Изобретение относится к прокатному производству и предназначено для прокатки металла на заготовочных, крупно-средне-мелкосортных, а также проволочных станах.
Известны вытяжные ящичные калибры, состоящие из боковых стенок, дна и сопрягающих элементов. При этом радиус сопряжения стенок и дна калибра определяется из выражения:
r=(0,22-0,25)hр
или из выражения:
r=(0,12-0,20)в0,
где r - радиус сопряжения стенок и дна калибра, мм;
hр - глубина ручья калибра, мм;
в0 - ширина задаваемого в калибр раската, мм;
глубина ручья калибра определяется соотношением:
hр=(0,20-0,45),
где hр - глубина ручья калибра, мм;
h - высота калибра, мм;
или определяется зазором (S) между буртами валков:
S=(0,01-0,08)Dн,
где Dн - номинальный диаметр валков, мм,
а выпуск калибра равен:
или
где Ψ - выпуск калибра, %;
вд, вр - ширина по дну и разъему калибра соответственно, мм.
Известен вытяжной ящичный калибр, выбранный в качестве прототипа, состоящий из боковых стенок, дна и сопрягающих элементов При этом элементы сопряжения выполнены по радиусу, величина которого определяется из выражения:
r=(0,12-0,15)вд,
глубина ручья определяется соотношением:
hр=(0,29-0,34)ho,
где h0 - высота задаваемого в калибр раската, мм,
а выпуск калибра равен:
Недостатком такого калибра является его невысокая стойкость вследствие неравномерного износа, а также низкое качество боковых поверхностей заготовок, прокатанных в этом калибре.
Задачей изобретения является повышение стойкости калибра за счет снижения неравномерности его износа по периметру и уменьшение удельного расхода металла на прокат.
Поставленная задача достигается тем, что в вытяжном ящичном калибре, состоящем из боковых стенок, дна и сопрягающих элементов, согласно изобретению элементы сопряжения стенок и дна калибра выполнены по радиусу, величина которого определяется из выражения:
r=(0,65-1,25)(вр-вд),
глубина ручья калибра определяется соотношением:
hр=(0,20-0,32)h0,
а выпуск калибра равен:
Вытяжной ящичный калибр с предложенными конструктивными параметрами обеспечивает оптимальное формоизменение металла в очаге деформации, в результате чего повышается его стойкость за счет снижения неравномерности износа по периметру калибра и улучшается качество поверхности заготовок за счет снижения вероятности появления дефектов типа рисок, волосовин, отпечатков.
Увеличение радиуса сопряжения стенок и дна калибра более 1,25 величины разности ширины калибра по разъему и дну повышает неравномерность износа по периметру калибра, снижая тем самым его стойкость, и ухудшает качество поверхности прокатываемых в этом калибре заготовок вследствие образования поверхностных дефектов.
Уменьшение радиуса сопряжения стенок и дна калибра менее 0,65 величины разности ширины калибра по разъему и дну нецелесообразно, так как повышается концентрация напряжений в валках (в месте перехода стенки в дно калибра) при неизменных условиях износостойкости калибра и качества поверхности прокатываемых заготовок.
Увеличение глубины ручья калибра более 0,32 величины высоты полосы до прокатки в калибре приводит к снижению стойкости калибра вследствие уменьшения числа переточек валков и повышения неравномерности износа калибра и ухудшает качество поверхности прокатываемых заготовок.
Уменьшение глубины ручья калибра менее 0,20 величины высоты полосы до прокатки в калибре приводит к снижению устойчивости полосы во время прокатки в калибре при данном деформационно-температурном режиме прокатки, что может привести к аварийной остановке прокатного стана.
Увеличение выпуска калибра более 28% повышает неравномерность по периметру калибра за счет более интенсивного износа дна и элементов сопряжения стенок и дна калибра.
Уменьшение выпуска калибра менее 16% также повышает неравномерность износа по периметру калибра вследствие более интенсивного износа стенок калибра.
В итоге снижается стойкость калибра и ухудшается качество поверхности прокатываемых заготовок из-за образования дефектов типа рисок волосовин, отпечатков.
