11
Изобретение относится к автоматическим устройствам для сортировки деталей и может быть использовано в различных отраслях народног о хозяйства, в частности в часовой промышленности для автоматизации обработки и сборки деталер часов.
Цель изобретения - расширение технических возможностей путем сортировки деталей с аси гметрично расположенным отверстием.
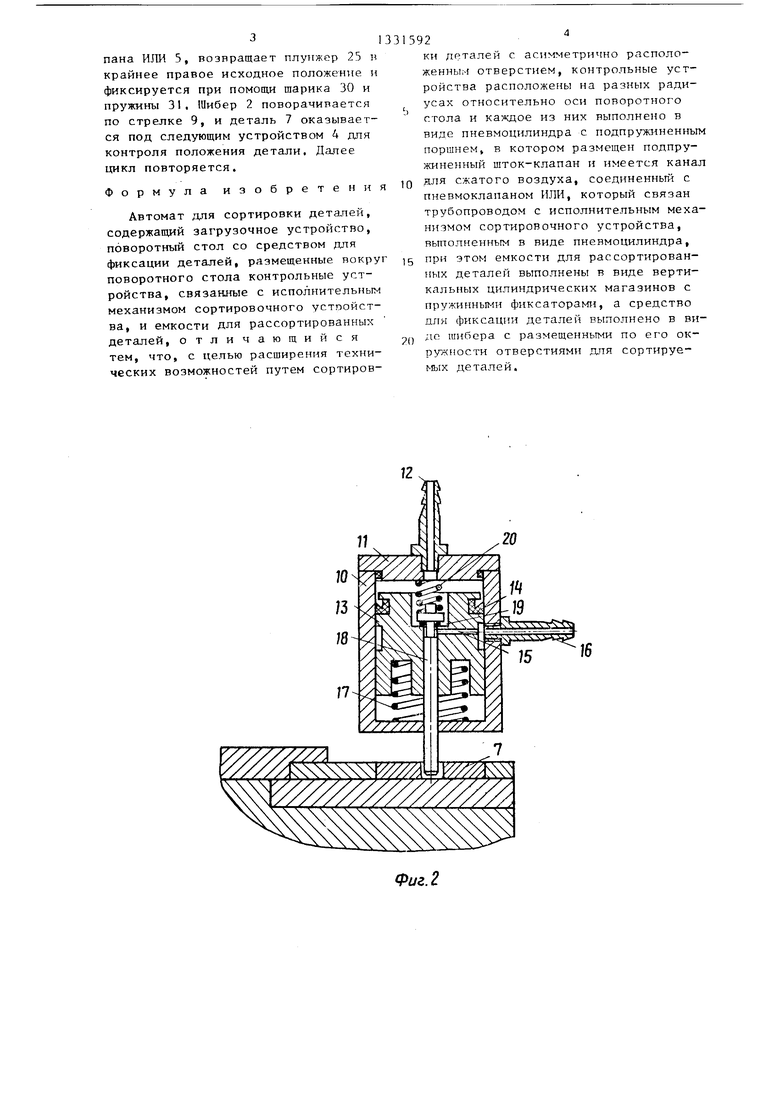
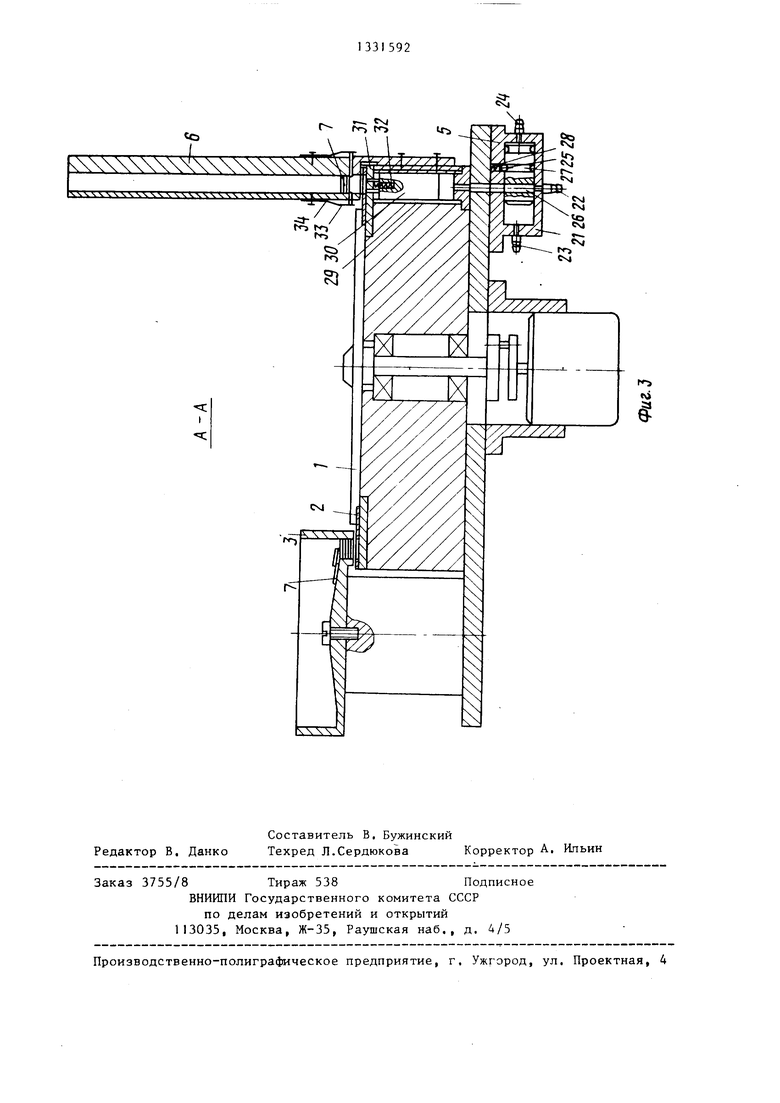
На фиг. 1 схематично изображен предложенный автомат, вид в плане; на фиг. 2 - устройство для контроля положения деталей; на фиг. 3 - разрез А-А на фиг. 1.
Автомат состоит из новоротного стола 1 с шибером 2, вибробу 1кера 3 четырех устройств 4 для контроля положения деталей, четырех пневмо- клапанов НЛ1 5, четырех магазинов 6 для деталей 7. В шибере 2 выполнены окна 8 по форме деталей 7. Направление вращения попор(. стола 1 показано стрелко 9 .
Устройство 4 для контроля положения деталей 7 состоит из пневмоци- линдра 10 и крышки II со штуцером 12, Внутри нневмоцилиндра 10 размещен nopuieHb 13 с уплотнительным манжетом 14 и воздушным каналом 15, выполненным соосно со штуцером 16, расположенным в нневмоцилиндре 10. Исходное положение поршня 13 обеспечивается пружиной 17.
Внутри поршня 13 размещен шток- клапан 18 с УПЛОТНИ ельной манжетой 19. Исходное положение штока- клапана 18 обеспечивается ной 20,
Пневмоклапан ИЛИ 5 состоит из корпуса 21 со штуцерами 22 - 24. Внутри корпуса 21 размещен плунжер 25 с воздушным каналом 26.
Для фиксации плунжера 25 в крайних положениях в корпусе 21 расположен шарик 27, подпружиненный пружиной 28. Магазин 6 снабжен пневмоци- линдром 29, внутри которого размещен поршень 30 со штоками 31. Исходное положение поршня 30 обеспечивается пружиной 32. В магазине 6 размешены фиксаторы 33, исходное положение которых обеспечивается плоскими пружинами 34, закрепленными на магазине 6.
Устройство работает следующим образом.
22
Деталь 7 из вибробункера 3 попадает в окно 8 шибера 2, Поворотный стОл 1 с шибером 2 поворачивается по стрелке 9, и деталь 7 оказывается под первым устройством 4 для контроля положения детали.
