Изобретение относится к области химико-термической обработки полых изделий, в частности, к индукционным установкам для газовой цементации металла внутренней поверхности труб с непрерывно-последовательным нагревом их в горизонтальном положении:
Известно устройство для термической обработки труб при непрерывном движении их через индукционный нагреватель, содержащее источник тока высокой частоты, многовитковый индуктор-нагреватель, механизм продольного перемещения изделий через индуктор, закалочное устройство, фотоэлектропирометр, электрически связанный с цепями управления источника токов высокой частоты (а.с. СССР N 133138, C 21 D 9/08,1960, БИ N 21).
Недостатком известного устройства является то, что не удается осуществить упрочнение металла внутренней поверхности труб способом высокотемпературной газовой цементации, так как в устройстве отсутствует система подачи науглероживающего газа во внутреннюю полость обрабатываемой трубы, что снижает качество упрочняемого изделия после его термообработки.
Кроме того, недостатком является низкое качество обрабатываемого изделия, обусловленное отсутствием в устройстве механизма вращения трубы при ее нагреве и цементации, что приводит к неравномерному нагреву обрабатываемой трубы по ее сечению и неравномерному насыщению углеродом внутренней поверхности трубы в процессе цементации.
Наиболее близким техническим решением является индукционная установка для упрочнения полых цилиндрических изделий газовой цементацией, преимущественно внутренней поверхности труб (а.с. СССР N 931805, C 23 C 11/12, C 21 D 9/08, 1982, БИ N 20), принятая за прототип. Установка содержит задающие и приемные стеллажи, рольганги, индуктор-нагреватель и индуктор-термостат, с установленными между ними промежуточными поддерживающими роликами, кольцевой спрейер, коаксиально-укрепленные на стойках опоры с фиксирующими конусами, имеющими механизм продольного перемещения, и коаксиальные сквозные каналы, один из которых соединен с системой подвода науглероживающего газа в трубу, а другой с системой отвода отработанных газов из трубы. Конуса в установке снабжены приводом вращения, а система подвода науглероживающего газа снабжена коллектором, в котором расположен торец канала. Недостатками установки являются низкая производительность процесса упрочнения труб, обусловленная поштучной их обработкой; низкое качество упрочняемых труб, обусловленное тем, что подачу науглероживающего газа внутрь трубы осуществляют только в одном направлении, что приводит к неравномерному науглероживанию металла внутренней поверхности по длине трубы, вследствие завихрения потока науглероживающего газа в трубе. Кроме того, неравномерный нагрев упрочняемой трубы в индукторах по длине и сечению, из-за отсутствия в установке системы стабилизации параметров режима химико-термической обработки, приводит к снижению качества изделий.
Техническая задача, решаемая изобретением, заключается в увеличении производительности линии для химико-термической обработки внутренней поверхности труб, в стабилизации технологических параметров режима газовой цементации и нитроцементации и повышении качества обрабатываемых изделий.
Поставленная задача решается за счет того, что в автоматической линии для химико-термической обработки внутренней поверхности труб с индукционным нагревом в горизонтальном положении, содержащей задающие и приемные рольганги, индуктор-нагреватель и индуктор термостат, установленные между ними промежуточные поддерживающие приводные ролики, систему подачи науглероживающего газа в трубу и отвода отработанных газов и кольцевой спрейер, согласно изобретению линия снабжена аппаратурой контроля температуры нагрева трубы, кольцевой электропечью сопротивления, установленной в линии за спрейером соосно индуктору-термостату, а поддерживающие промежуточные ролики и ролики рольгангов установлены с возможностью поворота вокруг вертикальной оси и размещены на шарнирных рычагах с возможностью перемещения перпендикулярно продольной оси линии, ролики оснащены индивидуальными приводами вращения и снабжены тиристорным асинхронным регулируемым электроприводом согласования скоростей вращения, электрически связанным с аппаратурой контроля нагрева трубы, при этом система подачи науглероживающего газа и отвода отработанных газов из трубы снабжена трехходовым переключателем направления подачи газа и съемными заглушками, установленными на торцах трубы. Кроме того, линия снабжена местной вытяжной вентиляцией, установленной стационарно по всей длине линии.
