Известны двухсторонние автоматические станки для нарезания резьбы в соединительных пластинах электроаппаратуры с двумя горй.юнтальными рабочими шпинделями, с подачей заготовок (пластин) из, вибрационных бункеров по лоткам н отсекателями качающегося типа перед рабочими позициями. Однако эти станки не достаточно производительны, не попользуют все выходящие из вибррбункеров заготовки и имеют довольно сложную конструкцию.
Предлагаемый автомат отличается от известных тем, что в ием применены проводки (направляющие) у лотков вибрационных бункеров, частично перекрывающие окна для отвода из лотков заготовок разной ориентации и уступы перед окнами. Очертанпя проводок (направляющих) и уступов выполнены в соответствии с формой и положением центра тяжести заготовок, что дает возмол пость заготовкам одной ориентации скользить по лотку поверх уступов и проводок, в то время как заготовки другой ориентации проходят под проводкой через окна в основном лотке и двигаются по второму лотку, расположенному под первымКроме того, в автомате применено пружинное (упругое) соединение расположенных перед рабочими позициями качающихся отсекателей с их приводом, что дает возможность обеспечивать выдержку времени работы отсекателей при подаче деталей на рабочую позицию.
Предлагаемый автомат может нарезать как прямые, так и изогнутые заготовки раздельно и одновременно, для чего он снабжен двумя вибрационными бункерами, из которых один Предназначен для изогнутых пластин, а второй-для прямых.
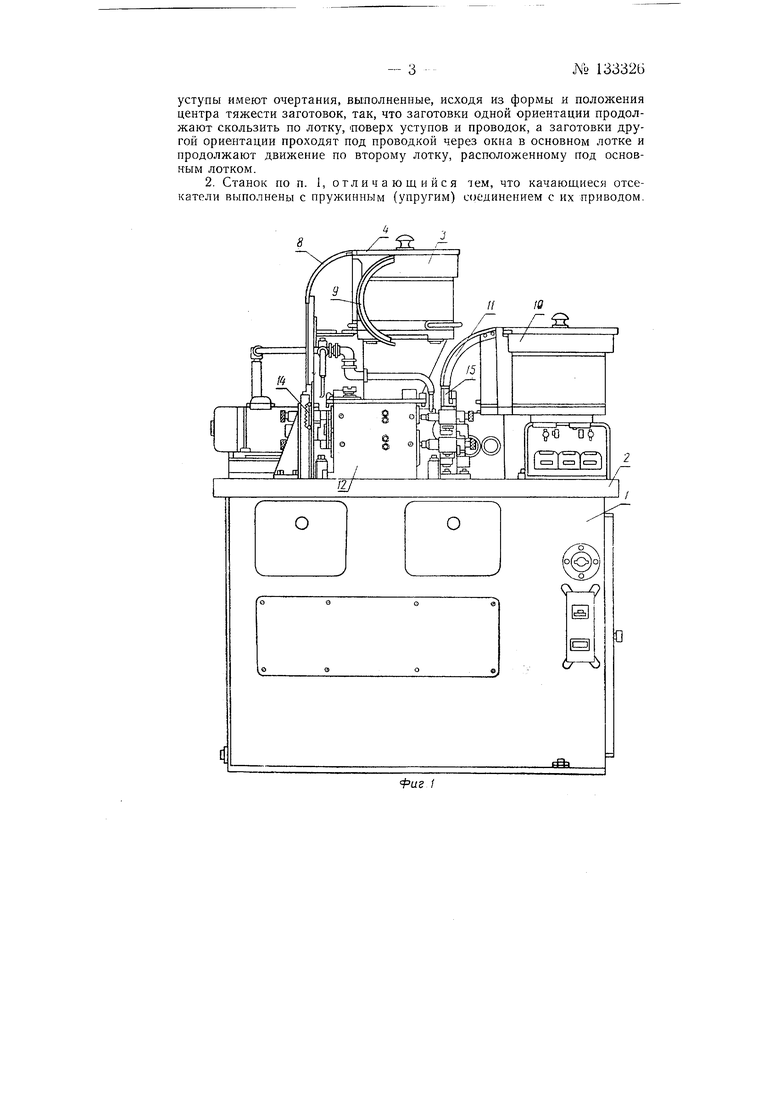
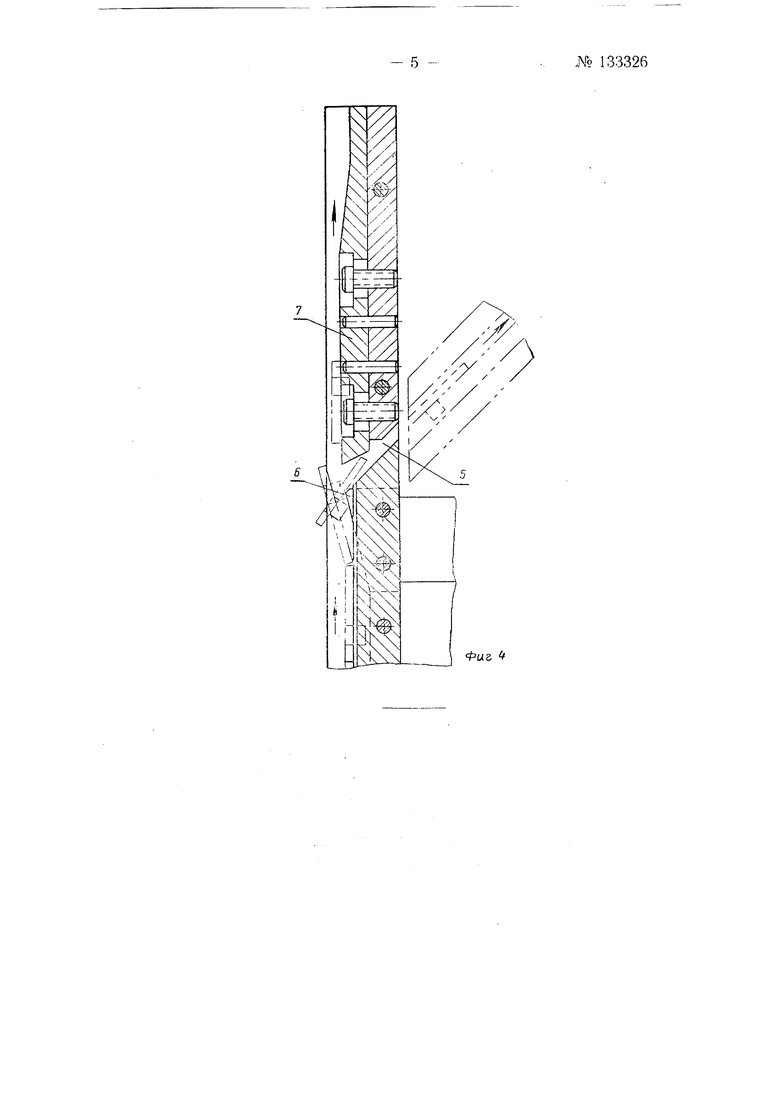
На фиг. 1 изображен автомат, общий вид; на фиг. 2-обрабатываемые детали; на фиг. 3-кинематическая схема автомата; на фиг- 4 - разделительно налравляющее устройство.
№ 133326
На станке / автомата установлена плита 2, на которой смонтированы: вибробункер 3 для прямых пластин с проводкой (направляющей) 4 (фиг. 4). Проводка (направляющая) 4 представляет собой лоток с окном 5, уступом 6 и планкой со скошенным торцом 7. На плите 2 смонтированы также лотки 8 и 9, вибрационный бункер 10 для изогнутых пластин с лотком //, шпиндельная бабка 12 с двумя двухсторонними щпинделями 13, вторая шпиндельная бабка снабжена двумя односторонними шпинделями, сменная наладка 14 для прямых пластин левого потока и сменная наладка 15 для прямых пластин правого потока или изогнутых пластин.
