175360C2 |
| Круглошлифовальный станок | 1988 |
|
SU1546235A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| СТАНОК ДЛЯ СВАРКИ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1972 |
|
SU348509A1 |






Изобретение относится к технике нанесения газотермических покрытий распылением на изделие. Целью изобретения является расширение технологических возможностей и повьппение надежности. Цель достигается тем, что установ ка вьтолнена в виде теплозву- коизоляционной камеры 1, в которой смонтированы приводная от привода 16 бабка -3 и задняя бабкэ 4, смонтированная.на нап1)авляющей балке, снабженной столом для установки на нем . плоских изделий. С наружной стороны задней стенки камеры 1 смонтирована направляющая, на которой установлена приводная каретка с возможностью перемещения оси 5 центров, на которой на штанге в направляющих установлен пистолет, имеющий возможностью перемещения перпендикулярно оси 5. Задний конец штанги кинематически связан с приводом, который обеспечивает постоянную скорость перемещения штанги, следовательно, и пистолета перпендикулярно оси 5 центров. Штанга проходит внутрь камеры 1 сквозь щель 38, выполненную в задней стенке параллельно оси 5 центров по всей длине хо-i да каретки. Щель 38 снабжена системой дисков, изолирую1цих камеру, но не препятствующих прохождению штанги через щель 38 в процессе работы. Передний конец штанги кинематически связан с силовым цилиндром, обеспечивающим отвод пистолета из рабочего вертикального положения в нерабочее наклонное положение. Включение привода и силового цилиндра блокируется. 9 3.п. ф-лы, 13 ил. (Л оо 1C со 00 О)

| Каталог фирмы Plasina-Technik AG Offert-m | |||
| СПОСОБ ПОЛУЧЕНИЯ ЧАСТИЧНО ЗАМЕЩЕННЫХ ЭФИРОВЦЕЛЛЮЛОЗЫ | 0 |
|
SU220980A1 |
