Изобретение относится к сборочному производству и может быть использовано при проведении сборочно-разборочных работ, в ма1ниностроеиии, станкостроении, приборостроении и др. областях техники.
Цель изобретения - снижение унерг о- затрат для осуществления, например, операции по отвинчиванию винтов МНОГ01НПИНдельным гайковертом-реализуется путем изменения величины подачи энергоносителя в зависимости от величины сопротивлепия в резьбовом соединении при завинчивании его многошпиндельным гайковертом.
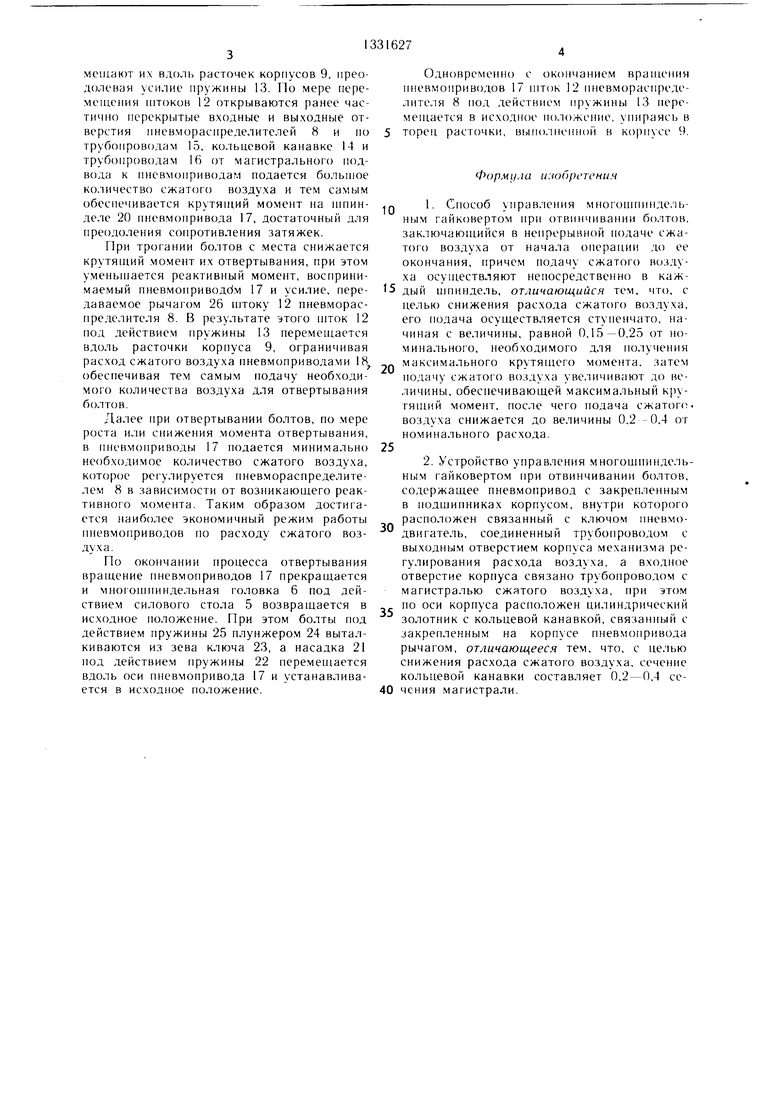
На фиг. 1 представлен гайковерт, общий вид, иллюстрирующий предлагаемый способ; на фиг. 2 - крепление пневмопривода в корпусе мпогон пиндельного гайковерта; на фи1. 3 вид А на фиг. I.
