свою очередь, при помощи бурта 5 и ригелей затвора 6, выполвенлого в виде специального конусного профиля, присоединяется к подвижной раме.
Штадга 4 выполнена с двумя кольцевыми apOT04KaiMH 7 и 8, причем проточка 5 снабжена конусным 1В,кладышем, профиль которого соответствует ярофилю рителя затвора 6 и выбран таким, чтобы происходило саморасклинивание ригелей при движении штанги вперед или рамы прошивной системы назад при неподвижной штанге.
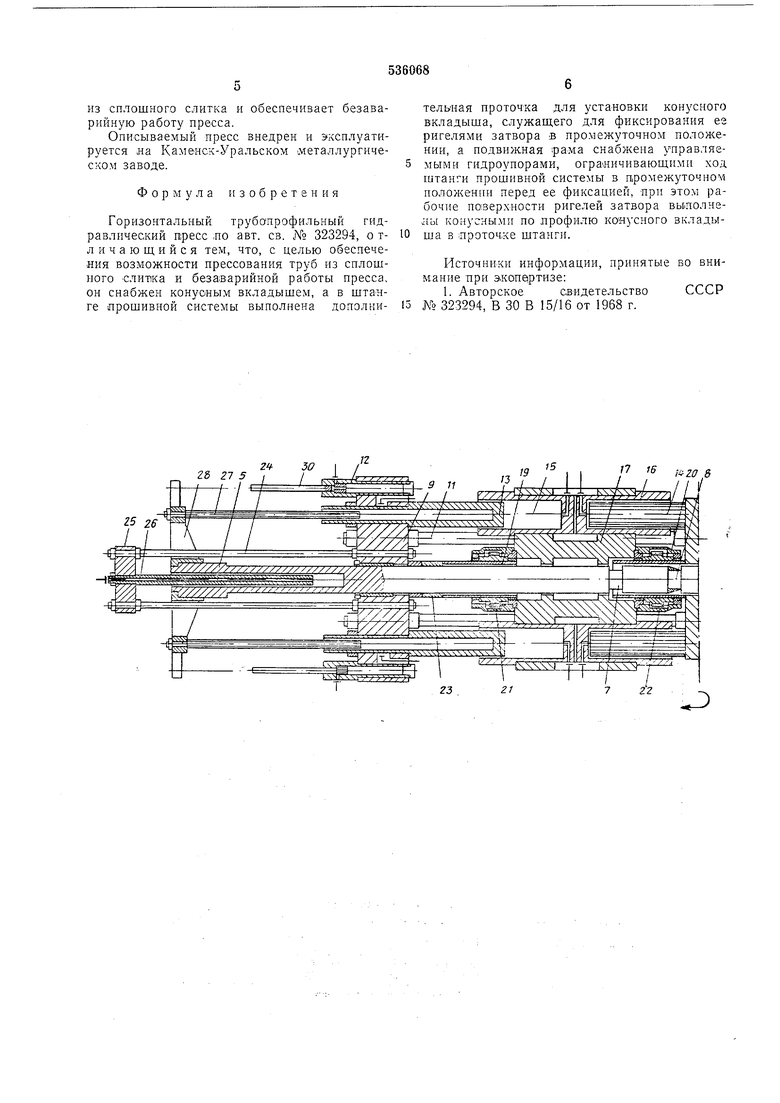
Подвижная рама состоит из двух траверс 9 и W, соедииенных четырьмя колоннами //. В техиологичеоких отверстиях траверсы 9 установлены гидроулоры 12, .в расточках траверс 9 и 10 - плунжеры 13 ;и 14 главных цилиидров 15 и 16 прошивной системы, вмонтироваиных в (Неподвижную траверсу 17, жестко связанную с силовой рамой пресса 18 При помощи четырех колонн. В той же траверсе расположены два регулируемых винтовых упора 19 и 20, сквозъ которые проходит штанга прощивной системы. Оба упора имеюг независимые при1воды 21 и 22, обеспечивающие их ларемещение в разгруженном состоянии и остановку в любом нужном положении.
Между винтом 19 и траверсой 9 помещена съемная простаВКа 23, которая используется только -при работе с винтовыми упорами 19 и 20. К траверсе 9 с помощью тяг 24 .прикреплена траверса 25, в центральной расточке которой установлен плунжер 26 цилиндра холостого хода иглы вперед. Сам цилиндр выполнен заодно со штангой, а цилиндры холостого хода иглы .назад - заодно с .плунжерами 13. Плунжеры 27 этих цилиндров крепятся к траверсе 28, жестко соединенной со щтангой прошивной системы.