Новый достигаемый технический результат - решение вопроса внедрения вытяжного ящичного калибра, которое обеспечивает повышение стойкости калибра и улучшение качества поверхности прокатываемых заготовок.
Сущность изобретения поясняется чертежом. На чертеже приведены следующие обозначения:
вд - ширина калибра по дну, мм;
вр - ширина калибра по разъему, мм;
h - высота калибра, мм;
S - зазор между буртами валков, мм;
hр - глубина ручья калибра, мм;
r - радиус сопряжения стенок и дна калибра, мм;
в0 - ширина задаваемого в калибр раската, мм;
h0 - высота задаваемого в калибр раската, мм;
1 - боковая стенка калибра;
2 - дно калибра;
3 - элемент сопряжения стенки и дна калибра;
4 - раскат, задаваемый в калибр.
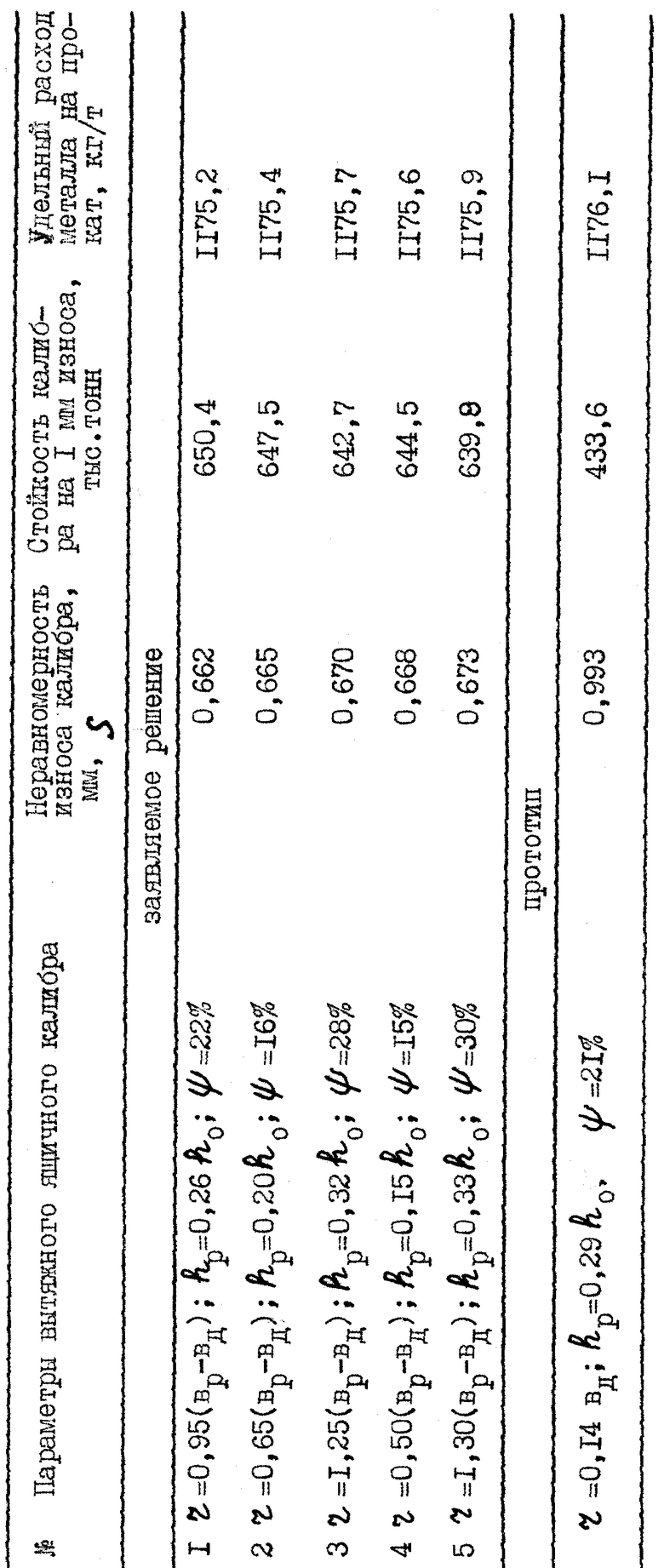
Предлагаемая конструкция вытяжного ящичного калибра была использована в клетях N 3 и N 5 непрерывно-заготовочного стана 850/730/580 обжимного цеха ОАО "Западно-Сибирский металлургический комбинат". В качестве примера был рассмотрен ящичный калибр клети N 5 для прокатки квадратных заготовок. Ящичный калибр пятой клети выполнен шириной по дну 174 мм с выпуском калибра 22%. При этом радиус сопряжения стенок и дна калибра составил 15,5 мм или 0,95 величины разности ширины калибра по разъему и дну, а глубина ручья калибра составила 37 мм или 0,26 от высоты задаваемого в калибр раската. Неравномерность износа калибра, определяемая среднеквадратичным отклонением величины износа по периметру калибра (S), составила 0,0662 мм. Стойкость калибра на 1 мм износа равна 650,4 тыс.тонн прокатанного металла. Удельный расход металла на прокат при прокатке заготовок из качественной углеродистой кипящей, полуспокойной и спокойной стали составил 1175,2 кг/т.