Из бункера 3 прямые пластины, проходя через проводку (направляющую) 4, разделяются на два потока и поступают в лотки S и Р, причем в левый лоток 8 пластины поступают только головкой вперед, а в правый лоток 9 только головкой назад. По этим лоткам пластины проходят в каналы сменных наладок 14 и 15, где они задерживаются на рабочих позициях отсекателями 16 для прямых, состоящих из двух групл по два отсекателя в каждой группе пластин и отсекателями 17 для изогнутых пластин.
Прямые пластины подаются от одного отсекателя к другому но одной, а изогнутые по две пластины. Отсекатели задерживают прямые пластины за лапки, а изогн тые за угол изгиба.
Задержанные на рабочих позициях пластины нарезаются метчиками 18, закрепленными в шпинделях 13. Во время обратного хода шпиндели 13 через рычажную систему 19 (фиг- 3) отжимают отсекатели, обеспечивая этим дальнейшее продвижение пластин по каналу наладки, причем верхняя пластина продвигается до следующего отсекателя, а нижняя попадает в ящик с готовыми деталями- Пластины, попавшие в правый поток, обрабатываются аналогично, только в разное время.
Если требуется нарезать резьбу в изогнутых пластинках, нравый лоток 9 отсоединяется от бункера 3 и снимается со ста«ка вместе с наладкой /5, а вместо нее устанавливается наладка }5а, с лотком для изогнутых пластин. Этот лоток присоединяется к бункеру 10, который включается одновременно с включением шпиндельной бабки с одностиронними шпинделями. В это же время может продолжаться обработка прямых пластин, поступающих из бункера 3 по левому лотку- Если при одновременной обработке прямых и изогнутых пластин, прямые пластины поступают через проводку в правый лоток, то они попадают в приемный ящик, откуда возвращаются в бункер 3.
Реверсирование шпинделей осуществляется при окончании 1 арезки посредством конечных выключателей, на которые воздействуют метчики.
Па станке предусмотрена электрическая блокировка, выключающая полностью станок при поломке любого метчикт.
Предмет и з о б р е т е н и я
1. Автомат для нарезания резьбы в соединительных пластинах для электроаппаратуры, двухсторонний с двумя горизонтальными рабочими шпинделями, с подачей заготовок (пластин) из вибрационных бункеров по лоткам и отсекателями качающегося типа перед рабочими позициями, от л и чающийся тем, что, с целью упрощения конструкции станка и использования всех выходящих из вибрационных бункеров заготовок, лотки вибрационных бункеров выполнены с проводками (направляющими), частично перекрывающими окна для отвода из лотков заготовок разной ориентации и уступами перед окнами, причем проводки и
уступы имеют очертания, выполненные, исходя из формы и положения центра тяжести заготовок, так, что заготовки одной ориентации продолжают скользить по лотку, поверх уступов и проводок, а заготовки другой ориентации проходят под проводкой через окна в основном лотке и продолжают движение по второму лотку, расположенному под основным лотком.
2. Станок по п. 1, отличающийся тем, что качающиеся отсекатели выполнены с пружинным (упругим) соединением с их приводом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухроликовый резьбонакатнойАВТОМАТ | 1979 |
|
SU841741A1 |
| ТОКАРНЫЙ ГОРИЗОНТАЛЬНЫЙ МНОГОШПИНДЕЛЬНЫЙАВТОМАТ | 1971 |
|
SU305960A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU407714A1 |
| Роторный автомат для нарезания резьбы в гайках | 1982 |
|
SU1076224A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Автооператор | 1975 |
|
SU550270A1 |
| Автоматический станок для фрезерования шлицев | 1977 |
|
SU677830A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |

IN
со
&
u W
