1
Изобретение ртносится к обработке металлов давлением, а точнее к прокатному и трубопрокатному производству, и касается способа настройки рабочей клети трехвалкового стана поперечно-винтовой прокатки.
Изобретение наиболее эффективно может быть использовано при производстве труб и сорта.
Одним из важнейших направлений увеличения производительности трехвалковых станов псперечно-винтовой прокатки и качества получаемых изделий является увеличение углов подачи.
Как при производстве сорта, так и при производстве труб увеличение углов подачи в целесообразных пределах позволяет оптимизировать процесс получения изделий с точки зрения качества, производительности, надежности и долговечности оборудования.
Известен способ настройки стана поперечно-винтовой прокатки, включающий установку валков с наклоном в горизонтальной и вертикальной плоскостях на одинаковом расстоянии от оси стержня,причем оси валков наклоняют на неравные углы I. Этот способ настройки используют в станах со смешением оси прокатки относительно оси
стана и достигают симметричной настройки, положительно влияющей на точность размеров, качество труб и производительности.
в станах без смещения оси такой способ не является рациональным.
Наиболее близким к изобретению по технической сущности из числа известных является способ настройки
трехвалкового стана, включающий установку валков, размещенных п. кругу на углы подачи и раскатки и перемещение их в радиальном направлении на размер 2.
Недостаток известного cnoco-i частройки заключается в трудной установке больших углов подачи. При увеличении углов подачи свыше 20 ухудшаются или становятся невозможными
условия захвата и освобождение очага деформации вследствие значительного приближения переднего и заднего торца заготовки к линии пережима из-за отхода поверхности валка от поверхности заготовки. Эти недостатки являются следствием того, что настройка стана производится вокруг осей, пересекающихся между собой в одной точке, расположенной на оси прокатки,
снижает производительность стана и
качество изделий, особенно при прокатке сорта.
Целью изобретения является увеличение производительности и облегчение работы на больших углах подачи.
Для этого предлагается способ настройки трехвалкового стана, включающий установку валков, размещенных по кругу,на углы подачи и раскатки и пемещение их в радиальном направлении котором, согласно изобретению, смещают валки в тангенциальном направлеНИИ от оси прокатки и в это положении производят установку на угол подачи.
Способ позволяет увеличить уго.л подачи до 35, повысить производител ность и улучшить качество изделий за счет того, что обеспечивается необходимая контактная поверхность металла с валками, надежный захват и освобождение очага деформации.
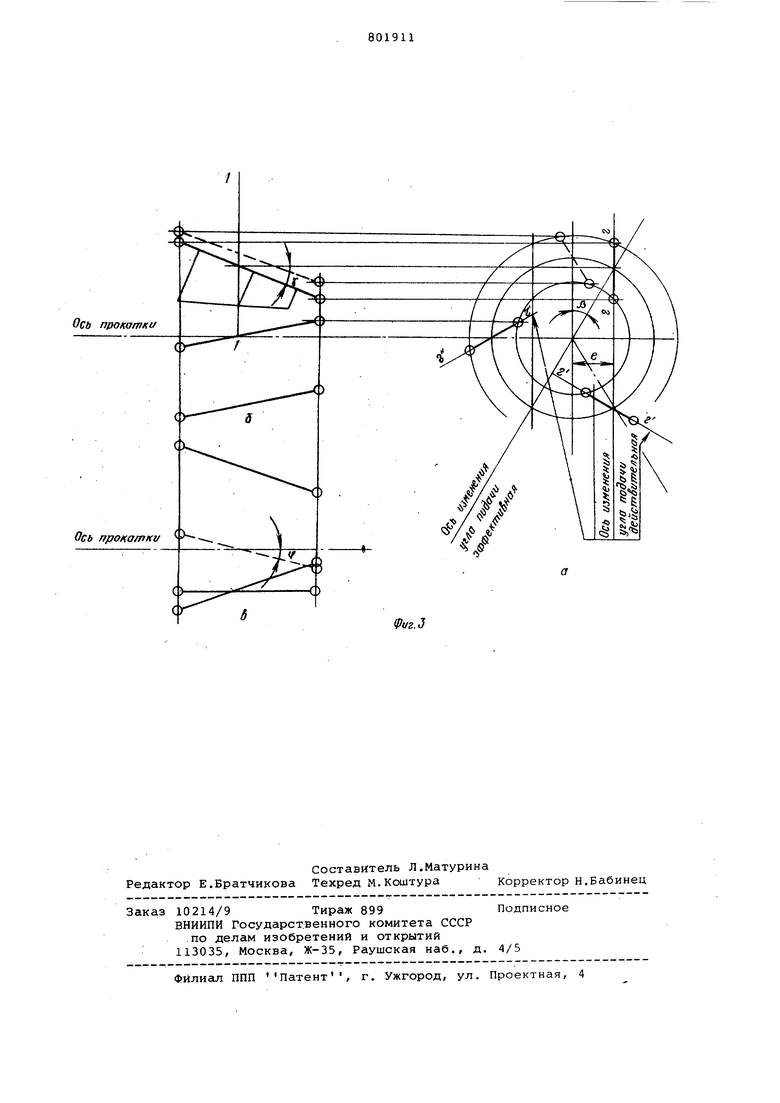
На фиг. 1 изображено положение рабочих всшков в клети, вид сбоку на фиг. 2 - то же, вид в плане; на фиг. 3 а, б, в - схема, поясняющая настройку рабочих валков стана через проекции осей валков на координатные плоскости.
