Изобретение относится к комбинированным методам финипиной обработки.
Целью изобретения является увеличение производительности и повьшение качества электрохим1 комеханического полирования.
Поставленная цель достигается за счет согласования электрохими еской и механической составляющих процесса путем изменения частоты вращения электролита перед зоной обработки.
Определим закон, связывающий частоту вращения электролита перед зоной обработки и скорость относительного перемещения детали и электрода-инструмента, из следующих рассуждений. Принимаем, что электролит практически несжимаем и объем электролита в пред- электродной зоне находится в состоянии вращения относительно оси электрода-инструмента. Вьщелим элементарный объем электролита. Находящийся на расстоянии г от оси вращения электрода-инструмента и обозначим его толщину dr, высоту dh, ширину dl. Выделенный элементарный объем,, вращающийся вокруг оси электрода-инструмента с угловой скоростью СО , имеет нормальное ускорение, равйое
w rco
где г - расстояние от оси вращения электролита (электрода-инструмента) до выделенного элементарного объема электролита;
О - частота вращения электролита Это ускорение вызывает появление центробежной силы
dPц Wn-dm,
где dm - масса выделенного элементарного объема.
Эта сила развивает в слое, отстоящем от оси вращения электрода на расстоянии г, давление dPu, dS
dp
где dS - сечение элементарного объема .
Тогда dP
W,, r. dS dS Учитывая, что dm V dr-dh-di a dS dh-di, имеем:
r.co . f.dr. dh-dl 2 , P -dh-di r.co.2.dr
где X удельная плотность электролита.
Интегрируя полученное выражение, имеем Spdp ь) у ,
или
P w y|
Из полученного вьфажения следует ,- что давление электролита в предэлек- тродной полости изменяется вдоль радиуса электрода-инструмента пропорционально квадрату расстояния от оси вращения Электролита (ось вращения электролита в приэлектродной зоне должна совпадать с осью вращения
электрода-инструмента) до участка электрода, на котором находится рас- сматриваемьй объем электролита, и квадрату частоты вращения электролита, т.е.:
р К, со.г
Скорость течения жидкости через канал определяется следующим выражением:
Р, - Рг 2 ; - зГрГ°
где D - диаметр канала;
р, 2 разность давлений на входе
и выходе канала; 1( - динамическая вязкость жидкости;L - длина канала. Скорость течения электролита через канал пропорциональна его давлению.
Значит V Р или V,, К.м . г, где К - коэф(|)ициент пропорциональности.
Для процесса электрохимикомехани-- ческого полирования оптимальньми являются условия, при которых обеспечивается равенство скоростей образования и удаления окисной пленки в любой момент времени обработки. Толщина снимаемого слоя в процессе обработки подчиняется следующей зави
симости:
h S А-р -V-dt
где р - давление в плоскости контакта деталь-инструмент; V - скорость относительного пере- мещения детали и инструмента; А - коэффициент пропорциональности.
Из данного выражения следует,что при всех прочих равных условиях скорость съема .материала определяется скоростью относительного перемещения детали и инструмента. Скорость относительного перемещения детали и инструмента при обработке известными способами, определяющая скорость механического съема материала с обрабатываемой поверхности, изменяется прямопропорционально радиусу электрода-инструмента
„ К,. сО,.г
где К - коэффициент пропорциональности;
СО - частота вращения электрода- инструмента;
г - текущий радиус электрода-инструмента или VQ К г. Изменением гидродинамического режима можно управлять процессом анодного растворения, в частности, при увеличении скорости протекания электролита в межэлектродном зазоре плотность тока возрастает,, следовательно возрастает скорость роста окисной пленки, определяемая -из следующей зависимости:
dh iM dt Z-F.p
где
плотность тока;
молекулярная масса окисла;
валентность металла;
константа Фарадея; р - плотность окисла. Как следует из приведенного выражения скорость роста окисной пленк зависит от плотности тока и свойств обрабатьюаемого материала. Следовательно, для согласования анодной и механической составляющих процесса электрохимикомеханического полирования необходимо изменять скорость течния электролито-абразивной смесит в межэлектродном промежутке в процессе обработки пропорционально скорости, относительного перемещения детали и инструмента, т.е.
К
со
или, упрощая и преобразуя, имеем
0 К
Для согласования скоростей роста и удаления окисной пленки таким образом чтобы они были равны в любой момент времени обработки,, необходи о, чтобы частота электролито-абразивной смеси перед зоной обработки изменялась согласно приведенному выражению.