Сжатый воздух через штуцер 12 (фиг. 2) поступает в полость над
поршнем 13 пневмоцилиндра 10 устройства 4 для контроля положения детали. Поршень 13 перемещается вниз, увлекая за собой контрольный шток-клапан 18 под действием пружины 20. Если положение детали 7 оказывается отверстием или выточкой соосно с контрольным штоком 18 (фиг. 2), то контроль- шток 18 не касается детали 7, а сжаты воздух через уплотнительное
КОЛЬЦО 19 не поступает н канал 15
поршня 13 и соответственно в отверстие штуцера 16, следовательно не поступает по трубопроводу (не показан) и штуцер 24 (фиг. 3). Плунжер 25 ос- - -ается в крайнем правом исходном положении, ко1 да отверстие в штуцере 22 с(5осно с каналом 26, при этом сжа- т1-,п воздух через штуцер 22 поступает в полость цилиндра 29, и поршень 30, пе;)емг 1цаясь пверх, своими штоками 31 переносит деталь 7 в магазин 6. При этом 1)иксаторы 33 под действием плоских пружин 34 удерживают деталь 7 в мат-азине 6,
После 1 хода сжатого воздуха из полости пненмоцилиндра 29 поршень 30 пол. цействием пружины 32 возвращается в исходное положение. Если положение детали 7 оказывается отверстием и;п1 выточкой не соосно с контроль,„ ным lU i OKON 18, то контрольный шток
18, касаясь поверхности детали 7, сжимает пружину 20, и сжатый воздух из по. юсти нод поршнем 13 через уп- тотнитсльное кольцо 19 поступает в канал 15 поршня 13 и соответственно в отверстие штуцера 16, который соединен трубопроводом (не показан) со iin уцером 24 (фиг. 3) клапана ИЛИ 5. При этом плунжер 25 клапана
ИЛИ 5 оказывается в крайнем левом положении, когда канал 26 плунжера 25 становится несоосно с отверстием штуцера 22, сжатый воздух в полость пневмоцилиндра 29 не поступает и деталь 7 остается в окне 8 шибера 2 поворотного стола 1.
В конце цикла сжатый воздух через штуцер 23 поступает в корпус 21 клапана ИЛИ 5, возвращает плунжер 25 и крайнее правое исходное положение и фиксируется при помоощ шарика 30 и пружины 31, Шибер 2 поворачипается по стрелке 9, и деталь 7 оказывается под следующим устройством 4 для контроля положения детали. Далее цикл повторяется.
Формула изобретени
Автомат для сортировки деталей, содержащий загрузочное устройство, поворотный стол со средством для фиксации деталей, размещенные вокру поворотного стола контрольные устройства, связашше с исполнительным механизмом сортировочного устпойст- ва, и емкости для рассортированных деталей, отличающийся тем, что, с целью расширения технических возможностей путем сортиров31592
ки дкталей с асимметрично расположенным отверстием, контрольные устройства расположены на разных радиусах относительно оси поворотного Ь