.Многон1пиндельный гайковерт содержит станину 1, стойку 2, приспособление 3 для установки базовой детали 4. На стойке 2 закреплен силовой стол 5 с размещенной на нем многощпиндельной головкой 6. Мно- гошпиндельная головка 6 содержит корнус 7 с закрепленными на нем пневмораспредели- телями 8, каждый из которых состоит из корпуса 9. в котором выполнены входное 10 и выходное 11 отверстия и в расточку которого с возможностью осевого перемеп1ения установлен шток 12, упираю цийся в исход- пом положении под действием пружины 13 в торец расточки. В штоке 12 выполнена кольцевая канавка 14, которая уменьшает сечение трубопроводов 15 и 16 магистрали подвода сжатого воздуха до величины 0,2- - 0,4 номинального значения магистрали в исходном положении гайковерта и соединяет входное и выходное отверстия пневмо- распрсделителя. Входное отверстие 10 трубопроводом 15 связано с магистралью подвода сжатого воздуха (не показана), а Biii- ходное отверстие 11 трубопроводом 16 связано с пневмоприводом 17. Каждый пневмопривод закреплен соосно в стакане 18, который имеет возможность поворота на под- п1И П1иках 19 качения в расточках корпуса 7. На ппшнделях 20 пневмонриводов 17 установлены насадки 21, подпружиненные пружинами 22 и имеющие возможность перемещения вдоль оси шпинделя 20. На концах насадок 21 установлены ключи 23, в которых установлены с возможностью осевого перемещения плунжеры 24 с буртиком, подпружиненные пружинами 25. В исходпом положении бурт плунжера упирается в торец расточки ключа.
Пневмоприводы 17 при помощи установленных на них рычагов 26 имеют возможность воздействовать на штоки 12 пневмо- распределителей 8.
Способ управления многощпиндельным гайковертом осуществляют следующим образом.
0
5
0
5
0
5
0
5
0
5
Нри перемещении приспособления 3 с базовой деталью 4 в зону сборки включается гайковерт и силовой стол 5, закреЕкченный на стойке 2, перемещает многошпиндельную галовку 6 вниз. Одновременно с этим к гщевмоприводам 17 многошгжндельной головки 6 подается сжатый воздух и начинается их вращение на холостом ходу. При этом сжатый воздух по магистрали подвода (не показан) и трубопроводам 15 подается в пневмораспределители 8, откуда через коль- цев1)1е канавки 14, создающие сечение для подачи сжатого воздуха, равным 0,2- -0,4 от номина.льпого сечения магистрали подвода сжато1 о воздуха, и трубопроводы 16 попадает в пневмоприводы 17.
При холостом вращении пневмоприводов 17 штоки 12 пневмораспределителе11 8 под действием пружины 13 упираются в торцы расточки корпусов 9. При этом кольцевые канавки 14 штоков 12 располагаются несо- осно с входными 10 и выходными И отверстиями, в результате чего носледние оказываются частино пер екрыты.ми и к пневмоприводам 17 подается ограниченное количество сжато1 о воздуха, обеспечивающее их вращение с мало11 скоростью и малым крутящим моментом.
В конечной точке перемещения силового стола 5 шпиндели 20 пневмоприводов 17 ключами 23 упираются в головки болтов базовой детали 4 и, преодолевая усилие пружины 22, насадка 21 перемещается вверх. По мере вращения пнев.монриводов 17 под действием пружины 22 ключ 23 своим зевом попадает на головку болта базовой детали. При этом плунжер 24 утапливается, преодолевая усилие пружины 25.
Малая скорость вращения пнев.моприво- дов 17 и соответствующим образом выбранная характеристика пружины 22 обеспечивают надежный захват зевом ключа 23 головки болта.
После того, как ключ 23 своим зевом разместится на головке болта базовой детали 4, увеличивается подача сжатого воздуха по трубопроводу 15, через канавку 14 щтока 12 до максимальной величины, которая обеспечивает преодоление затяжки соединения и гщевмоприводы 17 начинают отвертывать болты. При отвертывании болтов пневмоприводы 17 воспринимают возникающий при этом реактивный момент, направленный в сторону, противоположную вращению пневмонриводов 17. Под действием этого реактивного момента пневмоприводы 17 поворачиваются вместе со стаканами 18 в под- щипниках 19. Совместно с нневмогфиводами 17 поворачиваются в сторону действия реактивного момента и закрепленные на них рычаги 26.
При повороте рычаги 26 воздействуют на штоки 12 пневмораспределителей 8 и переметают их вдоль расточек корпусов 9, преодолевай усилие пружины 13. По мере перемещения И1ТОКОВ 12 открываются ранее час- тичпо перекрытые входные и выходные отверстия иневморасиределителей 8 и по трубопроводам 15, кольцевой канавке 14 и трубопроводам 16 от магистрального подвода к пневмоприводам подается большое количество сжатого воздуха и тем самым обеспечивается крутящий момент на шпинделе 20 пневмопривода 17, достаточный для преодоления сопротивления затяжек.