Б предлагаемом способе электролит перед зоной обработки вращают с пе-
н, 10
15
20
ие
м, ременной частотой, которая определяется из выражения (1), что позволяет изменять скорость течения электролита вдоль радиуса рабочей йоверхности инструмента прямо пропорционально скорости относительного перемещения детали инструмента, что в свою очередь позволяет согласовать скорости роста и удаления окисной пленки таким образом, чтобы они были равны в любой момент времени обработки, что способствует повьпцению производительности и кач ества обработки.
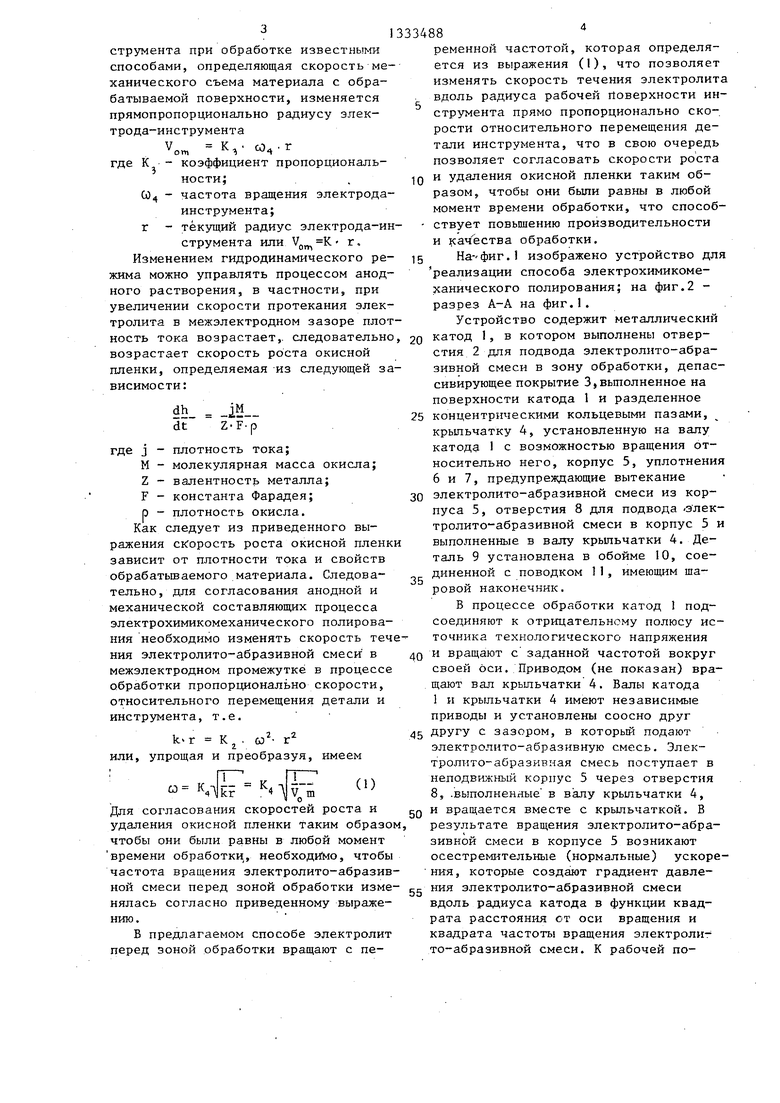
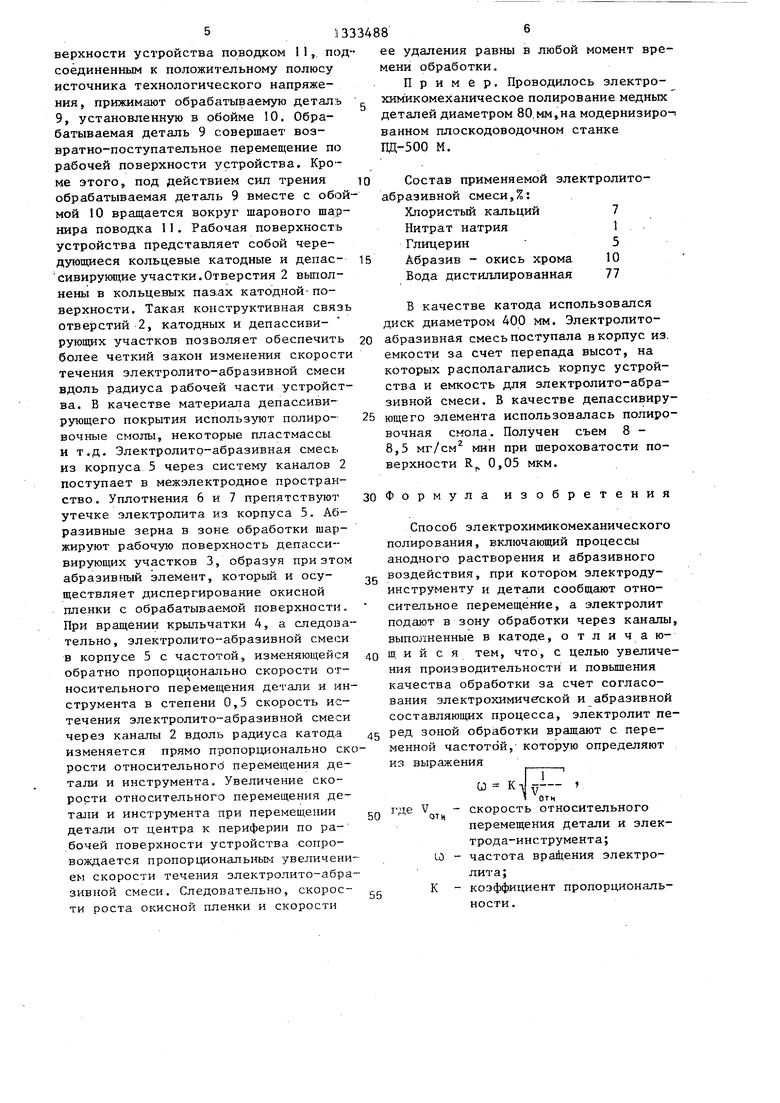
На- фиг. 1 изображено устройство для реализации способа электрохимикомеханического полирования; на фиг.2 - разрез А-А на фиг.1.
Устройство содержит металлический катод 1, в котором выполнены отверстия 2 для подвода электролито-абразивной смеси в зону обработки, депас- сивирующее покрытие 3 выполненное на поверхности катода 1 и разделенное 25 концентрическими кольцевыми пазами, крыпьчатку 4, установленную на валу катода 1 с возможностью вращения относительно него, корпус 5, уплотнения 6 и 7, предупреждающие вытекание электролито-абразивной смеси из корпуса 5, отверстия 8 для подвода -э лек- тролито-абразивной смеси в корпус 5 и выполненные в валу крыпьчатки 4. Деталь 9 установлена в обойме 10, соединенной с поводком 11, имеющим шаровой наконечник.
В процессе обработки катод 1 подсоединяют к отрицательному полюсу источника технологического напряжения и вращают с заданной частотой вокруг своей оси. Приводом (не показан) вращают вал крыпьчатки 4. Валы катода 1 и крыльчатки 4 имеют независимые приводы и установлены соосно друг 45 другу с зазором, в который подают электролито-абразивную смесь. Элек- тролито-абразивная смесь поступает в неподвижный корпус 5 через отверстия 8, -выполненные в валу крьшьчатки 4, 5Q и вращается вместе с крыльчаткой. В результате вращения электролито-абразивной смеси в корпусе 5 возникают осестремительные (нормальные) ускоре- ния, которые создают градиент давле- gg ния электролкто-абразивной смеси вдоль радиуса катода в функции квадрата расстояния от оси вращения и квадрата частоты вращения электролито-абразивной смеси. К рабочей по30
35
40
