Изобретение относится к трубопрокатному г роизводству, а более конкретно к способам настройки станов винтовой прокатки. Изобретение может быть использовано в случае, когда необходимо расширить диапазон изменения величины подачи заготовки при постоянных значениях углов подачи и раскатки.
Целью изобретения является увеличение производительности путем расширения диапазона изменения величины подачи.
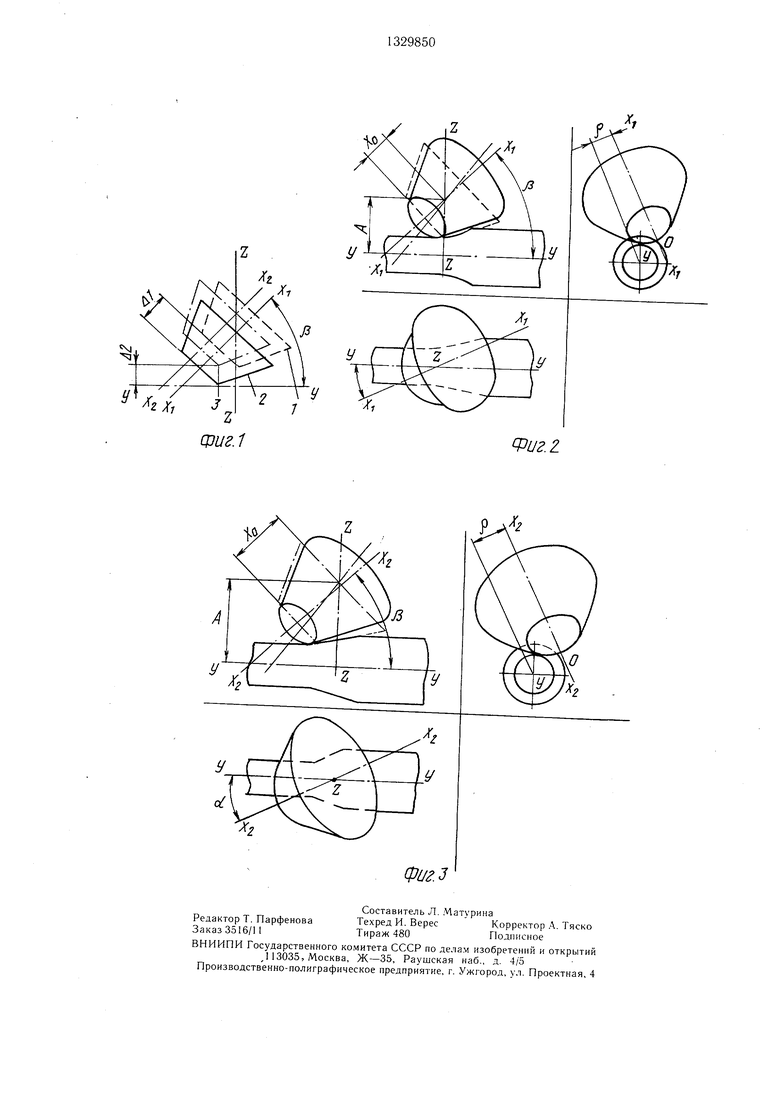
На фиг. 1 изображено изменение положения валка при настройке по предлагаемому способу в проекции на плоскость, параллельную оси валка; на фиг. 2 - в трех плоскостях проекции положение валка относительно оси калибра в результате настройки по прототипу; на фиг. 3 - то же, по предлагаемому способу.
На чертежах приняты следующие условные обозначения; у-у - ось калибра; xi - xi - ось валка, установленного по прототипу; ха-Х9 - ось валка, усьтановленного по предлагаемому способу; z-z - ось поворота валка на угол подачи, перпендикулярная оси калибра и пересекаюш.ая ось валка; а - угол подачи; Р - угол, раскатки; р - расстояние от оси прокатки до оси валка; хо - расстояние от точки пересечения оси валка и оси его поворота на угол подачи до центра сечения валка, ближайшего к оси калибра; А - расстояние от оси калибра до оси валка по длине оси поворота валка на угол подачи; О - точка на оси валка, ближайшая к оси прокатки; 1 - положение валка, установленного под углом раскатки к оси калибра при настройке по прототипу; 2 - положение валка, смешенного вдоль его оси на величину А1 в сторону оси калибра; 3 - положение валка, смешенного вдоль оси его поворота на угол подачи на величину Л2 в сторону от оси калибра.