Пресс работает следующим образом.
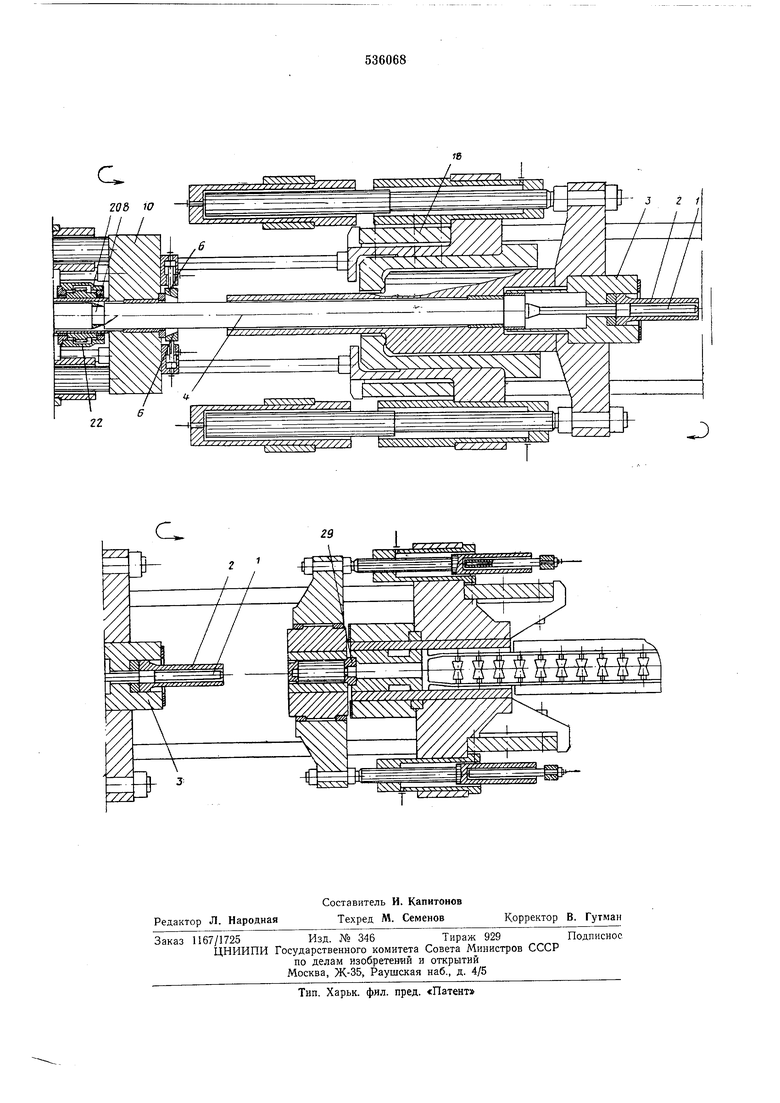
Нагретый слиток устанавливается в контейнере пресса. Плунжер 26 цилиндра холостото хода иглы вперед -производит подачу штанги 4 прошивной системы к прессующей MaiipHne 29 в положение, определенное плунжерами 30 цилиндров гидроупоров 12, выдвинутыми в крайнее положение. При этом лроточка 8 с «онуоньми вл ладыщами совмещается с ригелями затвора 6, что обеспечивает при их закрытии фиксацию штанги 4 прошивной системы относительно подвижной рамы. После этого производится рабочий ход иглы / на прощивку слитка главными цилиндрами 16, усилие которых -передается на иглу / через плунжеры 14, траверсу 10 подвижной рамы, ригели затвора 6, щтангу 4 прошивной системы и иглодержатель 2.
После проведения (рабочего хода открываются ригели затвора 6 и подвижная рама рассоединяется со штангой 4 -прошизной системы, совершая ход назад до упора траверсы 9 в бурт 5. При этом риге-ли затвора 6 совмещаются со второй проточкой 7 на Штанге 4, что обеспечивает при за-крывании ригелей затвора 6 фиксацию штангп 4 прошивной системы с ПОДВИЖНОЙ рамой в новом положении и производится рабочий ход иа прессоза-ние трубы, аналогично рабочему ходу иглы / на лрошивку, главными цилиндрами /5 через плунжеры 14, траверсу 10 подвижной рамы, ригели затвора 6, штангу 4 прошивной системы и иглодержатель 2.
