(21)4037А81/30-27
(22)17.03.86
(46) 23.03.88. Бюл. № 11
(71)Нинсккй тракторный завод им. В.И.Ленина
(72)П.И.Ящерицьш, А.А.Бугаев, А.Л.Абугов и В.В.Дробинин
(53)621.753 (088.8)
(36) Авторское свидетельство СССР № 382325, кл. В 21 Н 1/06, 1971.
(54)СПОСОБ РАСКАТКИ КОЛЕЦ
(57) Изобретение относится к обрабог ке металлов давлением и может быть использовано при раскатке заготовок колец. Цель повышение производи тельности процесса раскатки за счет увеличения подачи роликов на один оборот заготовки. Раскатка заготовки
кольца,осуществляется тремя парами роликов, равномерно расположенных по окружности одного из торцов заготов ки. Ролики первой и расположенной за ней второй пары наклонены под одним и тем же углом к плоскости торца, но с различным направлением наклона в парах. За ними располагаются ролики с осями, параллельными плоскости торца заготовки. Первыми начинают раскатку ролики первой и второй пар, деформируя наружную и внутреннюю крО1т- ки кольца. Поэтому при последующем деформировании торцовой плоскости заготовки роликами третьей пары вследствие уменьшенной площади контакта с заготовкой возможно увеличе- ние подачи роликов на один оборот заготовки. 1 з.п. ф- лы, 4 ил.
Изобретение относится к обработ- ке металлов давлением и может быть использовано при раскатке заготовок колец.
