их положение повторится, и все швы будут расположены группами в радиальных плоскостях, последовательно смещенных по кругу на угол ( . Готовую спираль в виде плотного пакета витков при необходимости можно обработать под требуемые радиальные габариты, а в секторах между линиями швов вьшолняют сквозные отверстия 6 для установки стяжных болтов. При установ ке изоляционных прокладок (шайб) спираль растягивают по оси, в образовавшиеся зазоры между витками устанавливают шайбы группами по вертикали со- осно с отверстиями 6 и пакет чередующихся витков и шайб стягивают, например, болтами или шпильками, изолированными относительно витков спирали.
Смещение по окружности линий сварных швов на равные углы, выбираемые так, чтобы их количество в полном угле бьшо равно целому числу, позволяет уменьшить шаг ви тков по крайней мере на высоту усилений швов и упростить установку межвитковой изоляции .
.Если же возможно (или необходимо), удалять усиления сварных швов, то проведение этой операции, как и наложение сварного шва, также упрощается благодаря удобству размещения в зоне
шва рабочего органа, например режущего инртрумента.
Способ позволяет изготовить катушку типа шнек практически с любым отношением размеров сторон сечения витков без деформации витковых заготовок и без изменения формы поперечного сечения, причем проведение техно- логических операций не требует разработки специального оборудования, а форма витков катушки в плане может быть не только кольцевой, но и в виде правильного многоугольника;
Формула изобретения
Способ изготовления катушки возбуждения электромагнита, включающий изготовление плоских кольцевых заготойок из л.истрвого электропроводного материала, радиальное разрезание заготовки и последовательное соединение кромок разрезов, например, сваркой с образованием цилиндрической спирали, т л и ч а ю щ и и с Я1 тем, ; что, с целью упрощения технологии изготовления катушки и повьш1ения коэффициента заполнения окна электромагнит а, производят дополнительное
радиальное разрезание каждой заготовки с образованием сектора, центральный угол которого f /N, где Ы 2, 3, 4..0 - целое число, а перед соединением сектор удаляют.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНДУКТОР ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2021 |
|
RU2790582C1 |
| Способ изготовления плоских кольцевых дисков | 1982 |
|
SU1166879A1 |
| Способ изготовления полых изделий тарообразной формы | 1986 |
|
SU1412857A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАДНЕЙ ПЛИТЫ БЛАНКЕТА ТЕРМОЯДЕРНОГО РЕАКТОРА | 1999 |
|
RU2167455C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК С КОНЦЕВЫМИ УТОЛЩЕННЫМИ КОЛЬЦАМИ | 2014 |
|
RU2567421C1 |
| НАКОНЕЧНИК ФУРМЫ | 1992 |
|