Способ настройки рабочей клети трехвалкового стана поперечно-винтовой прокатки включает следующие операции: установку валков, расположенных по кругу вокруг оси прокатки на угол раскатки Tf к оси прокатки, перемещение валков в радиальном направлении вдоль осей 1-1/ перпендикулярных оси прокатки, смещение на величину е в тангенциальном направлени и установку на угол подачи if поворотом вокруг осей 2-2, 2-2, 2-2, не пересекающихся между собой в одной точке и скрещивающихся с осью прокатки. На фиг. 3 жирными линиями показаны проекции осей валков трехвалкового стана поперечно-винтовой прокатки. Пунктирными линиями показано эквивалентное положение оси верхнего валка в случае, koгдa эффективная ось изменения угла подачи (линия проходящая через ось прокатки, перпендикулярная к ней и проходящая через точку пережима валков) совпадает с осью ординат.
При совмещении эффективной оси изменения угла подачи верхнего валка с осью ординат (для чего необходимо повернуть валок на угол fV ) , горизонтальная проекция оси валка составит с осью прокатки угол подачи . Таким образом, если настройка трехвёшкового стана производится поворотом на угол У к оси прокатки, перемещением в направлении, перпендикулярном оси прокатки и поворотом, вокруг оси изменения угла подачи,
не проходящей через ось прокатки, то при наличии оси валка, параллельной оси прокатки возможно получение угла подачи, величина которого зависит от величины е при постоянных других величинах, где е - величина смещения в тангенциальном направлении (кратчайшее расстояние между осью прокатки и осью изменения угла подачи). в свою очередь параллельность оси валка оси прокатки позволяет улучшить условия захвата и освобождение очага деформации за счет увеличения кон актных поверхностей металла и валка
Располагая о-и изменения углов подачи необходимым образом, можно увелчить углы подачи путем дальнейшего поворота до 25-35,
Например, если диапазон изменения углов подачи составляет 15-35°, то за счет величины е выбираем угол подачи 15 . Величина смещения е подсчитывается по формуле
,
где If - угол подачи;
Т - угол скрещивания оси валка
и оси прокатки; Р - радиус валка; 2о - расстояние от оси прокатки до поверхности валка; е - кратчайшее расстояние между осью прокатки и осью изменения угла подачи. При Ч -15°, Т-20°, R-150 мм, о-бО мм величина- е будет равна 160 мм.
Таким образом угол подачи 15 получен за счет е.
Настройка валков на угол подачи от 15 до 35 осуществляется известным способом, т.е. поворотом в смещенном положении вокруг действительной оси изменения угла подачи.
Предложенный способ настройки тревалкового стана поперечно-винтовой прокатки по сравнению с известными позволит легко осуществить увеличение углов подачи до 35, что в свою очередь ведет к увеличению производительности и расширению технологических возможностей стана. Экономический эффект от внедрения предлагаемого способа следует подсчитывать исходя из возможности работы на угла подачи до 35. Увеличение угла подачи с З5дает увеличение производительности в 1,35 раза.
