13334592
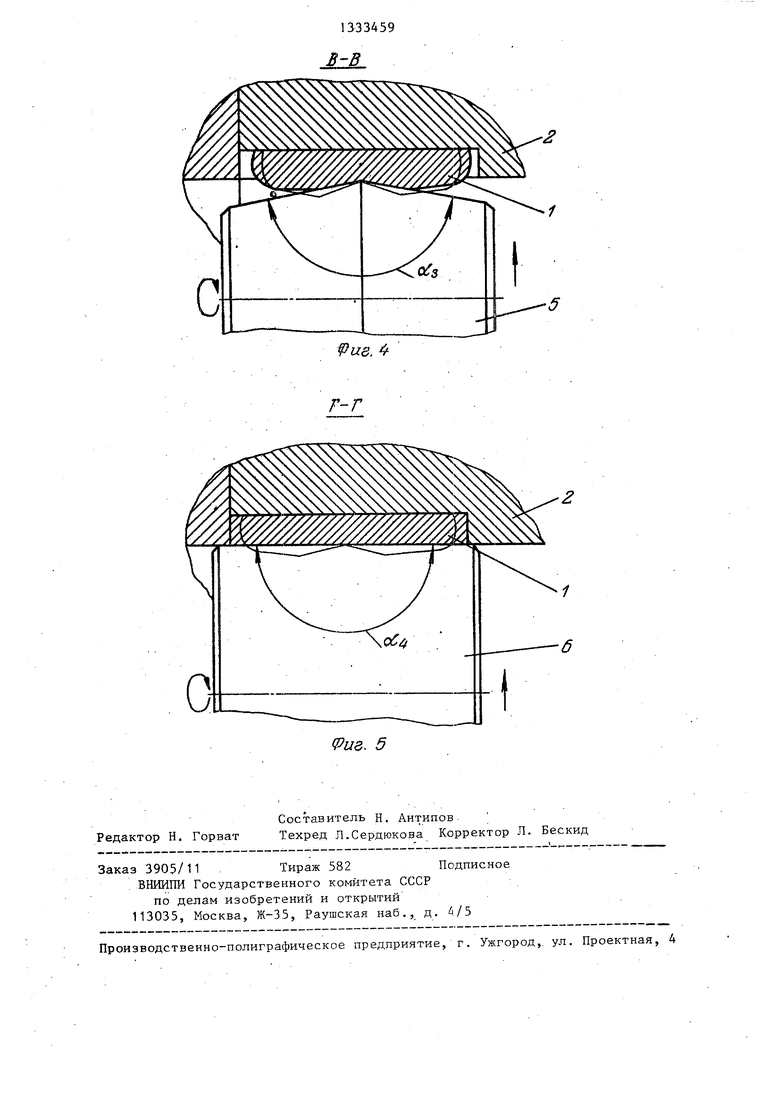
Изобретение относится к технологии ляет составляющие усилий деформирова- закрытой раскатки далиндрических ко- ния и приближает форму кольца- к ци- лец.линдрической. Затем кольцо 1 раскатывается роликом 5.с углом при вершиЦель изобретения - снижение энерне аб з об ( и цилиндрическим роликом 6 (оСд 180°) . Обработка всеми четьфь- мя. роликами совершается за один оборот кольца 1, после чего производится
гоемкости процесса раскатки путем интенсификации осевог& тё-чения метгш- ла заготовки.