Снабжение автоматической линии кольцевой электропечью сопротивления, установленной в линии за спрейером соосно индуктору-термостату, позволяет одновременно с цементацией и нитроцементацией металла внутренней поверхности трубы и его закалкой осуществлять на предлагаемой линии и отпуск металла трубы, то есть снимать внутренние напряжения в металле трубы, возникающие в процессе ее нагрева и интенсивного охлаждения. Это повышает качество изделий. Установление поддерживающих промежуточных роликов и роликов задающего и приемного рольгангов с возможностью поворота их вокруг вертикальной оси на заданный угол и размещение их на шарнирных рычагах с возможностью перемещения перпендикулярно продольной оси линии позволяет осуществлять одновременно вращательное и поступательное перемещение обрабатываемой трубы вдоль оси рольгангов в процессе ее упрочнения. Это позволяет улучшить качество обрабатываемой трубы за счет равномерного нагрева ее в индукторах и равномерного науглероживания металла внутренней поверхности по длине и сечению трубы.
Снабжение поддерживающих промежуточных роликов и роликов рольгангов тиристорным асинхронным регулируемым электроприводом согласования скоростей вращения, электрически связанным с аппаратурой контроля нагрева трубы, позволяет повысить качество упрочняемой трубы за счет стабилизации параметров режима технологического процесса химико-термической обработки внутренней поверхности трубы.
Снабжение системы подачи науглероживающего газа в упрочняемую трубу и отвода отработанных газов из нее трехходовым переключателем направления подачи газа и съемными заглушками, установленными на торцах обрабатываемой трубы, позволяет повысить качество изделия после его упрочнения за счет равномерного науглероживания металла концевых участков трубы, а также осуществлять непрерывность процесса химико-термической обработки труб. Это приводит к увеличению производительности линии за счет сокращения времени на вспомогательные технологические операции.
Именно указанная совокупность существенных признаков позволяет увеличить производительность автоматической линии при упрочнении металла внутренней поверхности труб, стабилизировать технологические параметры режима химико-термической обработки и повысить качество обрабатываемых труб.
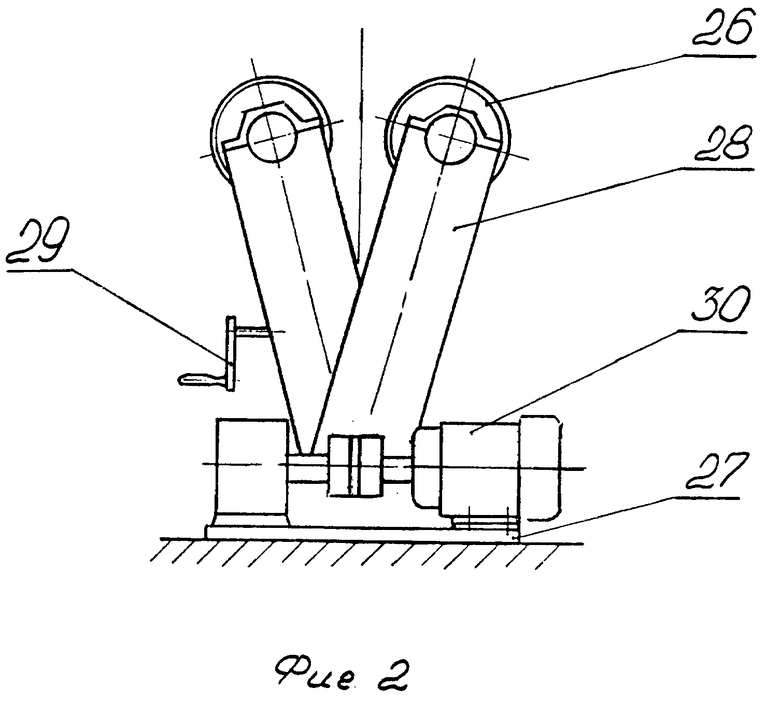
Изобретение иллюстрируется чертежами, где на фиг. 1 схематически изображена линия для химико-термической обработки внутренней поверхности труб, на фиг. 2 показана конструкция приводного ролика, установленного в линии рольгангов и между индукторами (поддерживающие промежуточные ролики).
