Изобретение относится к обработке металлов давлением, в частности к оборудованию для гидравлического формования изделий с кольцевыми гофрами типа сильфон0в и компенсаторов из трубных заг зтовок.
Целью изобретения является повышение качества сильфонов.
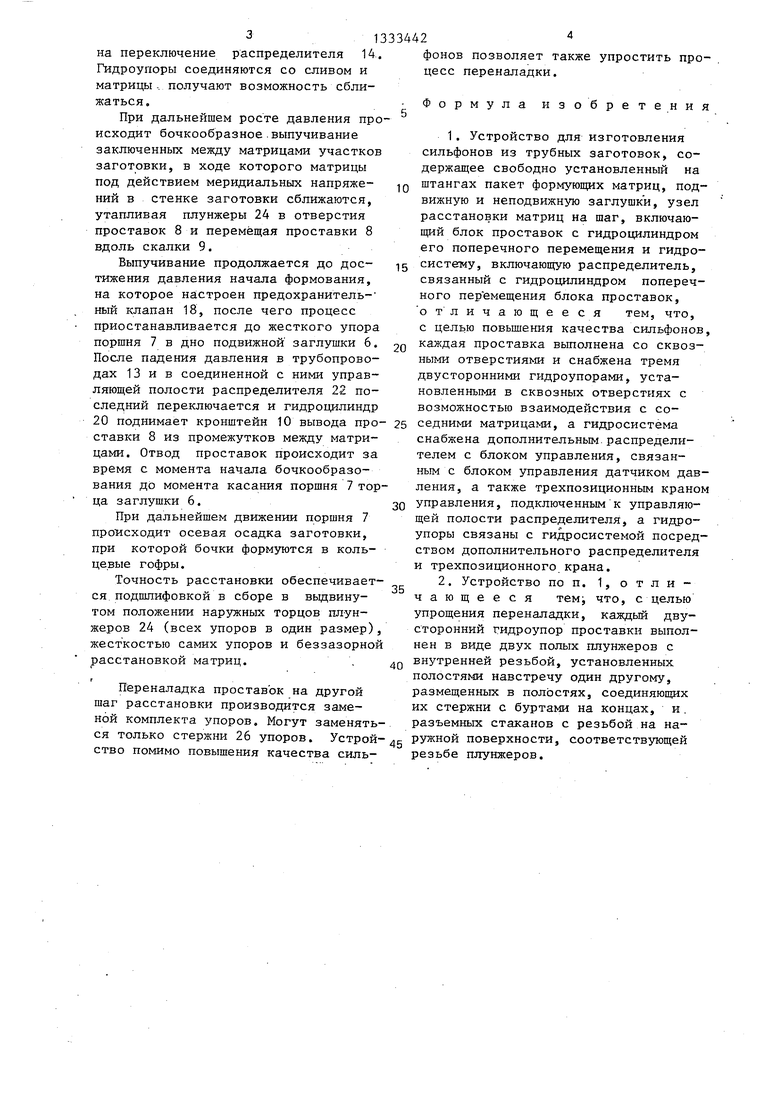
На фиг. 1 показано устройство с элементами гидравлического управления, общий вид; на фиг. 2 - разрез А-А на фиг. 1 (вид на проставку)j на фиг. 3 - разрез на фиг. 2 (разре гидроупора).
Устройство содержит секционные формующие матрицы 1 и крайние формующие матрицы 2 с вкладьшами 3 и 4 соответственно. С крайними матрица связаны неподвижная заглушка 5 и подвижная заглушка 6, снабженная поршнем 7, диаметр которого равен уплотняемому диаметру.
Устройство имеет также блок про ставок 8, свободно установленный на скалке 9, закрепленной на подвижном в вертикальном направлении крон- -штейне 10. ,
Каждая лроставка 8 снабжена тре- м я двусторонними гидравлическими упорами 11, связанными посредством каналов 12 в проставках и гибких трубопроводов 13 с гидрораспределителем. 14. Упоры 11 установлены в сквозных отверстиях проставок 8.Система формующей жидкости уст-- ройства включает подпорную линию наполнения 15, подведенную через обратный клапан 16 и каналы в неподвижной заглушке-5 к полости заготовки 17.
С полостью заготовки 17 непосредственно соединены также предохранительный клапан 18 и датчик давления 19, выход которого подключен к блоку управления гидрораспределителя 14. Кронштейн 10 перемещается гидроцилиндром 20, который соединен с на- |порной магистралью 21 рабочей гидросистемы посредством распределителя
22с гидравлическим управлением. Управляющая полость распределителя 22 подключена к трехпозидионному крану
23и посредством этого крана может соединяться через трубопроводы 13 % полостями гидроупоров (положение Д) или с напорной магистралью 21, или со сливом (положение В),
Гидроупоры 11 установлены в сквозных отверстиях проставок 8 (не ме
5
0
5
0
5
0
5
0
5
нее, чем по три упора в каждой про- ставке), уплотнены относительно отверстий и состоят каждый из двух плунжеров 24, внутри которых вве-.рнуты разьемные резьбовые стаканы 25,вза- имoдeйcтвyющIie с буртами 26 ограничительного стержня ,27,
Каналы 12 подвода лотдкости к гидроупорам заглушены с помощью винтов 28, которые концами фиксируют гидроупоры от случайного выпадений из про-. ставок. .