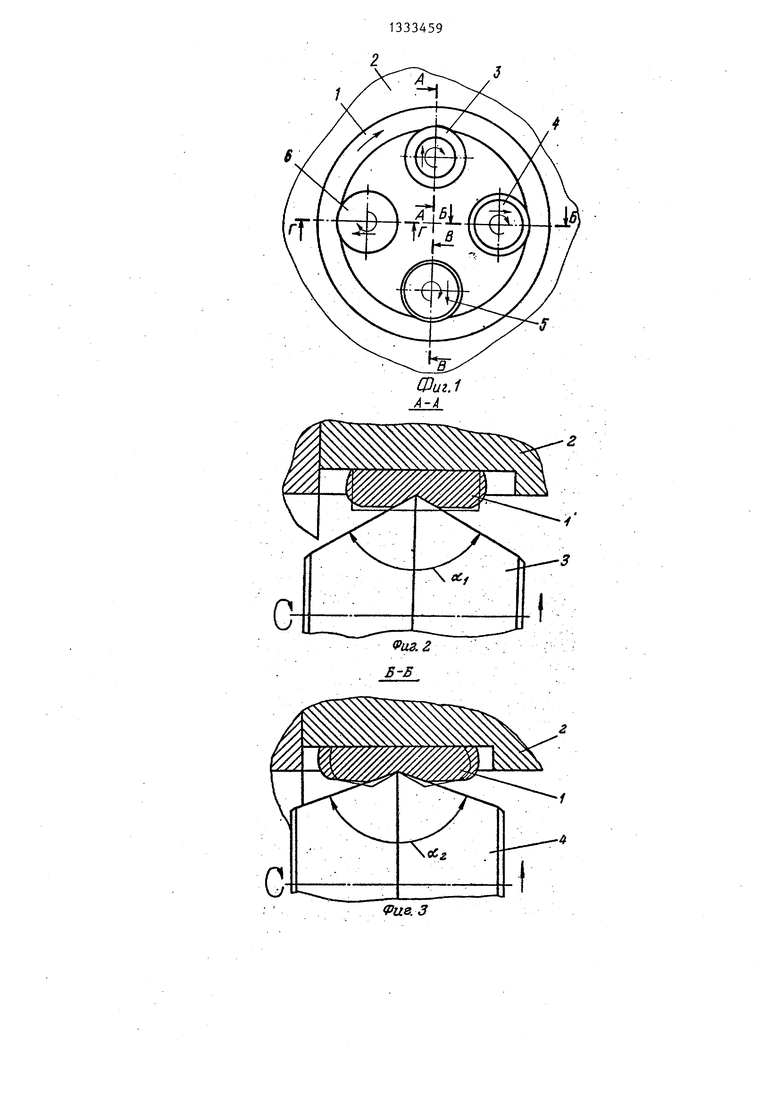
На фиг.1 схематически изображено устройство для раскатки цилиндрических)о радиальная подача. После раскатывания колец; на фиг.2 - разрез А-А на фиг.1i кольца 1 до необходимой толщины и шина фиг.З - .разрез В-Б на фиг.1; на фиг.4 - разрез В-В на фиг.11 на фиг.5- разрез Г-Г на фиг..
Раскатываемое кольцо 1 устанавли- 15 вают в матрице 2. Радиально к кольцу 1 устанавливают ролики 3-6. Ролики 3-5 образованы двумя усеченными кону- сами и имеют различные углы при вершине: соответственно ot, ., . Углы 20 метром 140 мм, три из которых обра- при вершине увеличиваются от первого зованы двумя усеченными конусами и ролика 3 к предпоследнему 5: об,-; , Последний ролик.6 вьшолнен Цилиндрическим (обл 180°). За первьш ролик
принимается ролик, который начинает 25 ким ( 180°). Радиальная подача деформирование металла при установлен- роликов составляет 0,23 мм/об, уси- ной глубине деформирования.
Способ осуществляют следующим образом.
Матрице 2 с раскатываемым кольцом 30 Ф о р м. у л 1 сообщают вращение; Ролики 3-6, врарины ролики отводятся, вращение матрицы 2 прекращается и кольцо 1 извлекается из матрицы 2.
Осуществляют раскатку кольца из стали Ст.З с наружным диаметром 520 мм, шириной кольца 30 мм. Раскатку совершают четырьмя роликами цкаимеют углы при вершине соответственно: й, 120,oti 140°, 160°. Четвертьш ролик вьшолнен цилиндричесlO
лие пластического деформирования 0,22 Мн, производительность 100 шт/ч.
изобретения
щаясь от контакта с кольцом 1, сообщают вращение. Ролики 3-6, вращаясь от .контакта с кольцом 1, перемещаются в радиальном направлении. Ролик 3 с наименьшим углом при вершине начинает деформирование кольца 1 в радиальном и осевом направлениях. Наличие на ро- , лике 3 угла при вершине -1 обеспечивает наличие радиальных и осевых сое- 40 са осевого течения металла заготовки, тавляющих усилий деформирования. Пос- заготовку предварительно раскатывают ле деформирования кольца 1 роликом в ее средней части роликами с после- 3 он раскатывается роликом 4 с углом довательно увеличиваюш;имся углом при вершине o6.j od, что перераспреде- заострения.
не аб з об ( и цилиндрическим роликом 6 (оСд 180°) . Обработка всеми четьфь- мя. роликами совершается за один оборот кольца 1, после чего производится
радиальная подача. После раскатывания кольца 1 до необходимой толщины и ширадиальная подача. После раскатывания кольца 1 до необходимой толщины и шиметром 140 мм, три из которых обра- зованы двумя усеченными конусами и
рины ролики отводятся, вращение матрицы 2 прекращается и кольцо 1 извлекается из матрицы 2.
Осуществляют раскатку кольца из стали Ст.З с наружным диаметром 520 мм, шириной кольца 30 мм. Раскатку совершают четырьмя роликами цкаметром 140 мм, три из которых обра- зованы двумя усеченными конусами и
ким ( 180°). Радиальная подача роликов составляет 0,23 мм/об, уси-
имеют углы при вершине соответственно: й, 120,oti 140°, 160°. Четвертьш ролик вьшолнен цилиндричесlO
ким ( 180°). Радиальная подача роликов составляет 0,23 мм/об, уси-
лие пластического деформирования 0,22 Мн, производительность 100 шт/ч.