Автоматическая линия содержит (фиг. 1) задающий 1 и приемный 2 стеллажи, установленные стационарно и снабженные автоматическими сбрасывателями труб, индуктор-нагреватель 3 и индуктор-термостат 4, установленные стационарно и питаемые от отдельных источников токов высокой частоты 5 и 6, задающий косовалковый рольганг 7, приемный косовалковый рольганг 8, поддерживающие промежуточные приводные ролики 9, расположенные между индукторами 3 и 4 и выполненные водоохлаждаемыми. Соосно индуктору-термостату 4 стационарно установлены кольцевой спрейер 10 и кольцевая электропечь сопротивления 11. Автоматическая линия снабжена системой подачи науглероживающего газа внутрь обрабатываемой трубы 12 и отвода отработанного газа из нее в процессе упрочнения, которая содержит распределительный трехходовой газовый кран 13, присоединенный к газовой сети либо к баллону с сжиженным пропан-бутаном, резиновые шланги 14 и 15, ротаметры 16 и 17, металлические трубчатые наконечники 18 и 19, закрепленные в шлангах 14 и 15, снабженные ограничителем хода 20 и установленные в центральных отверстиях съемных заглушек 21 и 22, размещенных на торцах упрочняемой трубы 12.
Автоматическая линия снабжена местной вытяжной вентиляцией 23, установленной стационарно и расположенной над всей линией.
Ролики рольгангов 7, 8 и поддерживающие промежуточные приводные ролики 9 снабжены тиристорным асинхронным регулируемым частотным электроприводом 24 согласования скоростей вращения роликов, электрически связанным с аппаратурой контроля 25 нагрева упрочняемой трубы.
Ролики 26 (фиг. 2) рольгангов 7 и 8 и ролики 9 установлены стационарно, с возможностью их поворота вокруг вертикальной оси в пазах на основании 27 на заданный угол относительно оси рольгангов 7 и 8, смонтированы на шарнирных рычагах 28 с возможностью их сведения и разведения рукояткой 29. Все ролики 26 рольгангов и поддерживающие промежуточные ролики 9 оснащены индивидуальными электроприводами 30 вращения роликов с помощью цепной передачи.
Автоматическая линия для химико-термической обработки работает следующим образом.
В зависимости от диаметра обрабатываемых труб осуществляют настройку рольгангов 7, 8 и промежуточных приводных роликов 9 путем сведения или разведения рукояткой 29 роликов 26, смонтированных на подвижных шарнирных рычагах 28. Ролики 26 рольгангов 7 и 8 и промежуточные поддерживающие ролики 9 поворачивают вокруг вертикальной оси в пазах основания 27 на заданный угол относительно оси рольгангов 7 и 8, обеспечивая тем самым заданную величину скорости вращения и продольного перемещения трубы 12 по рольгангам 7 и 8 в процессе ее обработки.
Пакет обрабатываемых труб подают на задающий стеллаж 1 и автоматическим сбрасывателем поштучно подают на задающий косовалковый рольганг 7.
На торцы упрочняемой трубы 12 устанавливают стальные заглушки 21 и 22, в центральные отверстия которых установлены трубчатые металлические наконечники 18 и 19 с укрепленными на них резиновыми шлангами 14 и 15.
От магистральной газовой сети или от баллонов с сжиженным пропан-бутаном через распределительный трехходовой газовый кран 13, ротаметр 16, резиновый шланг 14, трубчатый наконечник 18, вставленный в центральное отверстие заглушки 21, упрочняемую трубу 12 заполняют науглероживающим газом.
Индивидуальными приводами 30 через цепную передачу приводят во вращение ролики 26 рольгангов 7 и 8 и промежуточные приводные ролики 9. Согласование скоростей вращения всех роликов осуществляется автоматически тиристорным асинхронным электроприводом 24, который электрически связан с аппаратурой контроля 25 температуры нагрева обрабатываемой трубы 12.
За счет вращения роликов 26 рольганга 7 упрочняемой трубе 12 придают вращательное и поступательное движение, и она перемещается по рольгангу 7 с заданной скоростью. От источника токов высокой частоты 6 трубу 12 нагревают в индукторе 3 до заданной температуры процесса химико- термической обработки (1100-1200oC).
