Изобретение относится к обработке металлов давлением, а именно к конструкциям устройств ,цля закатки проволоки в кромки металлического листа.
Целью изобретения является расширение технологических возможностей за счет обеспечения закатки, проволоки с натягом в кромки листа.
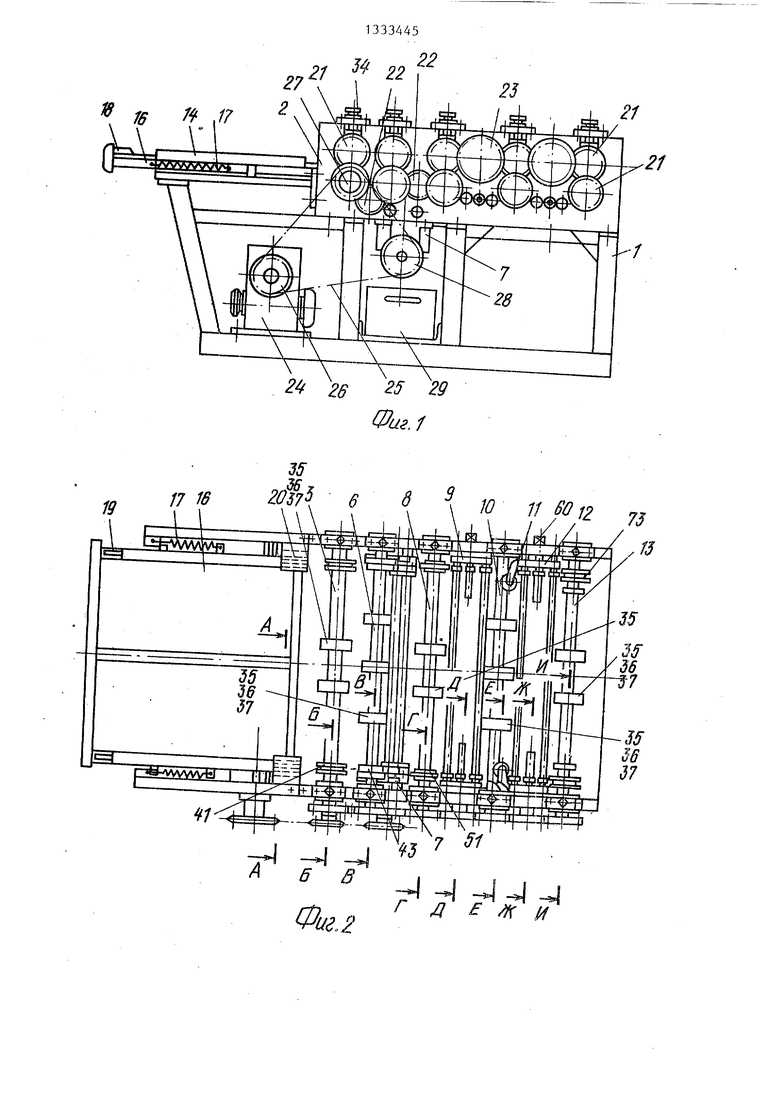
На фиг. 1 показан станок, общий ВИД} на фиг. 2 - то же, вид сверху; на фиг, 3 - разрез А-А на фиг, 1; на фиг. 4 - разрез на фиг. 1; на фиг.. 5 - разрез В-В на фиг 1; на фиг.6 - разрез Г-Г на фиг, 1; на фиг. 7 - разрез Д-Д на фиг. 1; на фиг.8 - разрез Е-Е на фиг.1j на фиг,9 разрез Ж-Ж на фиг. 1j на фиг. 10 -т разрез И-И на фиг. 1.
Станок состоит из станины 1 с прикрепленными к ней корпусами 2, в которые установлен блок ,3 совместной подачи листа 4 и проволоки 5, блока 6 подачи и обрезки кромок листа 4, механизма 7 измельчения отходов,блока 8 подачи и предварительной формовки края листа 4 и канавки для проволоки 5, блока 9 последовательного профилирования в кромке листа 4 канавки для проволоки 5/блока 10 подачи листа 4, бокоззых роликов 11 для заправки проволоки 5 в канавку кромки листа 4, блока 12 последовательного обжима проволоки 5 кромкой листа 4, блока окончательной фор- мовки 13.