верхности устройства поводком I1, подсоединенным к положительному полюсу источника технологиче;ского напряжения , прижимают обрабатываемую деталь 9, установленную в обойме 10. Обрабатываемая деталь 9 совершает возвратно-поступательное перемещение по рабочей поверхности з стройства. Кроме этого, под действием сил трения обрабатываемая деталь 9 вместе с обоймой 10 вращается вокруг шарового шарнира поводка 11. Рабочая поверхность устройства представляет собой чередующиеся кольцевые катодные и депас- сивирующие участки.Отверстия 2 выполнены в кольцевых пааах катодной- поверхности. Такая конструктивная связь отверстий 2, катодных и депассиви- рующих участков позволяет обеспечить более четкий закон изменения скорости течения электролито-абразивной смеси вдоль радиуса рабочей части устройства. В качестве материала депассиви- рующего покрытия используют полиро- вечные смолы, некоторые пластмассы и т.д. Электролито-абразивная смесь из корпуса 5 через систему каналов 2 поступает в межэлектродное пространство. Уплотнения 6 и 7 препятствуют утечке электролита из корпуса 5. Абразивные зерна в зоне обработки шаржируют рабочую поверхность депасси-- вирующих участков 3, образуя при этом абразивный элемент, который и осу- ществляет диспергирование окисной пленки с обрабатываемой поверхности. При вращении крьтьчатки 4, а следовательно , злектролито-абразивной смеси в корпусе 5 с частотой, изменяющейся обратно пропорционально скорости относительного перемещения детали и инструмента в степени 0,5 скорость истечения электролито-абразивной смеси через каналы 2 вдоль радиуса катода изменяется прямо пропорционально скорости относительного перемещения детали и инструмента. Увеличение скорости относительного перемещения детали и инструмента при перемещении детали от центра к периферии по рабочей поверхности устройства сопровождается пропорциональным увеличением скорости течения электролито-абразивной смеси. Следовательно, скорое- ти роста окисной пленки и скорости
ее удаления равны в любой момент времени обработки,,
Пример. Проводилось злектро- химикомеханическое полирование медных деталей диаметром 80.мм,на модернизиро ванном плоскодоводочном станке ПД-500 М.
Состав применяемой злектролито- абразивной смеси,%:
Хлористый кальций7
Нитрат натрия1
Глицерин 5
Абразив - окись хрома10
Вода дистшгпированная77
В качестве катода использовался диск диаметром 400 мм. Электролито- абразивная смесь поступала в корпус из. емкости за счет перепада высот, на которых располагались корпус устройства и емкость для электролито-абразивной смеси. В качестве депассивиру ющего элемента использовалась полировочная смо.ла. Получен съем 8 - 8,5 мг/см мин при шероховатости поверхности R| 0,05 мкм.
