Изобретение относится к прокатному производству и может быть использовано при изготовлении ящичных калибров блюмингов, непрерывно-заготовочных станов и черновых калибров при прокатке круглой, прямоугольной и других видов сталей.
Целью изобретения является повышение долговечности калибров и качества боковых поверхностей заготовок.
На фиг. 1 показана форма ящичного калибра; на фиг. 2 - узел I на фиг. 1.
Ящичный калибр состоит из плоских боковых граней 1, вогнутого относительно оси симметрии 00 дна 2 и элемента 3 сопряжения. Элемент 3 сопряжения выполнен вогнутой формы со смещением максимума 4 вогнутости 5 в сторону боковых стенок калибра относительно биссектрисы 6 угла а между боковыми гранями 1 и дном 2. Величина смещения г максимума 4 вогнутости 5 сопрягающего элемента 3 составляет 0,3-2,0 максимальной вогнутости / дна 2 калибра. Стрела прогиба а (максимальная вогнутость) сопрягающих элементов 0,05- 0,3 максимальной вогнутости / дна 2 калибра. Вогнутость 5 выполнена радиусом Г|, равным или меньще радиуса г,, сопряжения дна 2 калибра и боковых стенок 1. Уменьшение величины смещ,ения максимума вогнутости 6 менее 0,3 стрелы прогиба дна калибра дает равномерное повьииение долговечности как боковых стенок, так и дна калибра.
Однако, ti связи с тем, что узким местом в долговечности ящичных калибров является часть элемента сопряжения, лежащая у боковых стенок, необходимо повы- щать в больщей степени долговечность части элементов сопряжения, лежащих у боковой стенки калибра, чем части, лежащей у дна калибра. Поэтому уменьшение сдвига максимума вогнутости элемента сопряжения в сторону боковой стенки менее 0,3 стрелы прогиба дна калибра нецелесообразно. Увеличение максимальной величины смещения максимума вогнутости более 2,0 величины стрелы прогиба нецелесообразно, так как при имеющих распространение значениях t максимум вогнутости приходится на боковую грань калибра.
Минимальная величина максимума вогнутости о элемента сопряжения, равная 0,05 стрелы прогиба дна калибра, определена как минимальная величина, дающая положительный эффект в повыщении долговечности калибра. Уменьщение величины вогнутости менее 0,05 стрелы прогиба дна калибра не дает ощутимого эффекта в повыщении долговечности калибра за счет повышения долговечности элементов сопряжения.
Максимальная величина максимума вогнутости а элемента сопряжения, равная 0,3 стрелы прогиба дна калибра, определена как максимальная величина, необходимая для равномерного износа элементов сопряжения
0
и дна калибра. Увеличение величины вогнутости более 0,3 стрелы прО1 иба дна калибра делает долговечность элементов сопряжения выще долговечности дна калибра, что
нецелесообразно. Одновременно увеличение вогнутости более 0,3 стрелы прогиба дна калибра увеличивает интенсивность износа элементов сопряжения за счет увеличения местных величин обжатия и вытяжки. Устройство работает следующим образом. В процессе обжатия заготовки в ящичном калибре часть элемента сопряжения калибра, находящаяся у боковых стенок, подвергается интенсивному износу в результате воздействия как вертикальных усилий Р, полу5 чаемых за счет увеличения местных обжатий, так и горизонтальных т (тангенциальных) за счет усиленного истечения металла в ущирение. Расположение вогнутого элемента сопряжения у боковой стенки калибра повышает долговечность калибра в наиболее
0 изнашиваемой его части, повышая тем самым общую долговечность калибра. При этом повышается качество боковых поверхностей заготовок за счет уменьшения количества рисок, образующихся при использовании кас либров известной формы. За счет этого увеличивается выход годного.
Пример. На блюминге 1050 второй калибр выполняют шириной 357 мм по дну калибра, глубиной калибра посередине 200 мм, глубиной калибра в местах сопряжения
0 245 мм, с уклоном боковых стенок 30%, радиусом сопряжения 45,0 мм. У боковых стенок калибра радиусом 22,5 мм выполнена вогнутость, максимум которой расположен на расстоянии 15 мм от биссектрисы угла между боковой
г гранью и дном калибра. Таким образом, стрела прогиба калибра 22,5 мм, величина вогнутости элемента сопряжения 2,25 мм или 0,1 максимальной вогнутости, смещение максимума вогнутости в сторону боковой грани от биссектрисы угла между
0 боковой стенкой и дном калибра выполнено равным 11,25 мм или 0,5 максимальной вогнутости дна калибра (стрелы прогиба).
