Изобретение относится к металлургии, конкретно к непрерывной разливке металлов и сплавов на установках горизонтального типа.
Цель изобретения - повышение стабильности и производительности процесса литья.
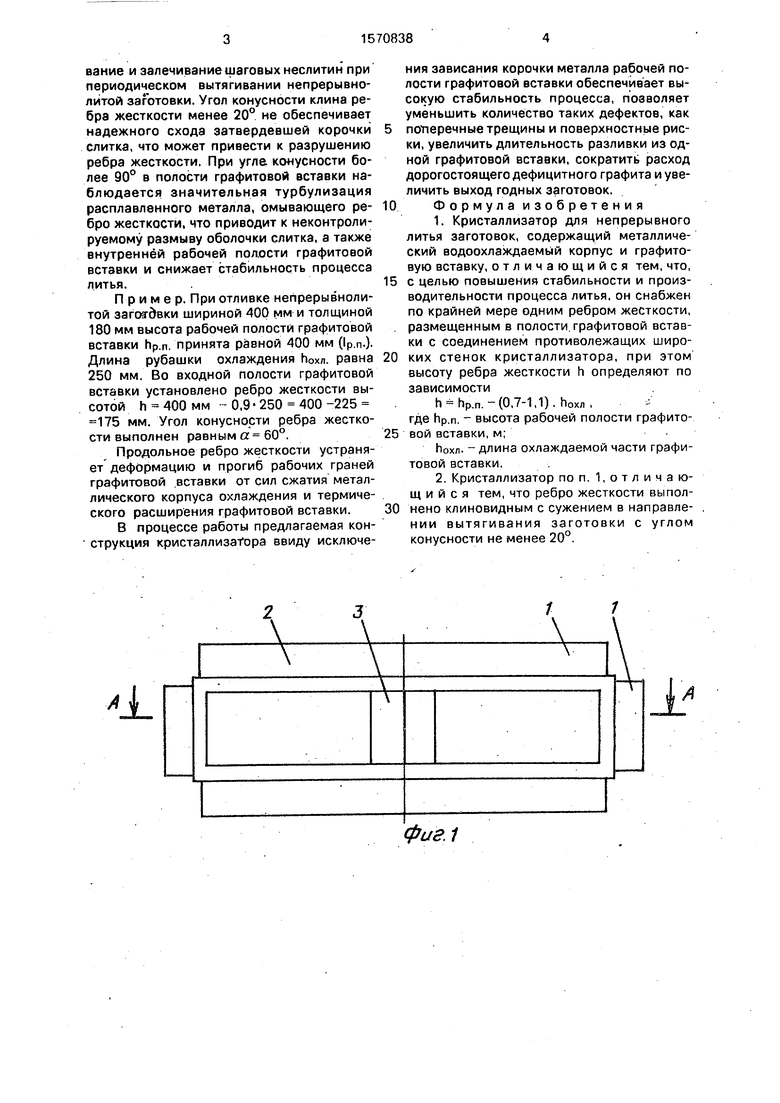
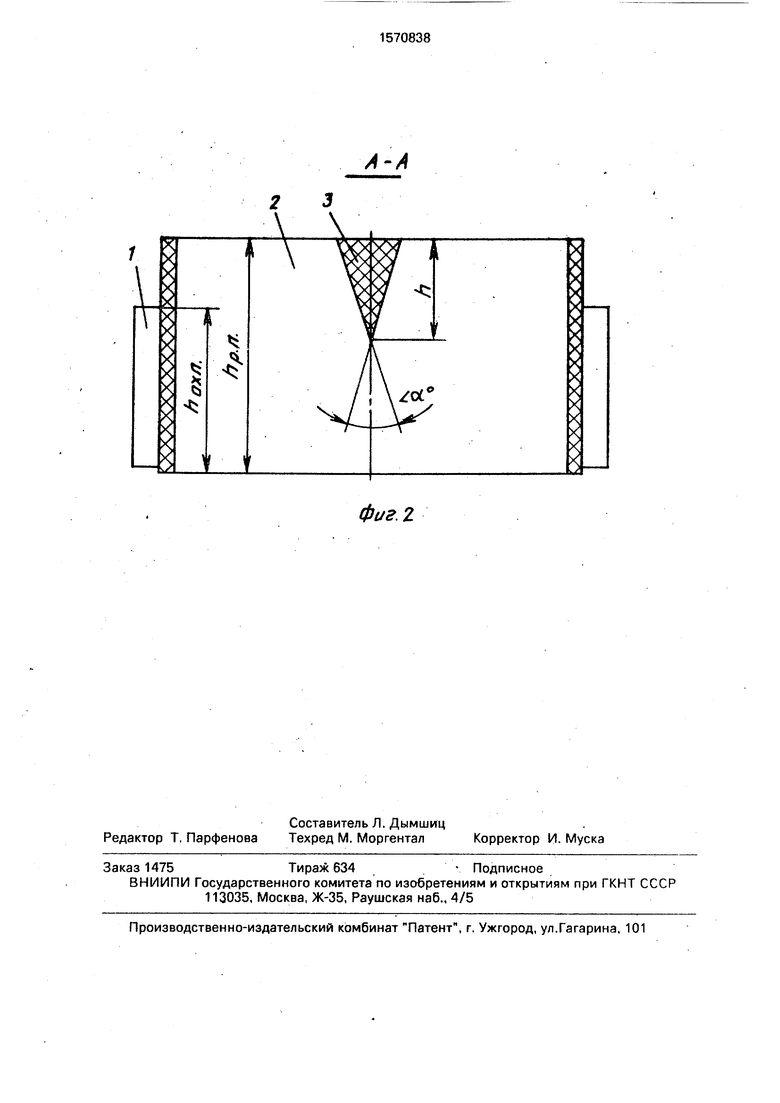
На фиг. 1 изображен кристаллизатор, вид с торца; на фиг. 2 - разрез А-А на фиг.1. Кристаллизатор состоит из металлического водоохлаждаемого корпуса 1 с размещенной в нем графитовой вставкой 2. Вдоль оси кристаллизатора в рабочей полости графитовой вставки со стороны поступления металла установлено ребро 3 жесткости, соединяющее противолежащие широкие грани графитовой вставки.
