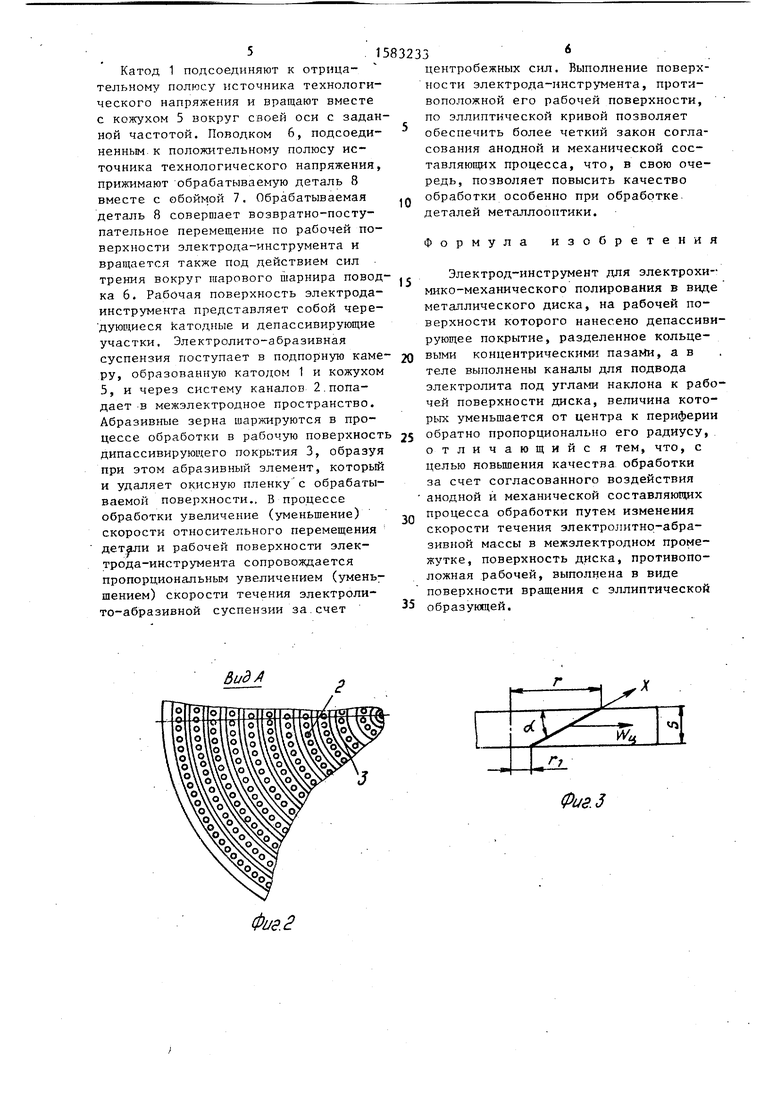
- толщина катода; - длина канала; - угол наклона канала к рабочей поверхности катода,
центрального вертикального длина равна
т.е. получено уравнение эллипса с осями
55
2а . 2Ъ 2 S
макс
Обработка предлагаемым электродом- инструментом осуществляется следующим образом.
Катод 1 подсоединяют к отрицательному полюсу источника технологического напряжения и вращают вместе с кожухом 5 вокруг своей оси с заданной частотой. Поводком 6, подсоединенным к положительному полюсу источника технологического напряжения, прижимают обрабатываемую деталь 8 вместе с обоймой 7. Обрабатываемая деталь 8 совершает возвратно-поступательное перемещение по рабочей поверхности электрода-инструмента н вращается также под действием сил трения вокруг шарового шарнира поводка 6. Рабочая поверхность электрода- инструмента представляет собой чередующиеся Катодные и депассивирующие участки, Электролито-абразивная суспензия поступает в подпорную камеру, образованную катодом 1 и кожухом 5, и через систему каналов 2 попадает в межэлектродное пространство. Абразивные зерна шаржируются в процессе обработки в рабочую поверхность дипассивирующего покрытия 3, образуя при этом абразивный элемент, который и удаляет окисную пленку с обрабатываемой поверхности., В процессе обработки увеличение (уменьшение) скорости относительного перемещения детали и рабочей поверхности электрода-инструмента сопровождается пропорциональным увеличением (уменьшением) скорости течения электроли- то-абразивной суспензии за счет
1
32336
центробежных сил. Выполнение поверхности электрода-инструмента, противоположной его рабочей поверхности, по эллиптической кривой позволяет обеспечить более четкий закон согласования анодной и механической составляющих процесса, что, в свою очередь, позволяет повысить качество 1(3 обработки особенно при обработке деталей металлооптики.