Выполнение ящичного калибра с элементом сопряжения вогнутой формы позволяет повысить его долговечность на 20%, повысить качество поверхности заготовки за счет сокращения вдвое рисок в местах сопряжения боковых граней.
50
Формула изобретения
Ящичный калибр для прокатки заготовок, состоящий из боковых стенок, дна вогнутой формы и сопрягающих элементов, отличающийся тем, что, с целью повышения 55 долговечности кал ибров и качества боковых поверхностей заготовок, элементы сопряжения выполнены вогнутой формы со смещением максимума вогнутости относительно
биссектрисы угла между боковыми стенками и дном калибра в сторону боковых стенок, при этом смещение максимума вогнутости сопряжающих элементов составляет 0,3-2,0
максимальной вогнутости дна калибра, а стрела прогиба вогнутости сопряжающих элементов составляет 0,05-0,3 максимальной вогнутости дна калибра.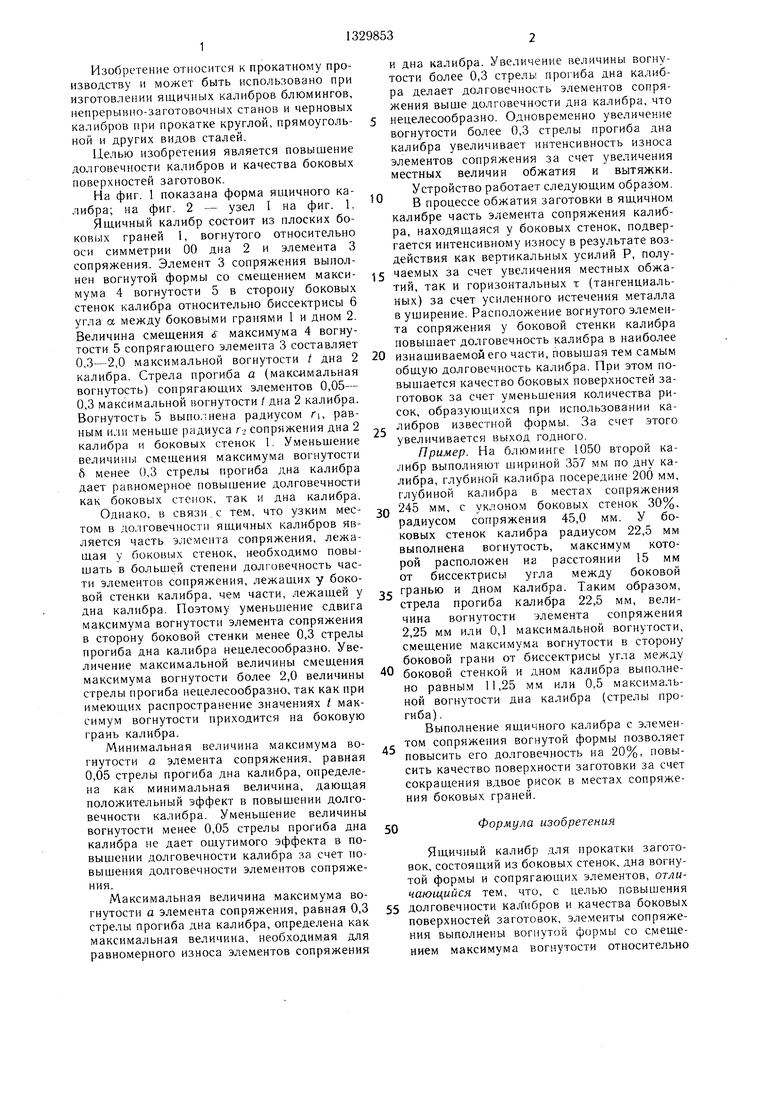
| название | год | авторы | номер документа |
|---|---|---|---|
| ЯЩИЧНЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ЗАГОТОВОК | 1993 |
|
RU2038174C1 |
| ЯЩИЧНЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ЗАГОТОВОК | 1997 |
|
RU2152276C1 |
| Ящичный калибр для прокатки заготовок | 1988 |
|
SU1581391A1 |
| Ящичный калибр | 1989 |
|
SU1747221A1 |
| Способ калибровки валков блюминга | 1990 |
|
SU1776208A3 |
| Способ изготовления прутков из порошков быстрорежущих сталей | 1984 |
|
SU1201057A1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК | 1992 |
|
RU2012431C1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| Система ящичных сопряженных калибров | 1991 |
|
SU1821249A1 |