Цель изобретения повышение производительности процесса раскатки за счет увеличения подачи роликов на один оборот заготовки.
диаметром 130 мм: два ролика установлены под углом 30 к плоскости мат- риць|; два ролика - под углом 30 , но с наклоном в противоположную сторону; два ролика, оси которых параллельны плоскости матрицы. Ролики устанавливают последовательно по одно - му из каждой пары: сначала ролик с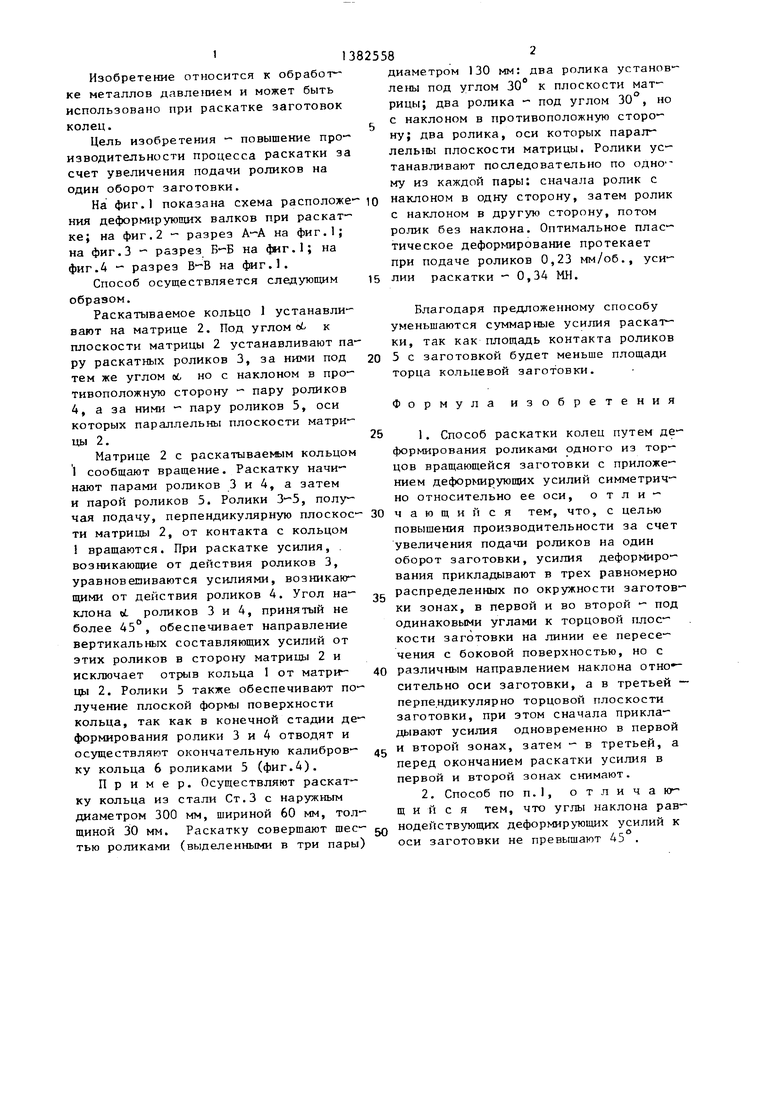
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства колец с внутренним гребнем | 1989 |
|
SU1697955A1 |
| Способ раскатки цилиндрических колец | 1986 |
|
SU1333459A1 |
| Способ раскатки крупногабаритныхпРОфильНыХ КОлЕц | 1979 |
|
SU820999A1 |
| Способ торцовой раскатки колец | 1986 |
|
SU1362551A1 |
| Способ изготовления деталей с центральным отверстием | 1991 |
|
SU1803234A1 |
| Способ уплотнения спеченных кольцевых заготовок | 1989 |
|
SU1669635A1 |
| Способ изготовления кольцевых деталей раскаткой | 1987 |
|
SU1500424A1 |
| Способ раскатки колец | 1988 |
|
SU1637919A2 |
| Устройство для раскатки осесимметричных изделий | 1989 |
|
SU1703223A1 |
| Станок для формообразования фланцев на цилиндрических заготовках | 1979 |
|
SU958007A1 |
На фиг.) показана схема расположе- ю наклоном в одну сторону, затем ролик