На фиг. 2 и 3 сплошной линией изображено конечное положение валка, а пунктирной и штрихпунктирной - положение валка, установленного только на угол раскатки р (до поворота валка на угол подачи а).
Способ реализуется следующим образом (фиг. 1).
Каждый валок, установленный под углом раскатки р, из исходного положения (пунктирная линия) перемешают вдоль его оси Х|Х| на величину А1 (сплошная тонкая линия). После этого перемешением валков вдоль оси ZZ на величину Л 2 определяют калибр (штрихпунктирная линия). Затем валки разворачивают на угол подачи а.
Положительный эффект (например, увеличение подачи прокатываемой заготовки) достигается за счет двух факторов.
При настройке валков согласно предлагаемому способу происходит увеличение расстояния р между осью валка и осью заготовки (фиг. 2 и 3), что способствует увеличению осевой составляюш,ей скорости валка, а, следовательно, подачи заготовки.
Кроме того, осевое перемешение валка (фиг. 2) приводит к приближению места
положения очага деформации к точке О (фиг. 3), ближайшей к оси валка, что способствует увеличению отношения осевой сос- тавляюшей скорости валка к радиальной и также приводит к увеличению подачи.
Изобретение позволяет расширить диапазон изменения подачи прокатываемой заготовки при постоянных значениях углов подачи и раскатки.
Пример. Требуется увеличить подачу заготовки диаметром 20 мм, прокатываемой до диаметра 10 мм коническими валками, диаметр которых изменяется от 80 мм на входе в очаг деформации до 40 мм на выходе. Валки установлены под углом раскатки 45°. Максимальный угол подачи 15°. Согласно
изобретению валки перемеш,ают вдоль их осей на величину Д1 10 мм (что достигается, например, изменением толщины установочных колец). Затем разведением валков на величину Да ; 5 мм корректируют калибр и осуществляют разворот валков на угол подачи, равный 15°. При этом подача заготовки возрастает в 1,25-1,3 раза.
Формула изобретения
Способ настройки стана винтовой прокатки, включающий поворот валков, расположенных по кругу вокруг оси калибра, на угол раскатки, перемещения валков на калибр в плоскостях, перпендикулярных оси калибра, и разворот валков на угол подачи, отличающийся тем, что, с целью увеличения производительности путем расширения диапазона изменения величины подачи, перед разворотом валков на угол подачи осуществляют осевое смешение валков к оси калибра.