| ВЫТЯЖНОЙ ЯЩИЧНЫЙ КАЛИБР | 1999 |
|
RU2165807C1 |
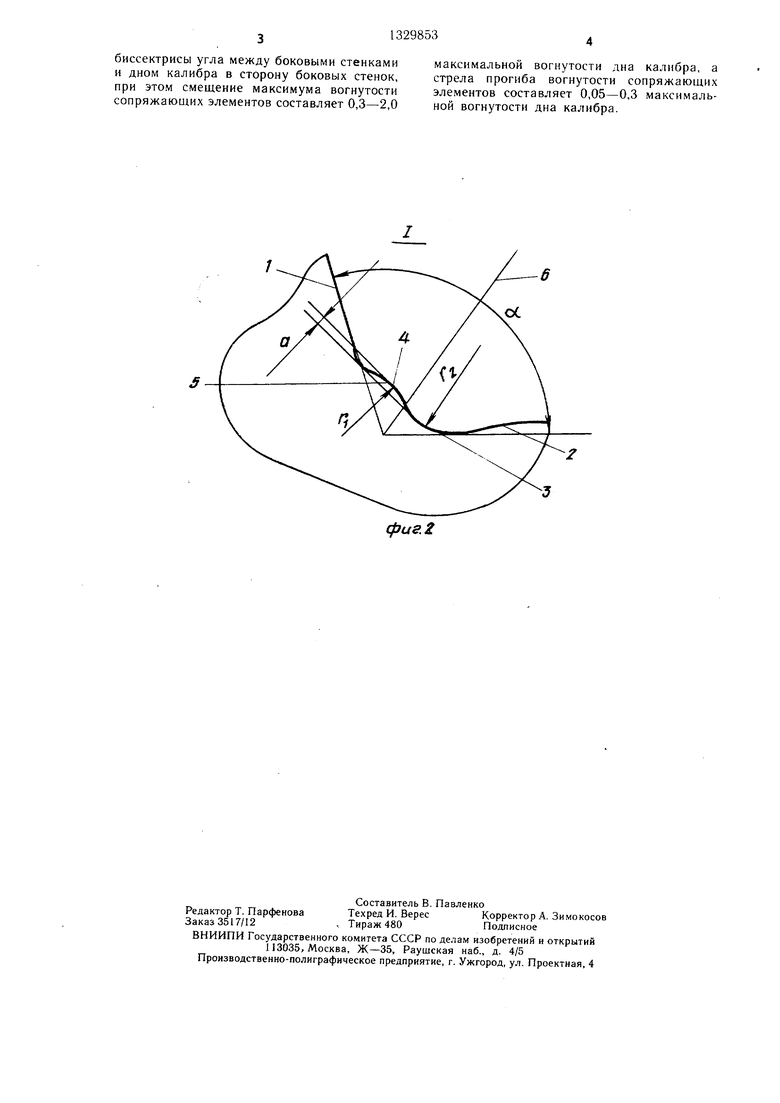
Изобретение относится к прокатному производству и быть использовано при изготовлении ящичных калибров блюмингов, непрерывно-заготовочных и сортовых станов. Цель изобретения - повышение долговечности калибров и качества боковых поверхностей заготовок. Согласно изобретению ящичный калибр состоит из боковых стенок 1, дна вогнутой формы 2 и сопрягающих элементов 3, которые выполнены вогнутой формы со смещением максимума 4 вогнутости 5 относительно биссектрисы 6 угла между боковыми стенками и дном калибра в сторону боковых стенок. При этом величина смещения и стрела прогиба вогнутости определяются в зависимости от величины вогнутости дна калибра. Долговечность калибра и качество боковых поверхностей заготовок по- выщаются за счет расположения вогнутого элемента сопряжения у боковой стенки ка- ,дибпя 9. ил. (Л со ю со 00 ел со cfJue.i
фиг. 2
| Чекмарев А | |||
| П., Мутьев М | |||
| С., Машков- цев Р | |||
| А | |||
| Калибровка прокатных валков | |||
| М.: Металлургия, 1971, с | |||
| Цилиндрический сушильный шкаф с двойными стенками | 0 |
|
SU79A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Ручной прибор для загибания кромок листового металла | 1921 |
|
SU175A1 |
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
| Литовченко Н | |||
| В., Диомидов Б | |||
| Б., Кур- дюмова В | |||
| А | |||
| Калибровка валков сортовых станов | |||
| М.: Металлургия, 1963, с | |||
| Способ утилизации отработанного щелока из бучильных котлов отбельных фабрик | 1923 |
|
SU197A1 |
| Пуговица | 0 |
|
SU83A1 |