Возможен случай работы пресса с использованием полой заготовки для получения трубы переменного по длине сече-ния, Для чего необходимо фиксирование фасонной иглы . процессе прессования в различных положениях по отношению ,к матрице 29. В этом
случае игла / сразу же фиксируется ригелями затворов 6 в проточке 7. Рабочий ход И1ГЛЫ / вперед (в сторону м атрицы 29} осуществляется аналогично процессу прошивки глаВНыми цилиндрами 16, усилие которых передается через траверсу 10, затвор 6, штангу 4 и иглодержатель 2, а назад - главными цилиндрами 15 через плунжеры 13, траверсу 9, штангу 4 и иглодержатель 2.
Винтовой упор 19 может воспринимать от траверсы 9 через ггроставку 23 усилие, направленное ,в сторону матрицы, а упор 20 - от траверсы 10 усилие, направленное в противоположную сторону. С помощью этих упоров можно фиксировать иглы в любом положении относительно .матрицы в процессе прессования. Технологическое усилие, действующее на иглу, обычно направлено в сторону матрицы. При фиксировании иглы упоро.м
19 от нее передается через иглодержатель 2, штангу 4, бурт 5, траверсу 9 и проставку 23 на травдрсу 17.
Для фиксации иглы в этом же положении упором 20 в главных цилиндрах 15 н-еобходиМО создать усилие, превышающее технологическое усилие на игле. В результате траверса 10 ПОДВИЖНОЙ ра.мы прижимается .к упору 20, При этом усилие от иглы через иглодержатель 2, штанту 4, бурт 5, траверсу 9 и плунжеры 13 передается ла цилиндры 15, а избыток их усилия через плунжер 13 и траверсу 5-на упор 20.
Возмол ан случай, .когда технологичеокое усилие на игле приложено .в противоположном матрице направлении. Тогда усилие от иглы при фиксации ее упором 20 передается на 1него через иглодержатель 2, штангу 4, затвор 6 и траверсу 10, а для фиксации ее в этом же положении упором 19 необходимо в цилиндрах 16 создать усилие, Превышающее технологическое усилие на Игл.е и прижимающее траверсу 9 через проставку 23 к упору 19. В этом случае усилие от иглы передается через иглодержатель 2, штангу 4, зат.вор 6, траверсу 10 и плунжеры 14 на главные цилиндры ,16, а его избыток - через плунжеры 14, траверсу 10, траверсу 9 и проставку 23 на упор 19.
Использование предлагаемого пресса позБОЛИТ осуществить процесс прессова1чия труб
из сплошного слитка и обеспечивает безаварийную работу пресса.
Описываемый пресс внедрен и эксплуатируется на Каменск-Уральском металлургическом заводе.
Формула изобретения
Горизонтальный трубапрофильный гидравлический шресс ло авт. св. № 323294, о тл и чающийся тем, что, с целью обеспечения возможности прессования труб из сплошного €лит1ка и безаварийной работы пресса, он снабжен конусным вкладышем, а в штанге прошивной системы выполнена дополнительная проточка для установки конусного вкладыша, служаш,его для фиксирования ез ригелями затвора в промежуточном полонсении, а подвижная рама снабжена управляемыми гидроупорами, ограничивающими ход штанги прошивной системы в промежуточном положении перед ее фиксацией, при этом рабочие по;верхности ригелей затвора вьшолнелы конусными по лрофилю конусного вкладыша в яроточ,ке штанги.
Источники информации, принятые во внимание при э.каце(ртизе:
1. Авторское свидетельствоСССР
15 323294, В 30 В 15/16 от 1968 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРИЗОНТАЛЬНЫЙ ТРУБОПРОФИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС&^^а<;:: | 1972 |
|
SU323294A1 |
| ГОРИЗОНТАЛЬНЫЙ ТРУБОПРОФИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1998 |
|
RU2139158C1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
| Горизонтальная прошивная системаВЕРТиКАльНОгО шТАМпОВОчНОгО пРЕССА | 1977 |
|
SU842000A1 |
| Гидравлический пресс для вытяжки патрубков | 1975 |
|
SU528982A1 |
| ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 1970 |
|
SU268137A1 |
| Вертикальный гидравлический штамповочный пресс | 1977 |
|
SU792762A1 |
| СПОСОБ ГОРЯЧЕГО ЭКСТРУДИРОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ И ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2108881C1 |
| ПРУТКОВО-ПРОФИЛЬНЫЙ ПРЕСС | 2001 |
|
RU2231408C2 |
| Вертикальный гидравлический пресс | 1976 |
|
SU911829A1 |
17 -L fT 16 -,,20 8 1/ L