Науглероживающий газ, подаваемый внутрь нагреваемой трубы 12 через заглушку 21, диссоциирует внутри нее и науглероживает металл внутренней поверхности, а отработанный газ выходит из трубы 12 через заглушку 22 и сгорает на выходе из трубы, а продукты сгорания газа удаляют местной вытяжной вентиляцией 23, расположенной над всей автоматической линией.
В индукторе-термостате 4 трубу 12 нагревают от источника токов высокой частоты 5 и выдерживают в нагретом состоянии в течение заданного времени. Температуру нагрева упрочняемой трубы 12 контролируют фотоэлектрическими пирометрами 25, установленными стационарно возле каждого индуктора и электрически связанными с приборами по регистрации температуры нагрева трубы.
Тиристорным асинхронным электроприводом 24, электрически связанным с приборами по контролю температуры нагрева, автоматически поддерживают постоянную температуру нагрева трубы 12. При изменении температуры нагрева трубы (например, понижение температуры трубы в индукторе-термостате 4 от заданной на приборах) на тиристорный асинхронный электропривод 24 от приборов поступает электрический сигнал, тиристорный асинхронный электропривод 24 автоматически изменяет (снижает) скорость вращения роликов рольгангов 7 и 8 и приводных промежуточных роликов 9, при этом изменяется (снижается) скорость перемещения упрочняемой трубы на рольгангах и изменяется (повышается) температура нагрева трубы 12 в индукторах 3 и 4.
При выходе нагретой трубы 12 из индуктора-термостата 4 производят закалку науглероженного металла внутренней поверхности трубы путем охлаждения водой ее наружной поверхности из кольцевого спрейера 10, а затем осуществляют отпуск металла трубы путем дополнительного подогрева в кольцевой электрической печи сопротивления 11 до заданной температуры отпуска (200-300oC).
При выходе переднего конца упрочняемой трубы 12 из электрической печи 11 распределительным трехходовым газовым краном 13 изменяют направление подачи науглероживающего газа в упрочняемую трубу на противоположное, при этом металлический трубчатый наконечник 18 ограничителем 20, установленным на рольганге 7, удаляют из заглушки 21, а науглероживающий газ в упрочняемую трубу 12 подают от трехходового газового крана 13 через ротаметр 17, шланги 15, металлический трубчатый наконечник 19, установленный в заглушке 22, а отработанный газ выходит из упрочняемой трубы через центральное отверстие в заглушке 21 и сгорает на выходе из трубы. Таким образом, меняют направление потока газа в упрочняемой трубе на противоположное. Продукты сгорания газа удаляют в атмосферу вытяжной вентиляцией 23, установленной над всей автоматической линией.
По окончании процесса химико-термической обработки трубы автоматическим сбрасывателем трубу 12 с рольганга 8 подают на приемный стеллаж 2, после ее охлаждения снимают заглушки 21 и 22 и мостовым краном подают упрочненную трубу 12 на склад готовой продукции.
Предлагаемая автоматическая линия была испытана при химико-термической обработке металла внутренней поверхности стальных труб диаметром 57 мм с толщиной стенки трубы 6,5 мм, длиной 4,5-5,0 м, предназначенных для изготовления цилиндров штанговых глубинных насосов.
Одновременно были изготовлены и испытаны стальные трубы диаметром 57 х 6,5 мм, упрочненные на установке-прототипе.
Технологический процесс химико-термической обработки труб на предлагаемой автоматической линии заключался в следующем.
Осуществляли настройку промежуточных роликов и роликов рольгангов путем сведения роликов подвижными шарнирными рычагами на заданное расстояние между ними и поворачивали их в пазах основания вокруг вертикальной оси на заданный угол поворота (10-12o) относительно продольной оси установки, обеспечивая тем самым заданную величину скорости вращения и продольного перемещения упрочняемой трубы по рольгангам в процессе ее обработки.
Пакет обрабатываемых труб (100 шт.) подавали краном на задающий стеллаж установки и автоматическим сбрасывателем поштучно подавали на задающий рольганг.
На торцы управляемой трубы крепили стальные заглушки с центральными отверстиями, в которые устанавливали трубчатые металлические наконечники с укрепленными на их концах резиновыми шлангами. Открытием распределительного трехходового газового крана из баллона с пропан-бутаном в упрочняемую трубу подавали науглероживающий газ. Расход газа контролировали ротаметром.