Прототип. Вытяжной ящичный калибр выполнен аналогично представленному выше описанию, однако радиус сопряжения стенок и дна калибра составил 25 мм или 0,14 от ширины калибра по дну, глубина ручья калибра составила 47,5 мм или 0,29 от высоты задаваемого раската, а выпуск калибра равен 21%. Неравномерность износа калибра составила S=0,993 мм. Стойкость калибра на 1 мм износа равна 433,6 тыс.тонн прокатного металла. Удельный расход металла на прокат составил 1176,1 кг/т.
Примеры конкретного выполнения вытяжного ящичного калибра приведены в таблице. Из нее видно, что по сравнению с прототипом неравномерность износа калибра снизилась в 1,5 раза, а стойкость калибра на 1 мм износа возросла на 32-33%, при этом удельный расход металла на прокат уменьшился с 1176,1 кг/т до 1175,2 кг/т.
Предлагаемый ящичный калибр для прокатки заготовок обеспечивает снижение неравномерности износа по периметру калибра и повышение стойкости калибра за счет этого на 32-33%, а также снижение удельного расхода металла на прокат на 0,9 кг/т при прокатке конструкционного металла из качественной углеродистой кипящей, полуспокойной и спокойной стали за счет снижения отсортировки заготовок по поверхностным дефектам.
Источники информации
1. Диомидов Б.Б., Литовченко Н.В. Калибровка прокатных валков. М., Металлургия, 1970, 312 с.
2. Полухин П.Н., Хензель А. (ГДР), Полухин В.П. и др. Технология процессов обработки металлов давлением. М., Металлургия, 1988, 408 с.
3. Чекмарев А.П., Мутьем М.С., Машковцев Р.А. Калибровка прокатных валков. М., Металлургия, 1971, 512 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ВЫТЯЖНЫХ ЯЩИЧНЫХ КАЛИБРОВ | 1997 |
|
RU2152275C1 |
| ЯЩИЧНЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ЗАГОТОВОК | 1997 |
|
RU2152276C1 |
| Система ящичных сопряженных калибров | 1991 |
|
SU1821249A1 |
| ЯЩИЧНЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ЗАГОТОВОК | 1993 |
|
RU2038174C1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК | 1992 |
|
RU2012431C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ ШВЕЛЛЕРНОЙ ФОРМЫ | 2004 |
|
RU2254178C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ С ПРОДОЛЬНЫМИ ПАЗАМИ | 2008 |
|
RU2403104C2 |
| СИСТЕМА КАЛИБРОВКИ ПЕРВЫХ ДВУХ КЛЕТЕЙ СОРТОПРОКАТНОГО СТАНА | 1992 |