На станине 1 закреплены кронштейны 14, на которых посредством роликов 15 установлен подвижный стол 16,
Стол 16. связан .с кронштейнами 14 и-ру- Q кронштейна 61 боковой ролик 62 для
жинами возврата 17. На столе 16 закреплены упоры 18 с углублениями 19 для укладки проволоки 5 и ее одновременной подачи с листом 4. На кронштейнах 14 крепятся направляющие 20 для обеспечения направления проволоки 5 и листа 4. На блоках 3, 6, 8, 10 и 13 установлены шестерни 21, На корпусе 2 закреплены промежуточные щестерни 22 и 23. На станине 1 установлен привод 24, который приводной цепью 25 через звездочки 26-28 соединен с блоками 3, 6, 8, 10, 13 и механизмом 7 измельчения отходов,Под
заправки проволоки 5 в подготовленную канавку листа 4. Блок 12 последовательного обжима проволоки 5 кро кой листа 4 содержит верхние 63 и ни ние 64 ролики разного профиля, уста навливаемые на осях 65 и подшипника 66 в корпус 67.
Корпуса 67 установлены на скалка 68. Осевая регулировка блока 12 осу ществляется винтом 69.
Блок окончательной формовки 13 с держит валы 70 и 71.,На валах 70 и 71 закреплены втулки 72, на которые свободно, с возможностью осевэго и
50
механизмом 7 размещен ящик 29 для от- gg радиального перемещения, установле- бора измельченных отходов.ны ролики 73 и 74„
Вапы блоков 3,6, 8, 10 и 13 установлены в корпусах 30, 31 с подшипниками 32. Между корпусами 30 и 31 разДля установки осевого исходного положения роликов 73еи 74 слузкат пру жины 75 и гайки 76,
мещены упругие элементы 33. Корпуса 30 прижимаются к корпусам 31 через упругие элементы 33 болтами 34. Блок
3 совместной подачи листа 4 и провос
локи 5 содержит приводные подающие
ролики 35, установленные на упругой втулке 36, и цельные подающие ролики 37. Ролики установлены на приводных валах 38 и 39. На валу 39 закреплен приводной подающий ролик 40 для подачи листа 4, а на валу 38 - . ролик 41 для прижима проволоки 5 к листу 4 и их совместной подачи. Ролик 41 свободно вращается на подшипнике 42. Роликами 35 на упругих втулках 36 и роликами 37 для подачи листа 4 снабжены также блоки 6, 8, 10 и 13.
Блок 6 содержит дисковые ножи 43 и 44, установленные на валах 45 и 46. На ступицах дисковых ножей 43 и 44 установлены упругие втулки 47 с прижимными кольцами 48. Блок 8 содержит валы 49 и 50 с профильны «1 роликами 51 и 52 для предварительной формовки края кромки листа 4 и канавки для проволоки 5. Ролики 51 и 52 установлены на подишпниках 53,
Блок 9 последовательного профилирования в кромке листа 4 канавки для проволоки 5 содержит верхние 54 и нижние 55 ролив:и разного профиля, устанавливаемые на осях 56 и подсшпниках 57 в корпус 58.
Корпуса 58 установлены на скалках 59. Осевая регулировка блока 9 осуществляется винтом 60.
На блоке 12 .закреплен при помощи
заправки проволоки 5 в подготовленную канавку листа 4. Блок 12 последовательного обжима проволоки 5 кромкой листа 4 содержит верхние 63 и ниж- ние 64 ролики разного профиля, устанавливаемые на осях 65 и подшипниках 66 в корпус 67.
Корпуса 67 установлены на скалках 68. Осевая регулировка блока 12 осуществляется винтом 69.
Блок окончательной формовки 13 содержит валы 70 и 71.,На валах 70 и 71 закреплены втулки 72, на которые свободно, с возможностью осевэго и
0
Для установки осевого исходного положения роликов 73еи 74 слузкат пружины 75 и гайки 76,
Станок работает следующим образом
От привода 24 постоянно вращаются валы блоков 3, 6, 8, 10 и 13 и механизм измельчения отходов 7.
Лист 4 устанавливается под направляющие 20 на подвижный стол 16 до упоров 18. В прорези направляющих 20 и прорези 19 упоров 18 на лист 4 укладываются стержни проволоки 5.
Подвижный стол 16 вручную подается вперед до того момента, когда лис 4 и проволока 5 за 1ватываются роликами 35, 37, 40 и 41. Дальнейшая подача листа 4 и проволоки 5 к испол- нительным механизмам осуществляется автоматически. При этом свободное вращение ролика 41, прижимающего проволоку 5 к подаваемому роликами 35, 37 и 40 листу 4, исключает проскаль- зывание проволоки по листу из-за различия диаметров роликов 40 и 41.Стол 16 пружинами 17 возвращается в исходное положение.