При трогании болтов с места снижается крутящий момент их отвертывания, при этом уменынается реактивный момент, воспринимаемый пневмоприводбм 17 и усилие, передаваемое рычагом 26 штоку 12 пневморас- пределителя 8. В результате этого шток 12 под действием пружины 13 перемещается вдоль расточки корпуса 9, ограничивая расход сжатого воздуха пневмоприводами 18 обеспечивая тем самым подачу необходимого количества воздуха для отвертывания болтов.
Далее при отвертывании болтов, по мере роста или снижения .момента отвертывания, в пневмоприводы 17 подается минимально необходимое количество сжатого воздуха, которое регулируется ннев.мораспределите- лем 8 в зависимости от возникающего реактивного момента. Таким образом достигается наиболее экономичный режи.м работы пневмоприводов по расходу сжатого воздуха.
По окончании процесса отвертывания вращение пнев.моприводов 17 прекращается и мпогошниндельная головка 6 под дей- ствие.м силового стола 5 возвращается в исходное положение. При этом болты под действием пружины 25 плунжером 24 выталкиваются из зева ключа 23, а насадка 21 под действием пружины 22 перемещается вдоль оси пневмопривода 17 и устанавливается в исходное положение.
Одновременно с окончанием вращения пневмоприводов 17 шток 12 пневмораспреде- лителя 8 под действием пружины 13 перемещается в исходное положение, упираясь в торец расточки, вы11о, 1непной в корпусе 9.
0
5
0
5
0
5
0
Формула изобретения
. Способ управления много1нппнде,чь- ным гайковертом при отвинчивании болтов, заключаюп1ийся в ненрерывной нодаче сжатого воздуха от начала операции до ее окончания, причем подачу сжатого воздуха осуществляют непосредственно в каждый и пиндель, отличающийся тем, что, с целью снижения расхода сжатого воздуха, его подача осуществляется ступенчато, начиная с величины, равной 0,15-0,25 от номинального, необходимого для получения максимального крутящего момента, затем подачу сжатого воздуха уве,1ичивают до величины, обеспечивающей максимальный крутящий момент, после чего подача сжатого, воздуха снижается до величины 0,2-0,4 от номинального расхода.
2. Устройство управления многошпипдель- ным гайковертом при отвинчивании болтов, содержащее пневмопривод с закрепленным в подшипниках корпусом, внутри которого расположен связанный с ключом пневмо- двигатель, соединенный трубопроводом с выходным отверстием корпуса механизма регулирования расхода воздуха, а входное отверстие корпуса связано трубопроводом с магистралью сжятого воздуха, при этом по оси корпуса расположен цилиндрический золотник с кольцевой канавкой, связанный с закрепленным на корпусе пневмопривода рычагом, отличающееся тем, что, с целью снижения расхода сжатого воздуха, сечение кольцевой канавки составляет 0,2-0,4 сечения магистрали.