|
RU2070446C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ДВУХГОЛОВЫХ НАКЛАДОК К ЖЕЛЕЗНОДОРОЖНЫМ РЕЛЬСАМ | 2006 |
|
RU2333050C1 |
Изобретение относится к прокатному производству и предназначено для прокатки металла на заготовочных, крупно-средне-мелкосортных, а также проволочных станах. Задача, решаемая изобретением, - повышение стойкости калибра. Вытяжной ящичный калибр состоит из боковых стенок, дна и сопрягающихся элементов, которые выполнены по радиусу, определяемому из выражения: r = (0,65 - 1,25 ) (вp - вд), где r - радиус сопряжения стенок и дна калибра, мм; вр, вд - ширина калибра по разъему и дну соответственно, мм; глубина ручья калибра определяется соотношением: hр = (0,20 - 0,32)hо, где hр - глубина ручья калибра, мм; hо - высота задаваемого в калибр раската, мм; а выпуск калибра равен: ϑ = вр - вд/2hр·100% = 16 - 28%. Технический результат от использования изобретения - повышение стойкости калибра за счет снижения неравномерности его износа по периметру и уменьшение удельного расхода металла на прокат за счет повышения качества заготовок. 1 табл., 1 ил.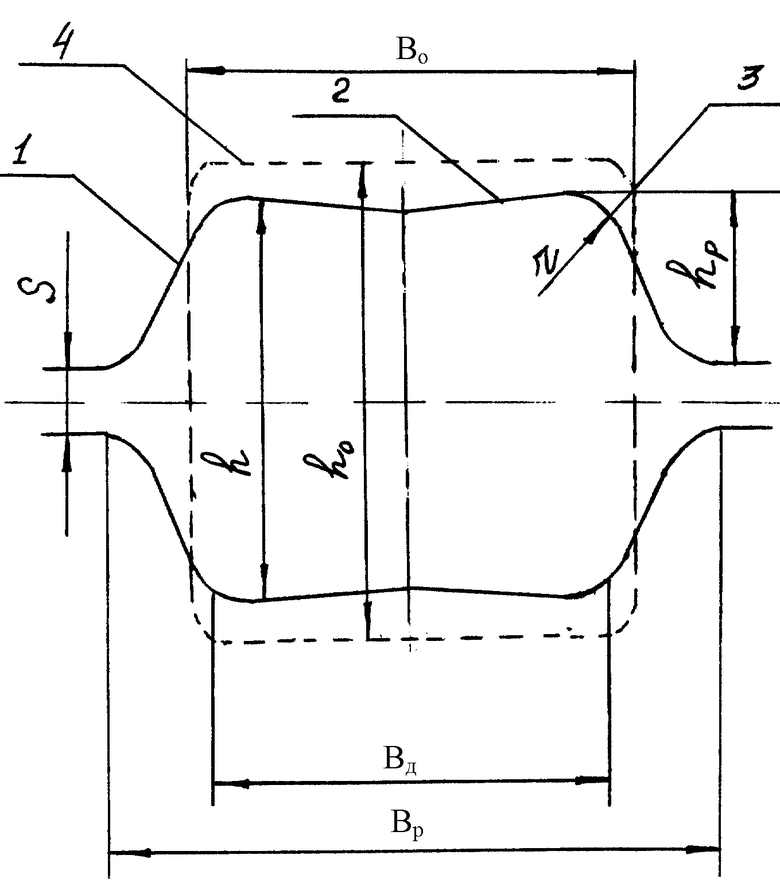
Вытяжной ящичный калибр, состоящий из боковых стенок, дна и сопрягающих элементов, отличающийся тем, что элементы сопряжения стенок и дна калибра выполнены по радиусу, величина которого определяется из выражения
r = (0,65 - 1,25)(вр - вд),
где r - радиус сопряжения стенок и дна калибра, мм;
вр - ширина калибра по разъему, мм;
вд - ширина калибра по дну, мм;
глубина ручья калибра определяется соотношением
hp = (0,20 - 0,32)ho,
где hp - глубина ручья калибра, мм;
hо - высота задаваемого в калибр раската, мм,
а выпуск калибра равен
| ЧЕКМАРЕВ А.П | |||
| и др | |||
| Калибровка прокатных валков | |||
| - М.: Металлургия, 1971, с.512 | |||
| Способ прокатки арматурных стержней | 1985 |
|
SU1242265A1 |
| Система калибров для прокатки круглых профилей | 1987 |
|
SU1475742A1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 1998 |
|
RU2122906C1 |
| ЯЩИЧНЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ЗАГОТОВОК | 1993 |
|
RU2038174C1 |
| Сканирующая система | 1986 |
|
SU1527610A1 |
| Машина для разделки кальмара | 1975 |
|
SU541471A1 |