Далее лист 4 поступает в блок 6, в котором для получения заданной ширины заготовки листа 4 дисковыми ножами 43 и 44 обрезаются кромки. Отходы металла поступают в механизм измельчения отходов 7, откуда падают в ящик 29. При зтом проволока 5 свободно проходит в канавке прижимного кольца 48.
После обрезки кромок 4 лист синхронно с проволокой 5 подается в блок 8, где роликами 51 и 52 формируется край кромки и канавка, развернутая длина профиля которой соответствует диаметру закатываемой проволоки. При этом формообразующие радиусы канавки и края кромки меньше радиуса проволоки 5, Проволока 5 свободно перемещается совместно с листом 4 рядом с роликом 51.
После данной операции лист 4 по- дается в блок 9, где роликами 54 и 55 разного профиля последовательно за три перехода производится отгиб
кромки с предварительно отогнутым краем на 90. При этом радиус отгиба является продолжением предварительно оформованной канавки и имеет меньшую величину, чем радиус проволоки 5 .
IQ
5 20
25 о
0
g
5
0
Затем боковым роликом 62 проволока 5 заправляется в образовавшуюся канавку кромки листа 4, после чего в блоке 12 роликами 63 и 64 последовательно за три перехода производится обжим проволоки 5 кромкой листа 4.
В блоке 13 роликами 73 и 74 производится окончательная закатка кромки. Ролики 73 и 74 самоустанавливаются по закатываемой кромке.
После всех технологических операций лист попадает на приемный стол (не показан).
Введение в конструкцию свободно установленных роликов прижима и подачи проволоки обеспечивает ее надежную без проскальзывания совместную подачу проволоки и листа. Наличие блоков предварительной формовки канавки радиусами профиля, меньшими, чем радиус проволоки, обеспечивает надежный натяг и фиксацию проволоки в кромке, Вьшолнение роликов окончательной формовки самоустанавливающимися исключает деформацию листа в месте закатки, что повьш1ает качество выпускаемой продукции.
Формула изобретения
Станок для закатки кромок металлического листа, содержащий установленные на станине гибочные и обжимные блоки с роликами различного профиля, отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения закатки проволоки с натягом в кромки листа, он снабжен блоками совместной подачи листа и проволоки, предварительной формовки края кромки и канавку для проволоки, последовательного - обжима проволоки кромкой и боковыми роликами для заправки проволоки в канавку кромки ролики подачи листа в блоке совместной подачи листа и проволоки выполнены приводными, а профильные ролики подачи проволоки установлены свободно, при этом ролики обжимного блока установлены с возможностью осевого и радиального перемещения.
2if V 9 Фие.1
J 22

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1985 |
|
SU1368146A1 |
| СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК БЛОКОМ РОЛИКОВ С ПЛАНЕТАРНЫМ ДВИЖЕНИЕМ | 2009 |
|
RU2410185C1 |
| БЛОК ДАВИЛЬНЫХ РОЛИКОВ ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409442C1 |
| СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409440C1 |
| БЛОК ДАВИЛЬНЫХ РОЛИКОВ ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409441C1 |
| СТАНОК ДЛЯ ОБЖИМА И ЗАКАТКИ ГОРЛОВИН ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1973 |
|
SU368906A1 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |
| Устройство для формированияиздЕлий "МюзлЕ | 1977 |
|
SU816637A1 |


Изобретение относится к обработке металлов давлением, а именно к конструкциям устройств для закатки проволоки в кромки металлического .листа. Целью изобретения является расширение технологических возможностей за счет обеспечения закатки проволоки с натягом в кромки листа. Устройство содержит блок совместной подачи листа и проволоки, формующие и обжимные блоки. Наличие блоков предварительной формовки канавок радиусами, меньшими, чем радиус прово- i локи, обеспечивает надежный натяг и фиксацию проволоки в кромке. Выпол- нение роликов обжимного блока самоустанавливающимися исключает дефор- мацию листа в месте закатки.10 ил. оо оэ оо 1 4 сд
19
Фиг,2
Ю 11 6012 75
1д-,//1/и /
- -«j - -j(
г Д и
. id
tPus. 3
xx
w g
Pll8. и
Б-В
47 2 3i
Риз. 5
if 5037
r-r
S3 S PU8. б
м-м
E E
Фт. 7
из. &
66
Рцг. 9
ff-И
70 36 3576 7§: 73 73 75
У
71 37 ( Q S 74 72 75 Составитель Л.Крауш
ff-И
§:
Редактор Н.Горват Техред М. Ход аним
Заказ 3903/10 Тираж 730Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор А.Зимокосов
| Устройство для завальцовки кромок металлического листа | 1976 |
|
SU651872A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