б ;7.,р
Фиг. 2
Buff А
Составитель А. Короткое
Редактор С. ПатрушеваТехред И. ВересКорректор А. Ильин
Заказ 3734/10Тираж 974Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
l 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4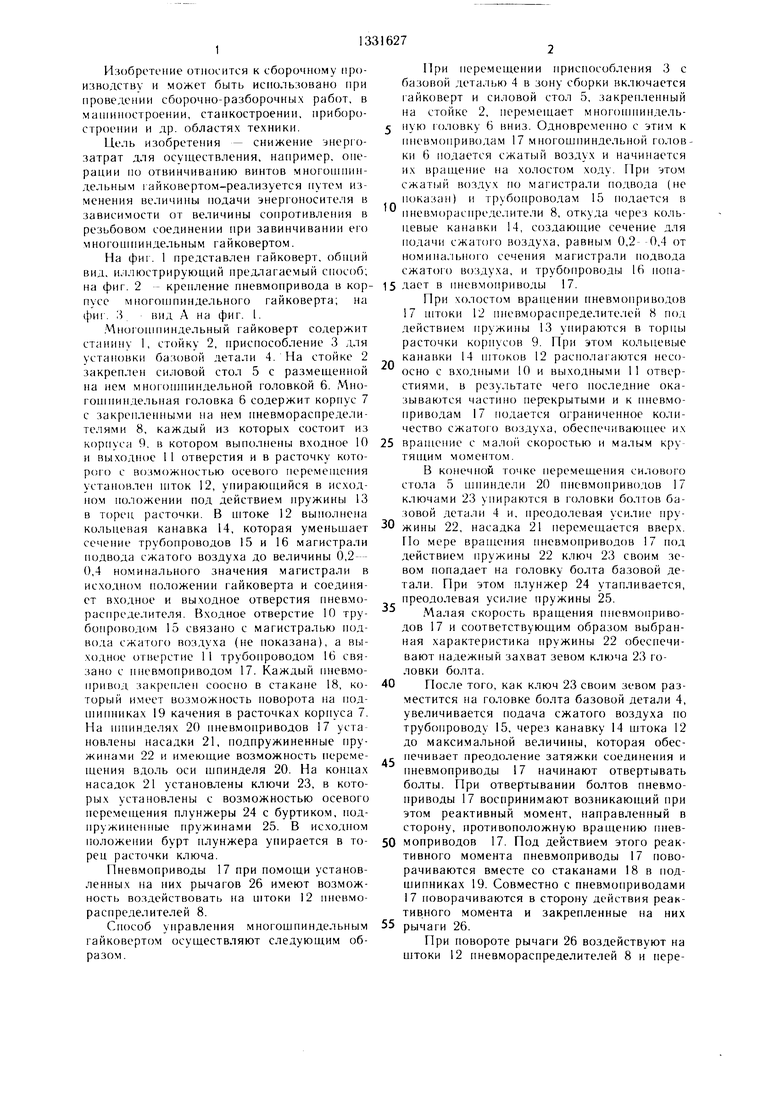
| название | год | авторы | номер документа |
|---|---|---|---|
| Рычажный гайковерт | 1980 |
|
SU1004087A1 |
| Многошпиндельный гайковерт | 1989 |
|
SU1634477A1 |
| Многошпиндельный гайковерт | 1989 |
|
SU1717304A1 |
| Многошпиндельный гидравлический гайковерт | 1980 |
|
SU895642A1 |
| УСТРОЙСТВО ДЛЯ ЗАВИНЧИВАНИЯ ШУРУПОВ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ ТИПА ЖБР-65Ш | 2008 |
|
RU2376412C1 |
| Гайковерт для торцевых соединений труб | 1983 |
|
SU1129065A1 |
| Гайковерт для штуцерных резьбовых соединений трубопроводов | 1983 |
|
SU1155438A1 |
| Пневматический угловой гайковерт | 1989 |
|
SU1618616A1 |
| Гайковерт | 1979 |
|
SU841952A1 |
| Многошпиндельный гайковерт | 1983 |
|
SU1189639A1 |
Изобретение относится к сборочному производству и может быть использовано при сборочно-разборочных работах в ма1ни- ностроении, приборостроении, станкостроении и др. отраслях. При этом обеспечивается снижение затрат энергоносителя (сжатого воздуха), например, при вывинчивании болтов из базовой детали. Способ реализуется устройством, содержащим станину 1, стойку 2, приспособление 3 для установки базовой детали 4 на силовом столе 5 с многошпиндельной головкой 6, смонтированном подвижно на стойке 2. Управление много- иминдельной головкой 6 осуш.ествляется изменением расхода энергоносителя, подаваемого вначале через сечение магистрали, равное 0,2-0,4 от величины расчетного сечения магистрали, после чего подача энергоносителя увеличивается до оптимальной, а затем снижается до величины, меньшей чем оптимальная подача энергоносителя. 2 с. п. ф-лы, 3 ил. S (Л 6,5 ,г со со 05 Ю 
| Оболенский В | |||
| Н | |||
| и др | |||
| Механизация и автоматизация сборки резьбовых соединений | |||
| М.: Машиностроение, 1983, рис | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для определения местоположения границы коксования электродной массы в самоспекающемся электроде | 1982 |
|
SU1095459A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ сушки или нагрева футеровки металлургической емкости и устройство для его осуществления | 1986 |
|
SU1353573A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