Формула изобретения
Способ злектрохимикомеханического полирования, включающий процессы анодного растворения и абразивного воздействия, при котором электроду- инструменту и детали сообщают относительное перемещение, а электролит подают в зону обработки через каналы выполненные в катоде, о т л и ч а ю- щ и и с я тем, что, с целью увеличения производительности и повышения качества обработки за счет согласования электрозшмической и абразивной составляющих п.роцесса, электролит перед зоной обработки вращают с переменной частотой, которую определяют
из выражения
1
де V
отн
W К скорость относительного перемещения детали и электрода-инструмента ; частота вра11;ения электролита;
коэффициент пропорциональности .
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод- инструмент для электрохимико-механического полирования | 1988 |
|
SU1583233A1 |
| Электрод-инструмент для электрохимикомеханического полирования | 1983 |
|
SU1122462A1 |
| Устройство для электрохимико-механического полирования | 1985 |
|
SU1255327A1 |
| Электрод-инструмент для электрохимикомеханического полирования | 1985 |
|
SU1338987A1 |
| СПОСОБ АНОДНО-АБРАЗИВНОГО ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2014 |
|
RU2588953C1 |
| Способ электрохимико-механического полирования | 1984 |
|
SU1222446A1 |
| Способ электрохимического хонингования фасонных поверхностей | 1986 |
|
SU1425004A1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Способ электрохимикомеханического полирования | 1983 |
|
SU1279765A1 |
| Устройство для электрохимико-механического полирования | 1984 |
|
SU1187939A1 |
Изобретение относится к комбинированным методам обработки и может быть использовано для финишной обработки металлов и сплавов. Цель изобретения - повьш1ение производительности и качества электрохимикомехани- ческого полирования за счёт согласования анодной и механической составляющих процесса. Цель достигается тем, что электролит перед зоной обработки вращают с переменной частотой, которая определяется из выражения СО К -JI : Vg , где о - частота вращения электролита; К - коэффициент пропорциональности; скорость относительного перемещения детали и электрода-инструмента. 2 ил. со 00 00 4; 00 00
Редактор Н.Горват
Составитель Б.Кузнецов
Техред В.Кадар Корректор Л.Бескид
Заказ 3908/13 Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
| Электрод-инструмент для электрохимикомеханического полирования | 1983 |
|
SU1122462A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