Устройство работает следуюш 1м образом.
Заготовку 17 устанавливают, как показано на фиг. 1. Предварительно расставляют фopмyюш e матрицы 1 и 2 проставки 8 с сомкнутыми внутри них упорами 11. Установкой крана 23 в позицию Г переключают распределитель 22 в положение, соответствующее перемещению кронштейна 10 от гидроцилиндра 20 вниз. При этом проставки вводятся в промежутки между матрицами. Далее воздействием на распределитель 14 от системы управления (например, электрической, не показано) подают давление в гидроупоры 11. Плунжеры 24, раздвигаясь до упора в бурты 26 стержней 27, точно расставляют матрицы. После этого герметизируют заглушки 5 и 6 и от магистрали 15 производят наполнение полости заготовки формующей жидкостью. Кран 22 переводят в положение Д.
Формование сильфона происходит следуюш;им образом.
Цилиндром осадки (не показан) перемещают поршень 7 по стрелке.Фор- мующая лшдкость выжимается из полости заглушки 6 в полость заготовки 17, чем создается давление внутри заготовки. По мере роста давления начинается пластическая деформация трубы-заготовки, причем сначала происходит равномерный по длине рост диаметра до касания стенками трубы- заготовки формуюш х .вкладышей матриц. В момент касания и далее матрицы жестко фиксируются от случайного смещения стенкой: заготовки, а проставки становятся ненужными.. Этому моменту соответствует определенное давление жидкости внутри заготовки (оно может быть рассчитано или найдено экспериментально), на которые настроен датчик 19. По дос ижении указанного давления датчик 19 дает сигнал
на переключение распределителя 14. Гидроупоры соединяются со сливом и матрицы -. получают возможность сближаться.
При дальнейшем росте давления происходит бочкообразное.выпучивание заключенных между матрицами участков заготовки, в ходе которого матрицы под действием меридиальных напряжений в стенке заготовки сближаются, утапливая плунжеры 24 в отверстия проставок 8 и перемещая проставки 8 вдоль скалки 9.
Выпучивание продолжается до достижения давления начала формования, на которое на1строен предохранитель- ный клапан 18, после чего процесс приостанавливается до жесткого упора поршня 7 в дно подвижной заглушки 6. После падения давления в трубопроводах 13 и в соединенной с ними управляющей полости распределителя 22 последний переключается и гидроцилиндр 20 поднимает кронштейн 10 вывода про- ставки 8 из промежутков между матрицами. Отвод проставок происходит за время с момента начала бочкообразо- вания до момента касания поршня 7 торца заглушки 6.
При дальнейшем движении поршня 7 происходит осевая осадка заготовки, при которой бочки формуются в кольцевые гофры.
Точность расстановки обеспечивается подшпифовкой в сборе в вьщвину- том положении наружных торцов плунжеров 24 (всех упоров в один размер), жесткостью самих упоров и беззазорной расстановкой матриц.
Переналадка проставок на другой шаг расстановки производится заменой комплекта упоров. Могут заменятьсяство помимо повышения качества силь2. Устройство по п. 1, отличающееся TeMj что, с целью упрощения переналадки, каждый двусторонний гидроупор проставки выпол нен в виде двух полых плунжеров с внутренней резьбой, установленных полостями навстречу один другому, размещенных в полостях, соединяюш 1х их стержни с буртами на концах, и. разъемных стаканов с резьбой на натолько стержни 26 упоров. Устрой-лд ружной поверхности, соответствующей
резьбе плунжеров.
0
5
0
5 0
5
0
фонов позволяет также упростить процесс переналадки.
Формула изобретения
1. Устройство для изготовления сильфонов из трубных заготовок, содержащее свободно установленный на штангах пакет формующих матриц, подвижную и неподвижную заглушки, узел расстановки матриц на шаг, включающий блок проставок с гидроцилиндром его поперечного перемещения и гидросистему, включающую распределитель, связанный с гидроцилиндром поперечного пер емещения блока проставок, отличающееся тем, что, с целью повьшгения качества сильфонов, каждая проставка вьшолнена со сквозными отверстиями и снабжена тремя двусторонними гидроупорами, установленными в сквозных отверстиях с возможностью взаимодействия с соседними матрицами, а гидросистема снабжена дополнительным.распределителем с блоком управления, связанным с блоком управления датчиком давления, а также трехпозиционным краном управления, подключенным к управляющей полости распределителя, а гидроупоры связаны с гидросистемой посредством дополнительного распределителя и трехпозиционного крана.