Индивидуальными приводами промежуточные ролики и ролики рольгангов приводили во вращение. Согласование скорости вращения всех роликов осуществляли автоматически тиристорным асинхронным электроприводом.
За счет вращения роликов, установленных под углом к продольной оси установки, упрочняемая труба получала вращательное и поступательное движение. При прохождении трубы через индуктор-нагреватель ее нагревали токами высокой частоты до заданной температуры процесса ХТО (1100-1200oC).
Науглероживающий газ, подаваемый от баллона через распределительный кран, шланги и наконечник, установленный в заглушке на заднем конце трубы по ходу ее движения, поступает внутрь упрочняемой трубы, диссоциирует и науглероживает металл ее внутренней поверхности, а отработанный газ выходит из упрочняемой трубы через заглушку, установленную на переднем торце трубы (по ходу ее движения) и сгорает на выходе из трубы. Продукты сгорания выбрасываются в атмосферу местной вытяжной вентиляцией, расположенной по всей длине установки.
В индукторе-термостате упрочняемую трубу нагревали токами высокой частоты до заданной температуры процесса химико-термической обработки и выдерживали при этой температуре в течение заданного времени.
Температуру нагрева трубы измеряли фотоэлектрическими пирометрами, установленными возле каждого из индукторов, и регулировали автоматически с помощью тиристорного асинхронного электропривода, электрически связанного с приборами контроля температуры нагрева трубы. При изменении температуры нагрева трубы от заданной на приборах на тиристорный асинхронный электропривод поступал электрический сигнал и тиристорный электропривод автоматически изменял скорость вращения приводных роликов рольгангов и промежуточных роликов установки, что приводило к изменению скорости перемещения нагреваемой трубы в индукторах и стабилизировало температуру нагрева упрочняемой трубы.
При выходе нагретой трубы из индуктора-термостата осуществляли закалку науглероженного металла внутренней ее поверхности водой из концевого спрейера с последующим отпуском металла трубы в электрической печи сопротивления, установленной за кольцевым спрейером соосно индуктору-термостату.
При выходе трубы из электрической печи сопротивления изменяли направление потока науглероживающего газа в упрочняемую трубу на противоположное. При этом металлический наконечник, установленный в заглушке на заднем по ходу движения конце трубы, вынимали из заглушки, а трехходовым газовым краном подавали науглероживающий газ в упрочняемую трубу от баллона через ротаметр, резиновые шланги и металлический наконечник, установленный на переднем по ходу движения конце трубы. В упрочняемой нагретой трубе науглероживающий газ диссоциировал и науглероживал металл внутренней поверхности трубы, а отработанный газ выходил из трубы через отверстие в заглушке, установленной на заднем по ходу движения конце трубы, и сгорал, образуя факел. Продукты сгорания газа удаляли в атмосферу вытяжной вентиляцией, установленной над всей установкой.
По окончании непрерывно-последовательного нагрева и упрочнения всей трубы автоматическим сбрасывателем ее укладывали с рольганга на приемный стеллаж и мостовым краном отправляли на склад готовой продукции.
Из упрочненных труб были вырезаны образцы для дальнейшего исследования качества упрочненного изделия.
Результаты исследования показали, что предлагаемая автоматическая линия для высокотемпературной газовой цементации внутренней поверхности труб позволяет:
осуществлять непрерывно-последовательное упрочнение стальных труб;
увеличить производительность технологического процесса упрочнения труб;
стабилизировать технологические параметры режима высокотемпературной газовой цементации металла внутренней поверхности труб;
повысить качество изделий после упрочнения.