Кристаллизатор работает следующим образом.
Расплавленный металл поступает со стороны неохлаждаемой части графитовой вставки 2 в ее рабочую полость. При этом ребро 3 жесткости омывается металлом, а формирование корочки слитка осуществляется в ее охлаждаемой части, в зоне расположения металлического корпуса охлаждения,
Клиновидная форма ребра жесткости с углом конусности 20-90° предопределяется наличием переходных режимов литья, на которых осуществляется снижение скорости вытягивания непрерывно-литого слитка. При начале формирования корочки слитка в зоне расположения ребра жесткости угол 20-90°конусности клина обеспечивает сход закристаллизовавшейся корочки с клина без его разрушения. При этом поступающий расплавленный металл обеспечивает сваои
сл VJ
о
00
со
00
вание и залечивание шаговых неслитин при периодическом вытягивании непрерывно- литой заготовки. Угол конусности клина ребра жесткости менее 20° не обеспечивает надежного схода затвердевшей корочки слитка, что может привести к разрушению ребра жесткости. При угле конусности более 90° в полости графитовой вставки наблюдается значительная турбулизация расплавленного металла, омывающего ребро жесткости, что приводит к неконтролируемому размыву оболочки слитка, а также внутренней рабочей полости графитовой вставки и снижает стабильность процесса литья.
Пример. При отливке непрерывноли- той загоггдвки шириной 400 мм и толщиной 180 мм высота рабочей полости графитовой вставки hp.n. принята равной 400 мм (Ip.n.). Длина рубашки охлаждения п0хл. равна 250 мм. Во входной полости графитовой вставки установлено ребро жесткости высотой h 400 мм - 0,9 250 400 -225 175 мм. Угол конусности ребра жесткости выполнен равным а 60°.
Продольное ребро жесткости устраняет деформацию и прогиб рабочих граней графитовой вставки от сил сжатия металлического корпуса охлаждения и термического расширения графитовой вставки.
В процессе работы предлагаемая конструкция кристаллизатора ввиду исключения зависания корочки металла рабочей полости графитовой вставки обеспечивает высокую стабильность процесса, позволяет уменьшить количество таких дефектов, как
поперечные трещины и поверхностные риски, увеличить длительность разливки из одной графитовой вставки, сократить расход дорогостоящего дефицитного графита и увеличить выход годных заготовок.
Ф о рмул а и зо б рете н и я
1.Кристаллизатор для непрерывного литья заготовок, содержащий металлический водоохлаждаемый корпус и графитовую вставку, отличающийся тем, что,
с целью повышения стабильности и производительности процесса литья, он снабжен по крайней мере одним ребром жесткости, размещенным в полости графитовой вставки с соединением противолежащих широких стенок кристаллизатора, при этом высоту ребра жесткости h определяют по зависимости
h hp.n. -(0,7-1,1). Р.ОХЛ, где hp.n. - высота рабочей полости графитовой вставки, м;
Ьохл. -длина охлаждаемой части графитовой вставки.
2.Кристаллизатор по п. 1, о т л и ч а ю- щ и и с я тем, что ребро жесткости выполнено клиновидным с сужением в направлении вытягивания заготовки с углом конусности не менее 20°.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО МНОГОРУЧЬЕВОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР И ТЯНУЩЕЕ УСТРОЙСТВО ДЛЯ ЭТОЙ УСТАНОВКИ | 1999 |
|
RU2161546C1 |
| Кристаллизатор для непрерывного горизонтального литья заготовок | 1990 |
|
SU1743677A1 |
| Способ непрерывного литья слитков прямоугольного сечения и устройство для его осуществления | 1983 |
|
SU1315114A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1999 |
|
RU2145267C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| Кристаллизатор для установок непрерывной разливки металлов | 1981 |
|
SU1002086A1 |
| Кристаллизатор | 1977 |
|
SU733853A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2006 |
|
RU2340425C2 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ | 1997 |
|
RU2162767C2 |
| Способ непрерывной разливки металла | 1977 |
|
SU627907A1 |
Изобретение относится к металлургии, конкретно к непрерывной разливке металлов и сплавов на установках горизонтального типа. Цель - повышение стабильности и производительности процесса литья. Кристаллизатор для непрерывного литья заготовок содержит металлический кожух охлаждения, графитовую вставку с широкими и узкими гранями рабочей полости, ребро жесткости, расположенное в рабочей полости графитовой вставки вдоль оси кристаллизатора со стороны поступления металла, которое соединяет противолежащие широкие грани рабочей полости кристаллизатора, причем ребро жесткости в плоскости широких граней графитовой вставки выполнено клиновидной формы с сужением в направлении вытягивания заготовки с углом конусности не менее 20°. 1 з.п. ф-лы, 2 ил.
,J
г
фиг.1
А-А
Фиг. г
| Устройство для горизонтального непрерывного литья | 1984 |
|
SU1209361A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