стола и каждое из них выполнено в
виде пневмоцилиндра с подпружиненным поршнем, в котором размещен подпружиненный шток-клапан и имеется канал
ig для сжатого воздуха, соединенный с пневмоклапаном ИЛИ, который связан трубопроводом с исполнительным механизмом сортировочного устройства, выполненным в виде пневмоцилиндра,
15 при этом емкости для рассортированных деталей выполнены в виде вертикальных цилиндрических магазинов с пружинными фиксаторами, а средство для фиксации деталей выполнено в ви2Q дс шибера с размещенными по его ок- руяяости отверстиями для сортируемых деталей.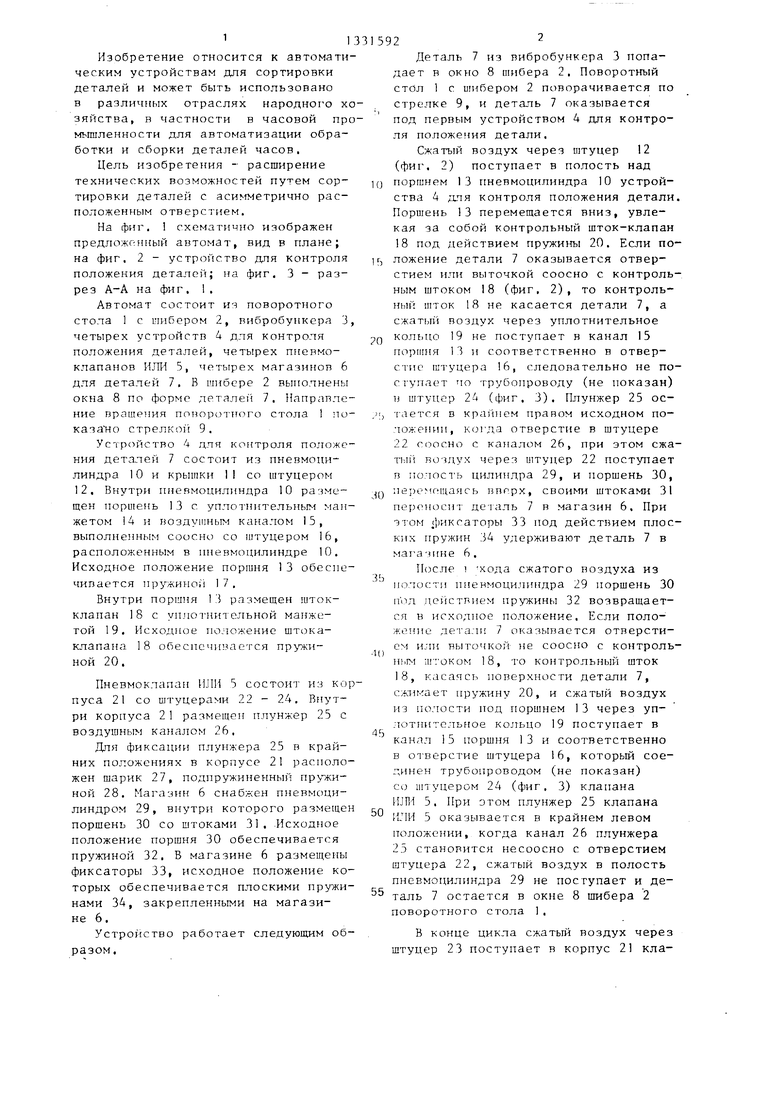
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля и сортировки линз | 1980 |
|
SU910231A1 |
| Устройство для автоматической подачи подошв | 1979 |
|
SU884675A1 |
| Устройство для контроля и маркирования цилиндрических изделий | 1984 |
|
SU1268241A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Устройство для контроля качества намотки бобин по пневматическому сопротивлению | 1978 |
|
SU747538A1 |
| Устройство для подачи деталей | 1985 |
|
SU1299739A1 |
| Поворотно-делительный стол | 1984 |
|
SU1227422A2 |
| Полуавтомат для обработки, сборки и клеевого соединения деталей | 1959 |
|
SU125233A1 |
| Устройство для автоматической зарядки ориентированными крепежными деталями магазинов ручного инструмента | 1978 |
|
SU753597A2 |
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |
Изобретение относится к автоматическим устройствам для сортировки деталей и позволяет расширить технические возможности устройства путем сортировки деталей с асимметрично расположенным отверстием. Автомат содержит загрузочное устройство 3, поворотный стол 1 и размещенные вокруг поворотного стола контрольные устройства 4, выполненные в виде пневмоцилиндров с подпружиненным поршнем, в котором размещен подпружиненный шток-клапан, а также имеется канал для сжатого воздуха, соединенный трубопроводом с клапаном ИЛИ, который соединен трубопроводом с исполнительным механизмом сортировочного устройства, выполненным в виде магазина 6, количество контрольных устройств равно количеству магазинов и равно количеству положений сортируемых деталей. 3 ил. с 8
20
Фиг. 2
r« (О
Редактор В. Данко
Составитель В, Бужинский
Техред Л.Сердюкова Корректор А. Ильин
Заказ 3755/8 Тираж 538Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
«. -. - -- - - - -- - - -- - - - - - - -- - - ------- - -
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Автомат для контроля и сортировкигНЕзд шТЕпСЕльНыХ РАз'ЕМОВ | 1979 |
|
SU820912A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