Предлагаемая автоматическая линия может быть использована при производстве износостойких труб с внутренним упрочненным слоем металла, работающих в условиях абразивного изнашивания, например при транспортировании по трубопроводам абразивных твердых материалов (песок, щебень, зола, гравийно-песчаные смеси, шлак и др.) в различных отраслях промышленности, а также при производстве изделий, подверженных интенсивному износу, например цилиндров штанговых глубинных насосов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1998 |
|
RU2130507C1 |
| УСТРОЙСТВО ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1998 |
|
RU2129167C1 |
| УСТРОЙСТВО ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1998 |
|
RU2129620C1 |
| Установка для упрочнения изделий | 1984 |
|
SU1281597A1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2180017C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ ПОЛУМУФТ И ИНДУКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2170273C1 |
| КУЛАЧКОВЫЙ МЕХАНИЗМ С КИНЕМАТИЧЕСКИМ ЗАМЫКАНИЕМ И СПОСОБ МЕСТНОЙ ЗАКАЛКИ РОЛИКОВОГО ПАЗА КУЛАЧКА | 2014 |
|
RU2575279C1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ | 2010 |
|
RU2436850C2 |
| СПОСОБ ФОРМИРОВАНИЯ УПРОЧНЕННОГО СЛОЯ ДЕТАЛИ | 1997 |
|
RU2120478C1 |
| СПОСОБ ПРЕОДОЛЕНИЯ ДЕФОРМАЦИИ КОЛЕЦ ПРИ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКЕ И УСТРОЙСТВО ШАХТНОЙ ПЕЧИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2527111C1 |
Изобретение относится к химико-термической обработке полых изделий, в частности к индукционным установкам для газовой цементации металла внутренней поверхности труб с непрерывно-последовательным нагревом их в горизонтальном положении. Техническим результатом является стабилизация технологических параметров режима газовой цементации и нитроцементации и повышение качества изделий. Автоматическая линия для химико-термической обработки внутренней поверхности труб с индукционным нагревом в горизонтальном положении содержит задающие и приемные рольганги, индуктор-нагреватель и индуктор-термостат, установленные между ними промежуточные поддерживающие приводные ролики, систему подачи науглероживающего газа в трубу и отвода отработанных газов, кольцевой спрейер, кольцевую электропечь сопротивления, установленную соосно с индуктором-термостатом, и аппаратуру контроля температуры нагрева трубы. При этом поддерживающие промежуточные ролики и ролики рольгангов установлены с возможностью поворота вокруг вертикальной оси и размещены на шарнирных рычагах с возможностью перемещения перпендикулярно продольной оси линии, ролики оснащены индивидуальными приводами вращения и снабжены тиристорным асинхронным регулируемым электроприводом согласования скоростей вращения, электрически связанным с аппаратурой контроля нагрева трубы, а система подачи науглероживающего газа и отвода отработанных газов из трубы снабжена трехходовым переключателем направления подачи газа и съемными заглушками, установленными на торцах трубы. Кроме того, линия снабжена местной вытяжной вентиляцией, установленной стационарно по всей длине линии. 1 з.п. ф-лы, 2 ил.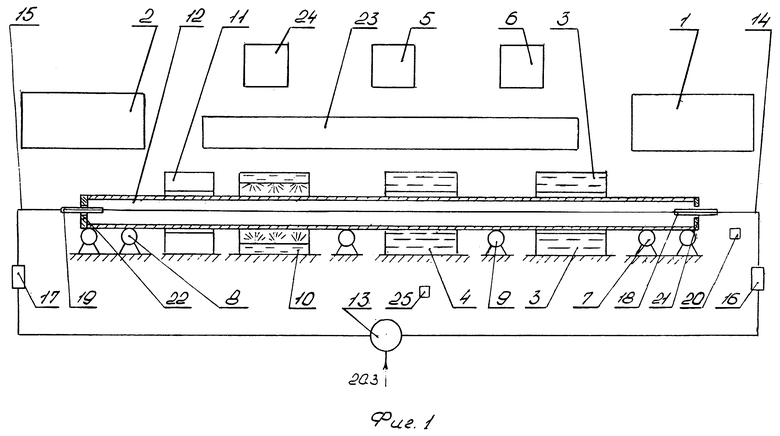
| Установка для упрочнения полых цилиндрических изделий | 1976 |
|
SU931805A1 |
| Устройство для контроля процессов химико-термической обработки металлов | 1978 |
|
SU706466A1 |
| Установка для термохимической обработки полых изделий | 1990 |
|
SU1749312A1 |
| УСТАНОВКА ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛЕЙ И СПЛАВОВ | 1993 |
|
RU2061087C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2031184C1 |