Формула изобретения
Способ настройки трехвалкового стана, включающий установку валков, размещенных по кругу, на углы подачи и раскатки и перемещение их в радиальном направлении, о т л и ч аю щ и и с я тем, что, с целью облегчения работы на больших углах подачи и увеличения производительности, смещают валки в тангенциальном направлении от оси прокатки и в этом положении производят установку на угол подачи.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 508284, кл. В 21 В 19/.00, 1974.
2.Целиков А.И.Теория расчета усилий в прокатных станах, М., Металлургиздат, 1962, с. 431-435.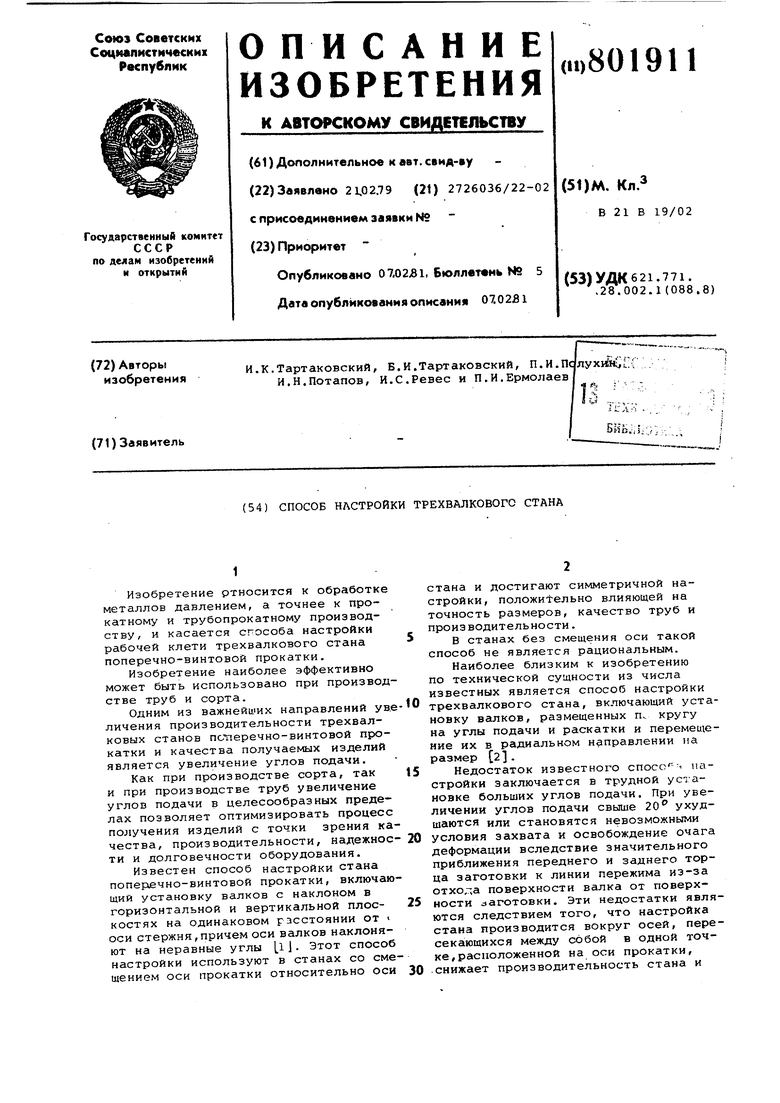
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана поперечно- винтовой прокатки | 1979 |
|
SU780914A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| Трехвалковая клеть стана винтовой прокатки | 1980 |
|
SU931245A1 |
| ТРЕХВАЛКОВЫЙ КАЛИБР И СПОСОБ ЕГО НАСТРОЙКИ | 1992 |
|
RU2056956C1 |
| Технологический инструмент для винтовой прокатки труб | 1987 |
|
SU1424888A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2170152C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 2009 |
|
RU2402392C1 |
| Трехвалковая клеть стана поперечновинтовой прокатки | 1975 |
|
SU549181A1 |