1 1
Изобретение относится к металлургии, конкретнее к горизонтальному не прерывному литью заготовок из чугуна
Цель изобретения - повьшшние эксплуатационной стойкости кристаллизатора.
На фиг.1 показана схема разрушения графитовой вставки при расположе НИИ слоистой микротрещины в сторону поступления в кристаллизатор расплава; на фиг.2 - схема работы кристаллизатора, изготовленного в соответствии с предложенным способом.
Расположение в графитовой вставке 1 слоистых наклонных микротрещин 2 в направлении движения расплава 3 и вытягивание слитка 4 исключает раскрытие трещин 2 (фиг.2а) и разрушение рабочей поверхности кристаллизатора вытягиваемой корочкой затвердевшего металла.
Кристаллизатор изготавливают следующим образом.
Формованую графитовую вставку изготавливают методом выдавливания с односторонним прессованием. Затем вставку устанавливают в корпус охлаждения кристаллизатора с направлением стороны, противоположной месту приложения усилия прессования вставки, к входу в |сристаплизатор.
Если устанавливать вставку в корпус - охлаждения с направлением стороны, противоположной месту приложения усилия прессования вставки, к выходу из кристаллизатора, то в результате теплового воздействия со стороны распла90
СЧ.-20
2 3
4 5 6
10
298962
ва при непрерывном литье и механического воздействия от трения со стороны затвердевшей корочки слитка происходит раскрытие слоистых микротрещин, 5 образованных в слоях графитовой : . . вставки различной плотности при спекании, так как эти микротрещины располагаются наклонно к оси и направлены в сторону приложения усилия прессования.
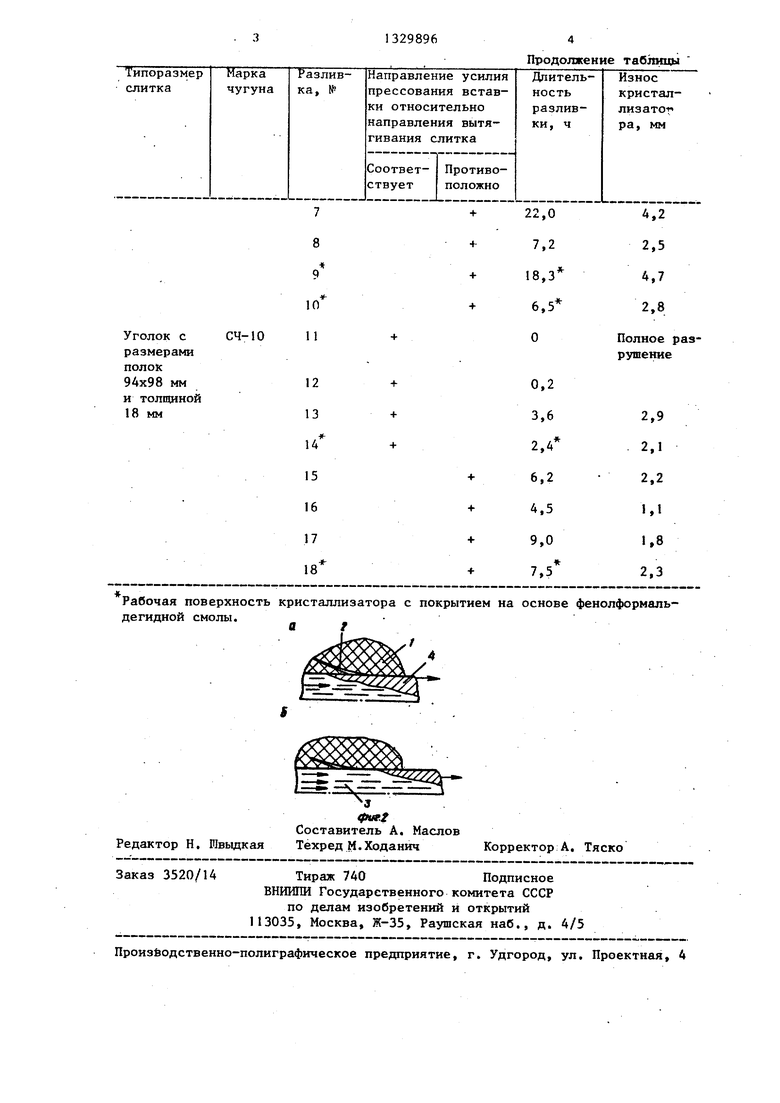
В таблице представлены примеры осуществления непрерывного литья чугунных заготовок круглого и уголкового профилей на горизонтальной установке.
15
- Использование данного способа позволяет повысить эксплуатационную стойкость кристаллизатора, за счет чего, увеличить производительность процесса литья на 1,5% и снизить рас- .ход графита на 20%.
20
25
Формула изобретения
Способ изготовления кристаллизатора, включающий предварительное изготовление графитовой вставки односторонним прессованием и последующую установку ее в корпус охлаждения, отличающийся тем, что, с целью повышения эксплуатационной стойкости кристаллизатора, вставку устанавливают в корпус охлаждения с расположением вектора направления усилия прессования к входу в кристализатор.
О
3,5
4,0
3,1
2,6
12,5
Полное разрушение
5,1 3,2 2,4 2,5 3,9
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 1999 |
|
RU2179494C2 |
| Кристаллизатор для непрерывного литья заготовок | 1988 |
|
SU1570838A1 |
| Способ непрерывного литья чугунных заготовок | 1981 |
|
SU996071A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2007260C1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
| Способ непрерывного горизонтального литья полых слитков | 1982 |
|
SU1080918A1 |
| Способ непрерывного литья серого чугуна | 1975 |
|
SU536007A1 |
| Система охлаждения графитового кристаллизатора для непрерывного литья полосовой заготовки из цветных сплавов | 1989 |
|
SU1708504A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ЗАГОТОВОК ПОСТОЯННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ НЕОГРАНИЧЕННОЙ ДЛИНЫ | 2022 |
|
RU2796558C1 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛОПРОДУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2033886C1 |
Изобретение относится к области металлургии, конкретнее к горизонтальному непрерывному литью заготовок из чугуна. Цель - повьшение эксплуатационной стойкости кристаллизатора. Графитовую вставку 1 изготавливают методом выдавливания с односторонним прессованием, затем устанавливают вставку в корпус охлаждения кристаллизатора с направлением стороны, противоположной месту приложения усилия прессования вставки, к входу в кристаллизатор. Расположение в графитовой встав.ке 1 микротрещии 2 в направлении движения расплава исключает раскрытие трещин и разрушение рабочей поверхности кристаллизатора ;вытягиваемой корочкой затвердевшего расплава. 2 ил., 1 табл. (Л
Рабочая поверхность кристаллизатора с покрытием на основе фенолформаль- дегидной смолы.
;- --
4
Редактор Н. Ивьщкая
3 фиг.г
Составитель А. Маслов Техред М.Ходанич
Заказ 3520/14
Тираж 740Подписное
ВНИИПИ Государствеиного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Произйодственно-полиграфическое предприятие, г. Удгород, ул. Проектная, 4
Корректор:А. Тяско
| Пустовалов Е.В | |||
| и др | |||
| Кристаллизаторы для непрерьтного литья профильных чугунных заготовок | |||
| - Литейное производство, 1981, № 4, с.24-25. |