изобретения
.Способ раскатки цилиндрических колец, при котором кольцевую заготовку устанавливают в матрицу и раскаты- 2g вают цилиндрическим роликом, ось которого параллельна оси матрицы, о т- личающийся тем, что, с целью снижения энергоемкости процесса раскатки путем интенсификации процес4
PU8.3
U8. 4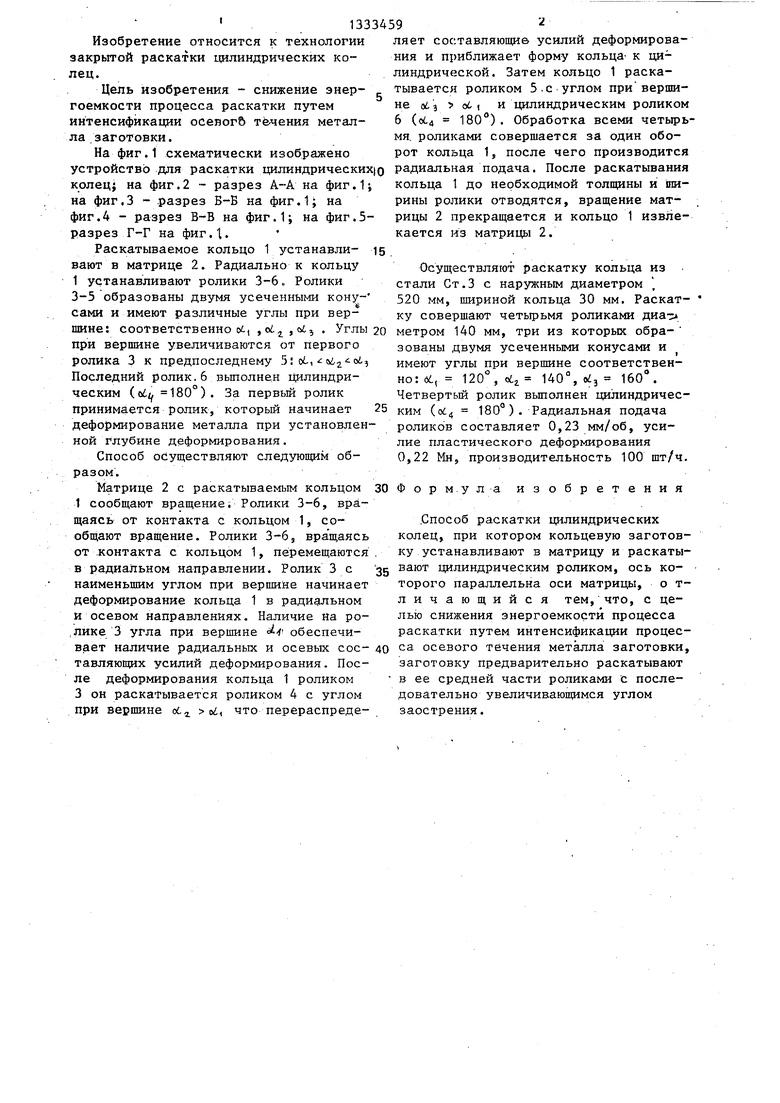
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ раскатки колец | 1986 |
|
SU1382558A1 |
| Способ раскатки профильных колец | 1979 |
|
SU822960A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483858C1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483857C1 |
| РАСКАТКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2438852C2 |
| СПОСОБ РАСКАТКИ ОТВЕРСТИЙ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2440230C2 |
| РАСКАТКА ДЛЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2013 |
|
RU2541220C2 |
| СПОСОБ ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2012 |
|
RU2522996C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| Способ раскатки крупногабаритныхпРОфильНыХ КОлЕц | 1979 |
|
SU820999A1 |
Изобретение относится к техноло,гии изготовления цилиндрических колец закрытой раскаткой и позволяет снизить энергоемкость процесса. Это достигается тем, что заготовку, установленную в матрице, перед раскаткой цилиндрическим роликом предварительно раскатывают несколькими заостренными роликами с различным, последовательно увеличивающимся углом заострения. Такая предварительная раскатка интенсифицирует осевое течение металла заготовки, снижает усилие раскатки и, следовательно, снижает энергоемкость процесса. 5 ил. (Л Од САд оо 4 сд со
(Риг. 5
Редактор Н. Горват
Составитель Н. Антипов
Техред Л.Сердюкова Корректор Л. Бескид
Заказ 3905/11 Тираж 582 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород,, ул. Проектная, 4
| Рабочий тормоз подъемника | 1972 |
|
SU485065A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