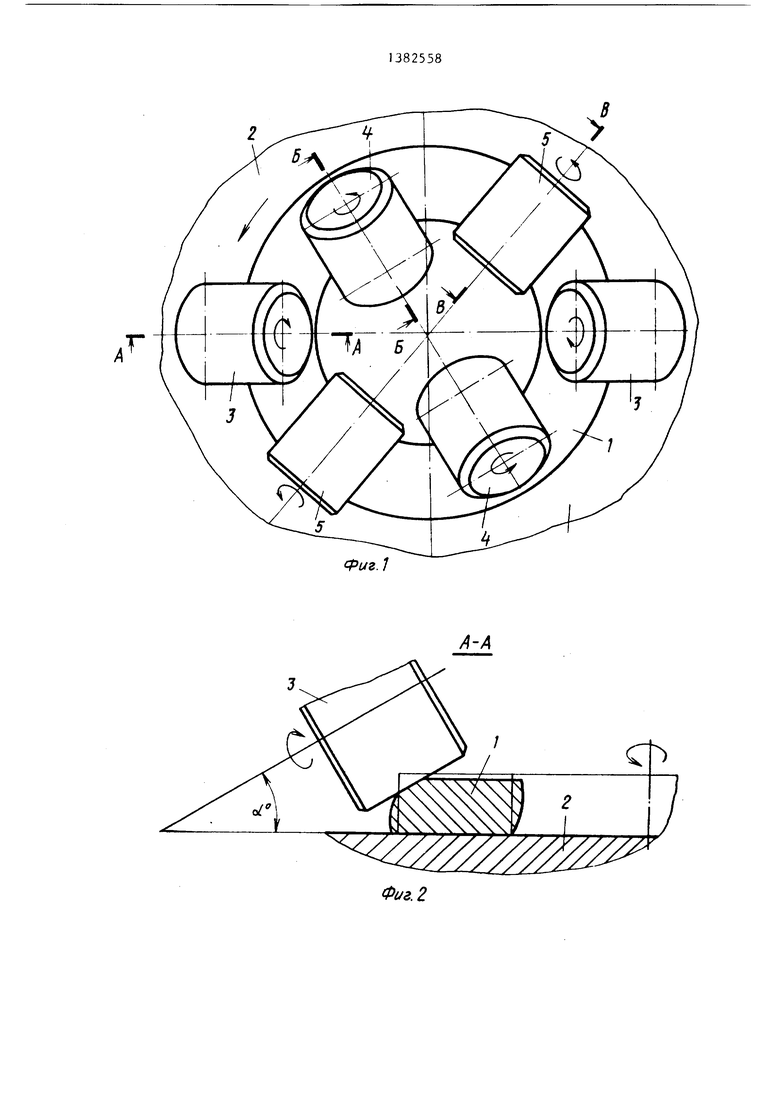
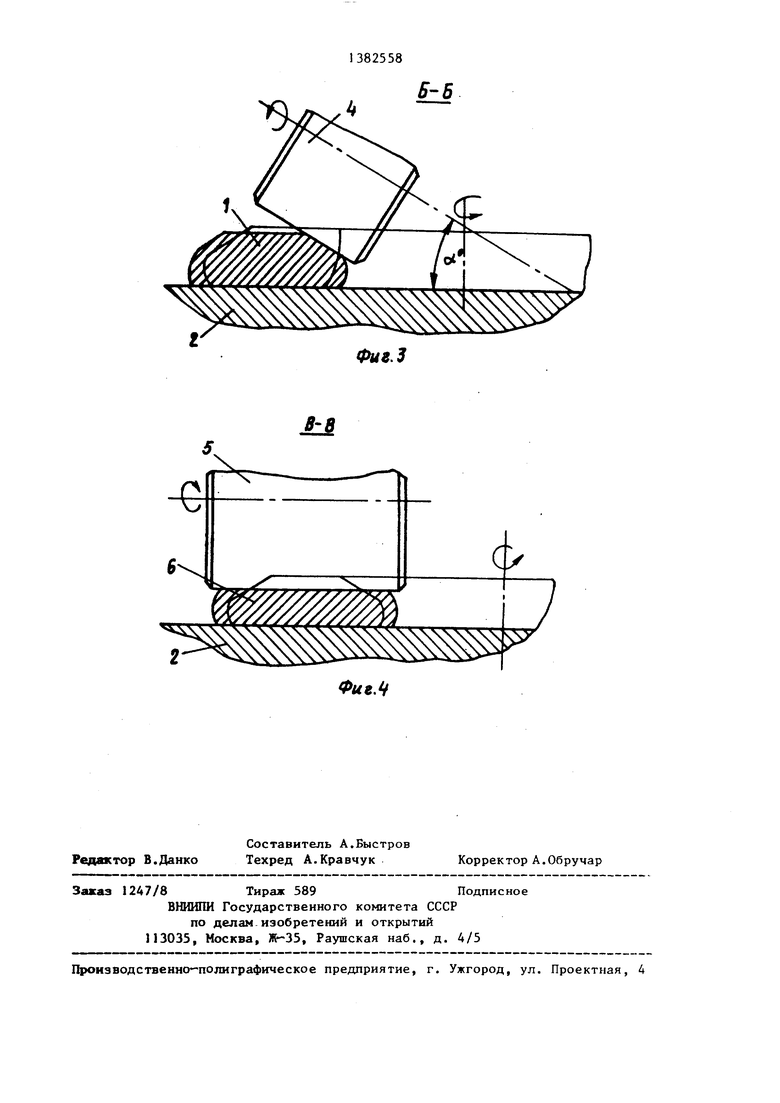
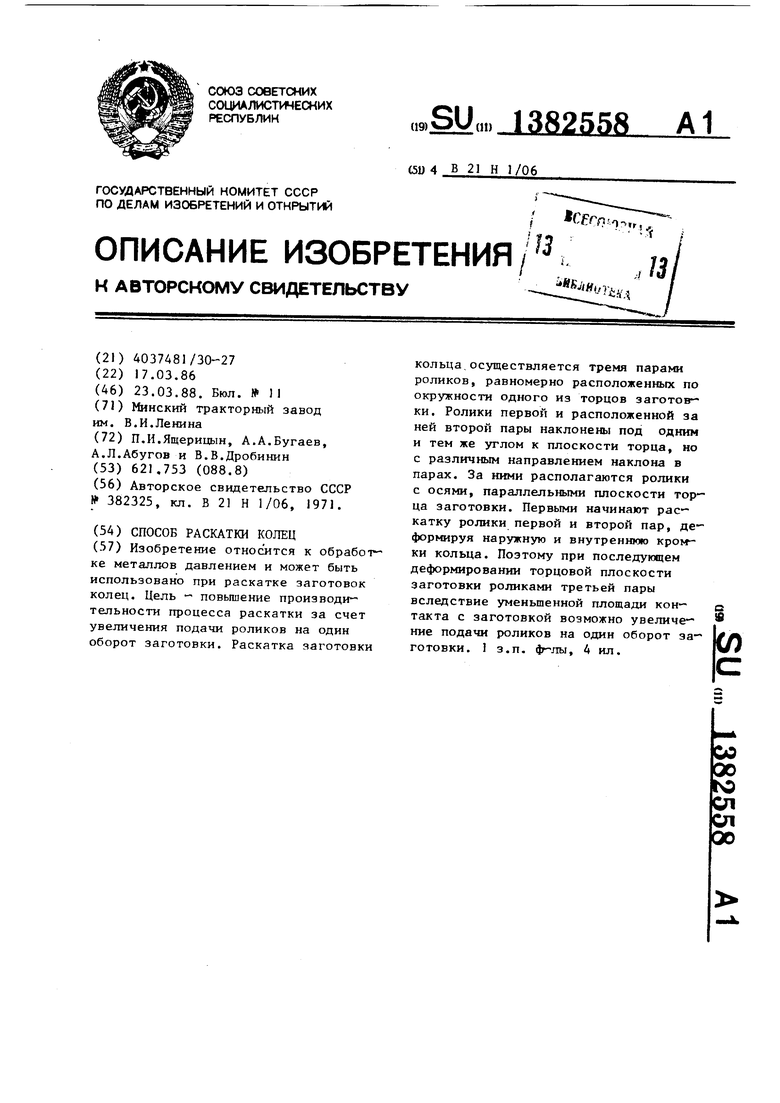
ния деформируюпщх валков при раскатке; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1.
Способ осуществляется следующим образом.
Раскатываемое кольцо 1 устанавливают на матрице 2. Под углом к плоскости матрицы 2 устанавливают пару раскатных роликов 3, за ними под тем же углом об но с наклоном в противоположную сторону - пару роликов 4, а за ними - пару роликов 5, оси которых параллельны плоскости матрицы 2.
Матрице 2 с раскатываемым кольцом 1 сообщают вращение. Раскатку начинают парами роликов 3 и 4, а затем и парой роликов 5. Ролики 3-5, полу-
чая подачу, перпендикулярную плоское- 30 чающийся тек, что, с целью
ти матрицы 2, от контакта с кольцом 1 вращаются. При раскатке усилия, . возникающие от действия роликов 3, уравновешиваются усилиями, возникающими от действия роликов 4. Угол наклона Ы. роликов 3 и 4, принятый не более 45 , обеспечивает направление вертикальных составляющих усилий от этих роликов в сторону матрицы 2 и исключает отрыв кольца 1 от матрицы 2. Ролики 5 также обеспечивают получение плоской формы поверхности кольца, так как в конечной стадии деформирования ролики 3 и 4 отводят и осуществляют окончательную калибровку кольца 6 роликами 5 (фиг.4).