RU2039089C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКОВ СЕКЦИЙ БУРИЛЬНОЙ КОЛОННЫ | 2010 |
|
RU2465112C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННОГО ОТВОДА ТРУБОПРОВОДА БОЛЬШОГО УСЛОВНОГО ДИАМЕТРА, ОТВОД ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ ПОД СВАРКУ КРОМОК ЕГО СКОРЛУП | 2012 |
|
RU2481180C1 |
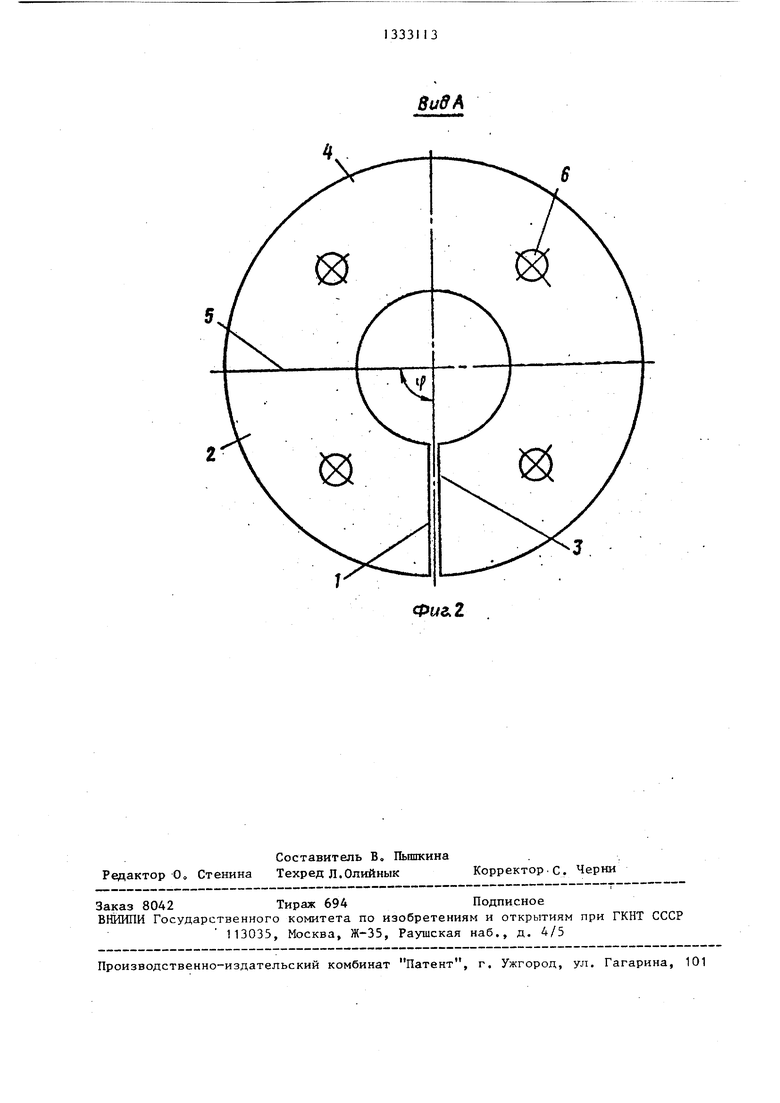
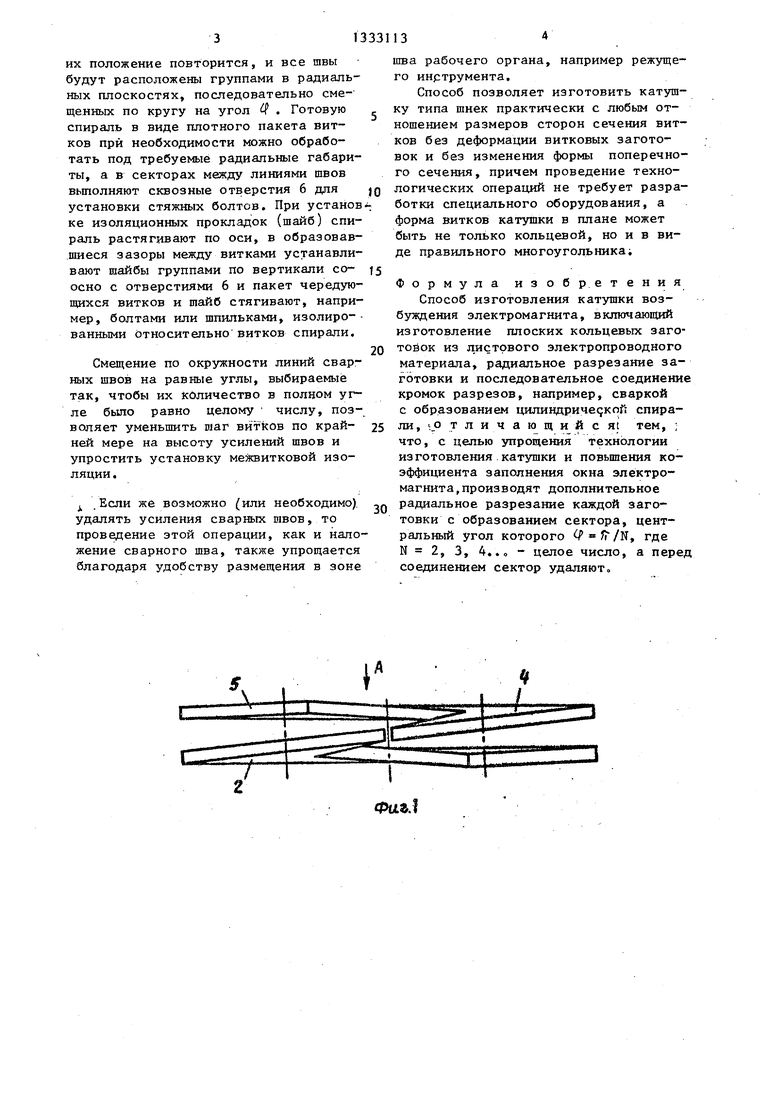
Изобретение относится к электромашиностроению и м.б. использовано при изготовлении цилиндрических спиИзобретение относится к электромашиностроению и может быть использовано при изготовлении цилиндрических спиральных катушек возбуждения из проводника прямоугольного сечения с большим отношением сторон прямоугольника и с расположением его больших сторон перпендикулярно оси катушки с. Целью изобретения является ynponie- ние технологии изготовления катушки и увеличение коэффициента заполнения окна электромагнита, На фиг.1 изображено соединение в спираль двух кольцевых заготовок с центральным углом удаленных секторов на фиг. 2 - вид А на фиго1. Из листового материала изготовля- . ют кольцевые заготовки, например, путем штамповки. Далее выбирают угол ральных катушек возбзгждення из проводника прямоугольного сечения. Целью изобретения является упрощение технологии изготовления катушки и повьшение коэффициента заполнения окна электромагнита. Способ изготовления включает изготовление плоских кольцевых заготовок из листового электропроводного материала, радиальное разрезание в двух сечениях с образованием сектора, центральный угол которого (/N, где N - целое число, .удаление сектора и последовательное соединение кромок разрезов с образованием цилин.дрической спирали. 2 ил. ( и двумя радиальными сечениями разрезают заготовку с удалением сектора с центральным углом. . Из соображений экономии материала целесообразно выбирать угол , при этом учитывают также удобство проведения сварки, возможность установки изоляционных прокладок в секторе с углом Q , ширину сечения витков. Операции из- готовления кольцевой загот.овки и уда-. .ления двумя сечениями сектора можно ;совместить при штамповке. Затем сое- (диняют сварк;ой концевую кромку 1 разреза предыдущей заготовки 2 с начальной кромкой 3 последующей заготовки 4. При этом концевая 1фомка 5 заготовки 4 смещена относительно линии кромок 1 и 3 на угол ( Все последующие линии 1ПВОВ сдвигаются по окруж-. на угол i , а через 2 N витков 00 00 00 оо
Фад.1
вид
Фмг2
| Способ изготовления обмоток электромагнитов | 1973 |
|
SU691938A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Спиваковский О.А., Дьячков В.К | |||
| Транспортирующие машины | |||
| - М,: Машиностроение, 1955, с | |||
| Способ добывания бензина и иных продуктов из нефти, нефтяных остатков и пр. | 0 |
|
SU211A1 |