иг.2.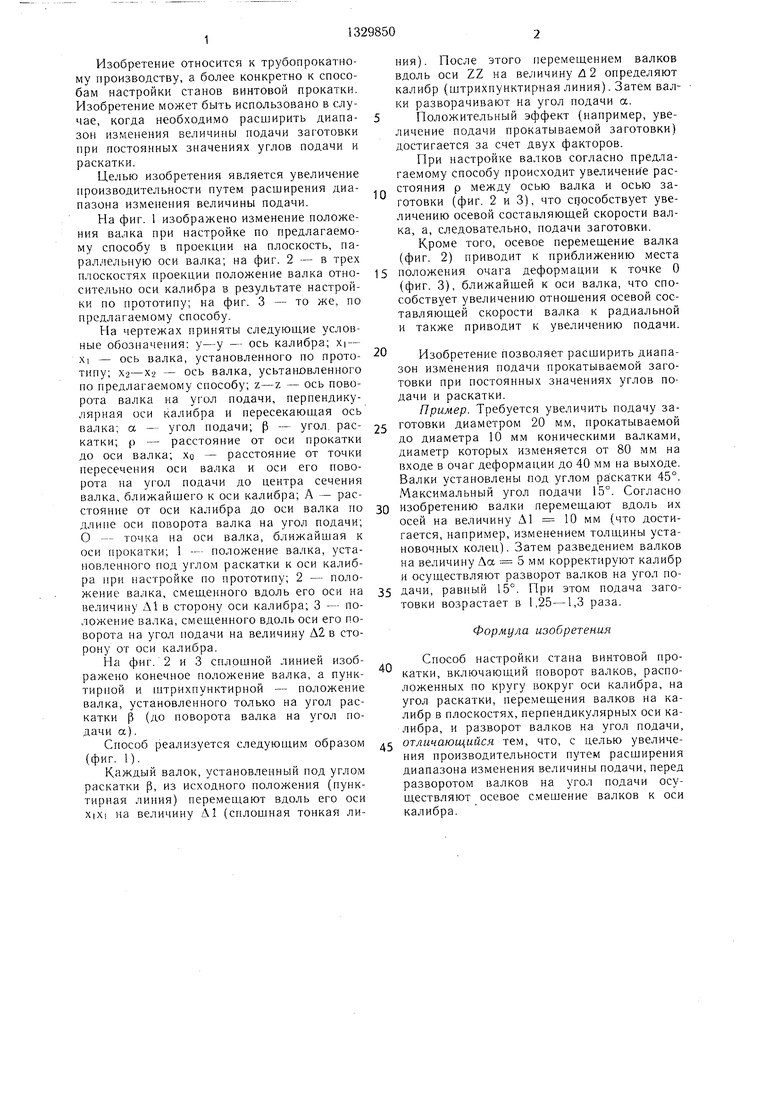
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕТЬ ВИНТОВОЙ ПРОКАТКИ | 1990 |
|
RU2030227C1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| Способ настройки трехвалковогоСТАНА | 1979 |
|
SU801911A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| ТРЕХВАЛКОВЫЙ КАЛИБР И СПОСОБ ЕГО НАСТРОЙКИ | 1992 |
|
RU2056956C1 |
| Способ реверсивной прокатки сплошных круглых профилей | 1991 |
|
SU1817709A3 |
| СПОСОБ ВИНТОВОЙ РЕВЕРСИВНОЙ ПРОКАТКИ СОРТОВОГО МЕТАЛЛА | 1992 |
|
RU2030932C1 |
| Способ винтовой прокатки труб | 1990 |
|
SU1787606A1 |
| Трехвалковая клеть стана винтовой прокатки | 1980 |
|
SU931245A1 |
| Рабочая клеть стана поперечно- винтовой прокатки | 1979 |
|
SU780914A1 |
Изобретение относится к трубопрокатному производству, а именно к способам настройки станов винтовой прокатки. Цель изобретения - увеличение производительности путем расширения диапазона изменения величины подачи, когда требуется увеличить подачу заготовки, не меняя углы раскатки и подачи, осуществляют перенастройку стана винтовой прокатки. Установленные под углом раскатки валки смещают в осево.м направлении к оси калибра. Затем в плоскости, перпендикулярной оси калибра, валки перемещают на калибр и после этого разворачивают на угол подачи. Такая настройка валков позволяет увеличить расстояние р между осью валка и осью заготовки, способствуя увеличению осевой составляющей скорости валка. 3 ил. с & (Л со го со 00 ел
Ъ
Х2
X
у
Составитель Л. Матурина
Редактор Т. ПарфеноваТехред И. ВересКорректор А. Тяско
Заказ 3516/1 IТираж 480Подписное
ВНИИПИ Государственного комитета СССР по делам нзобретеннй н открытии
113035, Москва, Ж-35, Раушская наб., д. 4/о Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.з
| Способ настройки трехвалкового стана винтовой прокатки | 1976 |
|
SU954123A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ настройки трехвалковогоСТАНА | 1979 |
|
SU801911A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