Пример. Осуществляют раскатку кольца из стали Ст.З с наружным диаметром 300 мм, шириной 60 мм, толщиной 30 мм. Раскатку совершают щес- Q нодействующих деформир тоших усилий к тью роликами (выделенными в три пары) оси заготовки не превышают 45 .
с наклоном в другую сторону, потом ролик без наклона. Оптимальное пластическое деформирование протекает при подаче роликов 0,23 мм/об., усилии раскатки - 0,34 МН.
Благодаря предложенному способу уменьшаются суммарные усилия раскатки, так как площадь контакта роликов 5 с заготовкой будет меньше площади торца кольцевой заготовки.
Формула изобретения
5
0
5
повышения производительности за счет увеличения подачи роликов на один оборот заготовки, усилия деформирования прикладьшают в трех равномерно распределенных по окружности заготовки зонах, в первой и во второй - под одинаковыми углами к торцовой плоскости заготовки на линии ее пересечения с боковой поверхностью, но с различным направлением наклона отно-- сительно оси заготовки, а в третьей - перпендикулярно торцовой плоскости заготовки, при этом сначала прикладывают усилия одновременно в первой и второй зонах, затем - в третьей, а перед окончанием раскатки усилия в первой и второй зонах снимают.
ФигЛ
Фиг. 2
ФигМ
Фиг.З
