Известно использование индуктированного тока различной частоты для нагрева изделий любой формы и размеров.
Особенность описываемого устройства заключается в том, что, в нем применен измеряющий температуру трубы, нагреваемой индуктируемым током, пирометр, электрически связанный с пепями управления питающего генератора. Такое устройство позволяет автоматически в заданных пределах измерять и регулировать температуру нагрева.
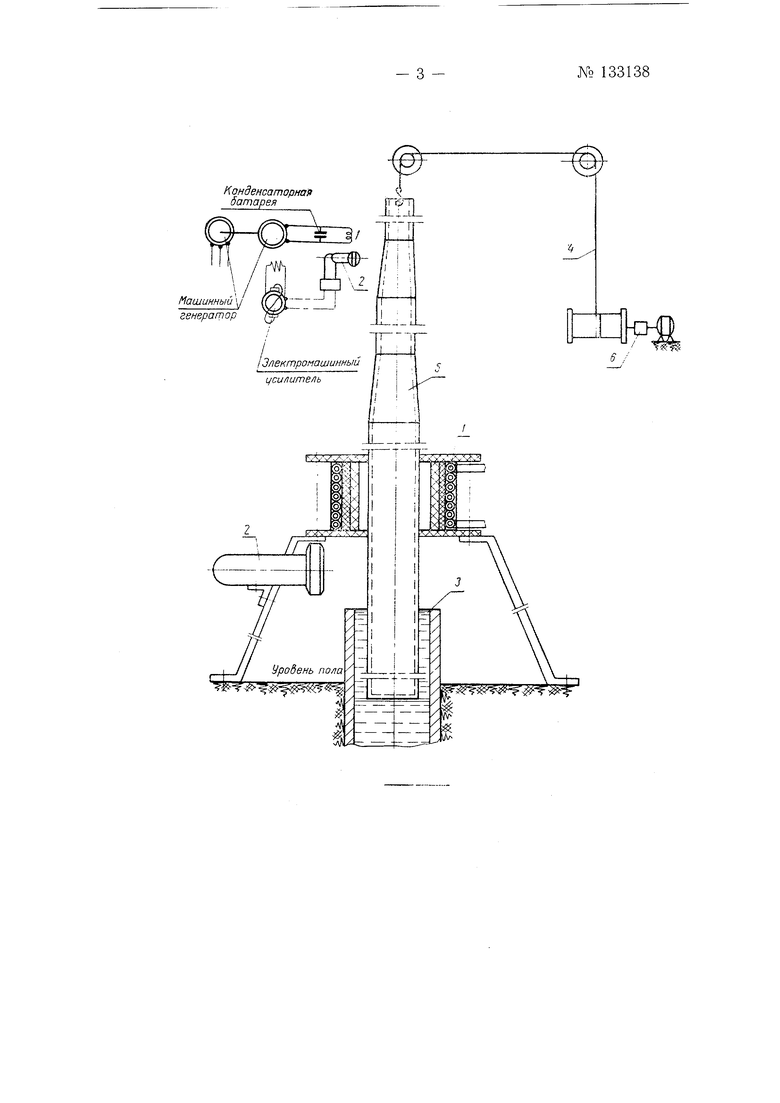
На фиг. 1 показано устройство в общем виде; на фиг. 2-его принципиальная электрическая схема.
Основными элементами устройства являются: многовитковый индукционный нагреватель 1, фотоэлектропирометр 2, закалочная ванна 3, механизм 4 перемещения изделий 5 и редуктор 6. Электропитание многовиткового индукционного нагревателя осуществляется от генератора тока повыщенной частоты, а регулирование мощности его и температуры нагрева производится при помощи электромащинного усилителя. Нагрев и охлаждение изделия осуществляют непрерывно-последовательным способом. Ванну с закалочной средой располагают непосредственно под индукционным нагревателем. Режим работы генератора и скорость прохождения изделий через индукционный нагреватель, обеспечивающие нагрев их до температуры закалки, устанавливают в соответстви с геометрическими размерами деталей, толпдиной стенок изделия и технологическими свойствами металла. Температуру охлаждающей ванны устанавливают в зависимости от требуемых механических свойств изделий.
При закалке изделия подвещивают на крюк и включают электропитание индукционного нагревателя. Носле этого приводят в действие механизм перемещения обрабатываемого изделия, которое, постепенно проходя через нагреватель, нагревается до температуры закалки и погружается в охлаждающую ванну, расположенную под нагревателем.
№ 133138- 2 Температура нагреваемого изделия контролируется и регулируется при помощи фотопирометра. Мощность генератора регулируют посредством электромашинного усилителя в зависимости от сечения нагреваемой части изделия. Температура охлаждающей ванны контролируется и регулируется обычным методом.
Описываемое устройство позволяет осуществлять закалку труб а трубчатых изделий геометрической формы и неременного сечения с использованием индукционного нагрева при вертикальном их расноложении.
Для обеснечения минимальной деформации изделия в напряженном состоянии, под действием растягивающих усилий, подвергают нагреву и охлаждению. Кратковременный нагрев и наличие незначительного расстояния между нагретой зоной изделия и охлаждающей средой значительно уменьшают обезуглероживание и окисление поверхности металла.
Предмет изобретения
Устройство для термической обработки труб при непрерывном двил ении их через индукционный нагреватель, отличающееся тем, что, с целью автоматического поддержания температуры нагрева, в устройстве применен измеряющий температуру пагрева трубы пирометр, электрически связанный с цепями управления генератора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная муфельная печь | 1955 |
|
SU133137A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗУБЬЕВ ПИЛЬНЫХ ДИСКОВ | 1991 |
|
RU2051187C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2000 |
|
RU2160791C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОЙ ЗАКАЛКИ ТРУБ | 1990 |
|
SU1757234A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СТЫКОВ РЕЛЬСОВ | 2018 |
|
RU2704951C1 |
| Способ индукционного термического упрочнения остряков стрелочных переводов и установка для его осуществления | 2022 |
|
RU2794329C1 |
| Индукционный нагреватель | 1990 |
|
SU1747510A1 |
| Способ термической обработки башмаков гусеничного хода | 1990 |
|
SU1786124A1 |
| СТВОЛ АВТОМАТИЧЕСКОГО СТРЕЛКОВОГО ОРУЖИЯ, ИЗГОТОВЛЕННЫЙ МЕТОДОМ ХОЛОДНОГО РАДИАЛЬНОГО ОБЖАТИЯ, И СПОСОБ ЕГО МЕСТНОЙ ЗАКАЛКИ | 2012 |
|
RU2498185C1 |
| Способ упрочнения низкоуглеродистых цементованных сталей | 1988 |
|
SU1620493A1 |