Формула изобретения
Электрод-инструмент для электрохи- мико-механического полирования в виде металлического диска, на рабочей поверхности которого нанесено депассиви- рующее покрытие, разделенное кольцевыми концентрическими пазами, а в теле выполнены каналы для подвода электролита под углами наклона к рабочей поверхности диска, величина которых уменьшается от центра к периферии обратно пропорционально его радиусу, отличающийся тем, что, с целью повышения качества обработки за счет согласованного воздействия анодной и механической составляющих процесса обработки путем изменения скорости течения электролитно-абра- зивной массы в межэлектродном промежутке, поверхность диска, противоположная рабочей, выполнена в виде поверхности вращения с эллиптической образующей.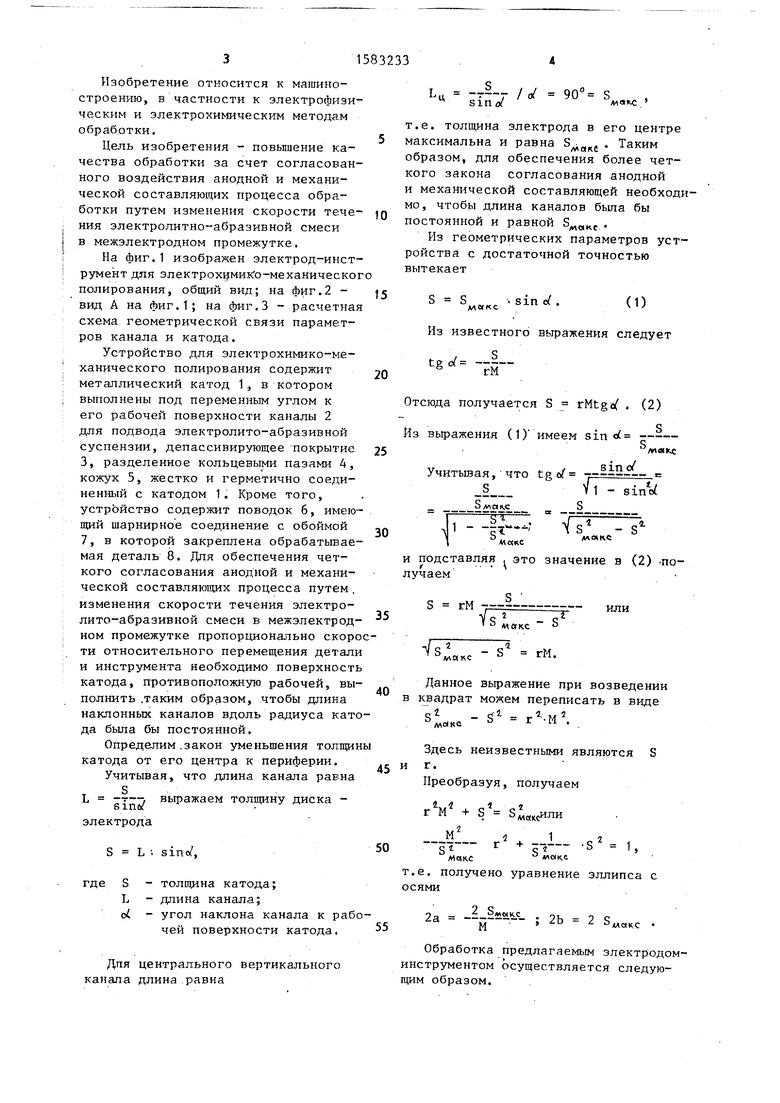
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимикомеханического полирования | 1985 |
|
SU1333488A1 |
| Электрод-инструмент для электрохимикомеханического полирования | 1983 |
|
SU1122462A1 |
| Электрод-инструмент для электрохимикомеханического полирования | 1985 |
|
SU1338987A1 |
| Устройство для электрохимико-механического полирования | 1985 |
|
SU1255327A1 |
| Электрод-инструмент для электрохимикомеханического полирования | 1985 |
|
SU1247203A1 |
| Электрод-инструмент для электрохимикомеханического полирования | 1982 |
|
SU1036487A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2476297C2 |
| Устройство для электрохимико-механического полирования | 1984 |
|
SU1187939A1 |
| СПОСОБ АНОДНО-АБРАЗИВНОГО ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2014 |
|
RU2588953C1 |
| Система для электрохимического абразивного шлифования | 2020 |
|
RU2768103C2 |
Изобретение относится к машиностроению, в частности к электрофизическим и электрохимическим методам обработки. Цель изобретения - повышение качества обработки за счет обеспечения более четкого закона согласования анодной и механической составляющих процесса. Устройство содержит катод 1, в котором выполнены электролитоподводящие каналы 2 под переменными углами к его рабочей поверхности, а поверхность, противоположная рабочей, от центра к периферии выполняется по эллиптической кривой. 3 ил.
Вид А
| Электрод-инструмент для электрохимикомеханического полирования | 1985 |
|
SU1338987A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