2. Устройство по п. 1, отличающееся TeMj что, с целью упрощения переналадки, каждый двусторонний гидроупор проставки выполнен в виде двух полых плунжеров с внутренней резьбой, установленных полостями навстречу один другому, размещенных в полостях, соединяюш 1х их стержни с буртами на концах, и. разъемных стаканов с резьбой на на(Риг. 2
Составитель В.Григорьева Редактор Н.Горват Техред м.Ходанич
Заказ 3903/10 Тираж 730Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
фиг,3
Корректор А.Зимокосов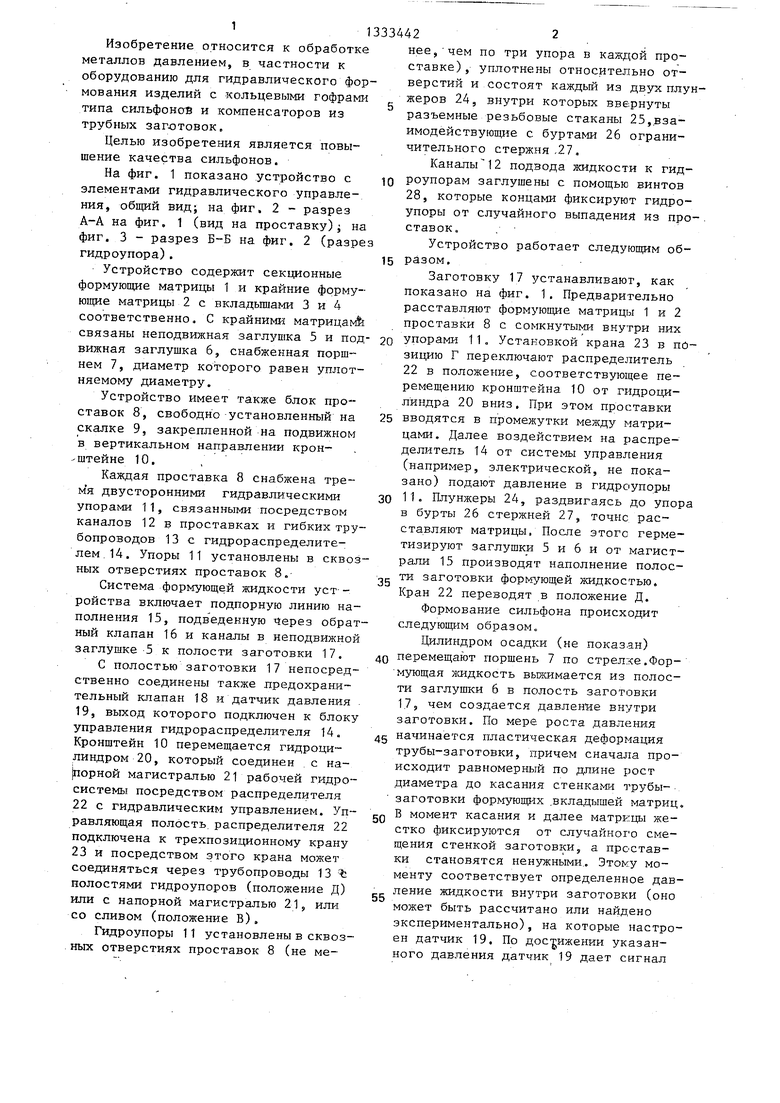
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления сильфонов | 1974 |
|
SU978975A1 |
| Устройство для изготовления сильфонов | 1984 |
|
SU1263390A1 |
| Машина для гидравлического формования сильфонов | 1977 |
|
SU704698A1 |
| Устройство для изготовления сильфонов | 1984 |
|
SU1222355A1 |
| Горизонтальный трубопрофильный гидравлический пресс | 1975 |
|
SU536068A2 |
| Устройство для затяжки разъемной станины пресса | 1986 |
|
SU1373583A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛЬФОНА ИЗ ВЫСОКОПРОЧНЫХ МАРОК СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2006 |
|
RU2333813C2 |
| ГИДРАВЛИЧЕСКАЯ СИСТЕМА | 1992 |
|
RU2014523C1 |
| Распределитель гидравлического двухконтурного усилителя рулевого управления транспортного средства | 1989 |
|
SU1691204A1 |
| ГИДРАВЛИЧЕСКИЙ ЭТАЖНЫЙ ПРЕСС | 1997 |
|
RU2136499C1 |
Изобретение относится к обработке металлов давлением, в частности к оборудованию для гидравлического формования изделий с кольцевыми гофрами типа сильфонов и компенсато- ч ров из трубных заготовок. Целью,изобретения является повышение качества сильфонов. Б устройстве совершенствуется узел проставок (П) 8. Последние снабжены двусторонними гидроупорами (Г). 11, установленны1«В1 в сквозных отверстиях П 8 и связанными с гидросистемой посредством распределителя 14 и трехпозиционного крана 22. Каж- дьш Г 11 выполнен в виде двух полых плунжеров. Б полостях гатунжеров установлены соединяющие их стержни с буртами и разъемные стаканы. После расстановки формующих матриц 1 на шаг и введения между ними П 8 подают давление в Г 11. Последние точно расставляют матрицы 1. 1 з.п. ф-лы. Зил. с SS (Л «Ч« к
| ЦЕНТРОБЕЖНО-ФЛОТАЦИОННЫЙ СЕПАРАТОР | 2020 |
|
RU2796109C2 |
| Устройство для изготовления сильфонов | 1974 |
|
SU978975A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
