Изобретение относится к области комбинированных методов обработки, включающих механическое и электрохимическое воздействия на обрабатываемую поверхность при финишной обработке.
Цель изобретения - повышение точности электрохимико-механического полирования за счет повьшения равномерности механического съема путем обеспечения постоянных относительных скоростей инструмента и детали во всех круговых зонах, вращающейся при обработке детали.
Поставленная цель достигается тем что инструмент, выполненный в виде бесконечной ленты и перемещающийся с постоянной скоростью, в зоне отработки перемещают по траектории, обеспечивающей постоянство относительных скоростей инструмента и детали.
Такой траектории соответствует кривая в виде двух .полуволн синусоиды с периодом, равным диаметру обрабатываемой детали,,и амплитудой, пропорциональной скорости перемещения электрода инструмента и обратно ,пропорциональной частоте вращения обрабатываемой детали.
, Форма копира для требуемой тра- ектории .перемещения инструмента может быть определена из зависимости
2 У
со
sin с ,
(1)
где р и (f - п.олярные координаты радиуса-вектора траектории движения инструмента; Vn - скорость перемещения
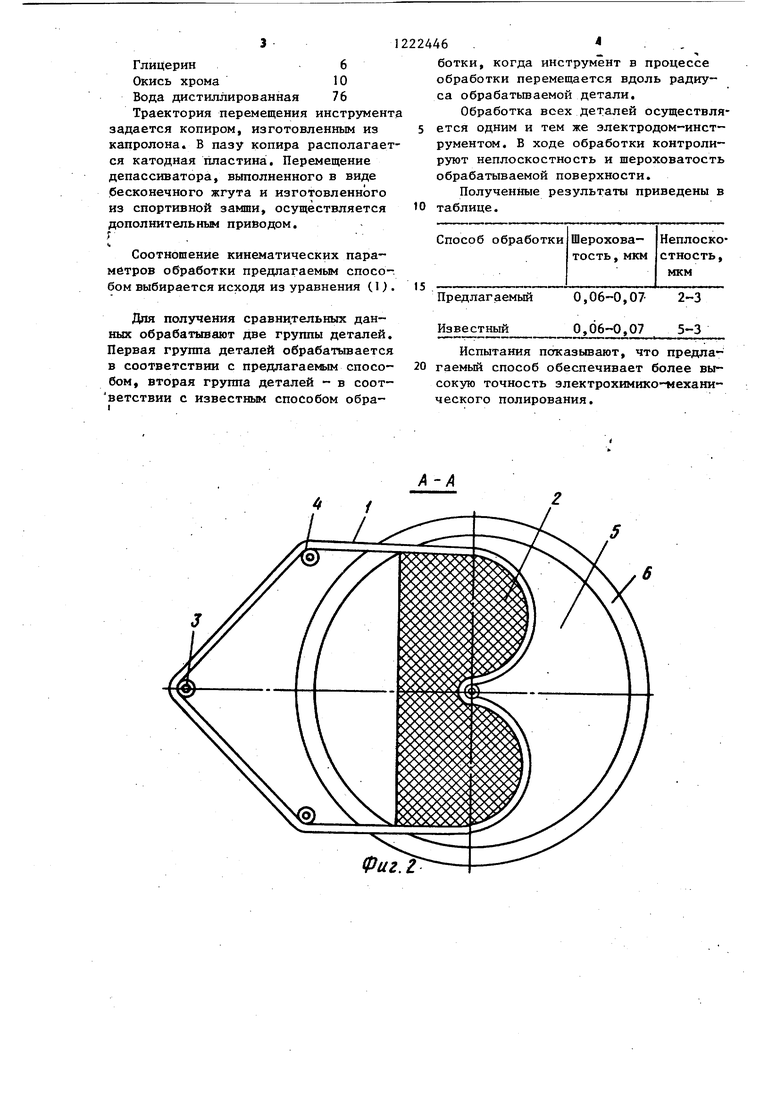
электрода-инструмента; W - частота вращения обрабатываемой детали. На фиг. 1 приведено устройство, реализуищее способ .злектрохимико-ме- ханического полирования; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг, 1,
Устройство для электрохимико-механического полирования содержит гибкий непрерывный электрод-инструмент 1 в виде бесконечной ленты, перемещающейся по копиру 2, механизм 3 привода, направляющие ролики 4, обрабатываемую деталь 5, закрепле нную в обойме 6.
В процессе обработки обрабатываемую деталь 5.подсоединяют к положительному источника технологического напряжения и вращают вокруг
своей оси с заданной частотой uJ. . Гибкий непрерывный электрод-инструмент 1 посредством направляющих роликов 4 и механизма 3 привода прижимают к копиру 2, подсоединяют к отрицатёльному полюсу источника технологического напряжения и прижимают с йекоторым усилием его рабочий торец к обрабаТьшаемой поверхности. Механизм 3 привоДа сообщают перемещение с
с постоянной скоростью V,, электроду- инструменту 1 относительно обрабатываемой детали 5 по заданной траектории. Торцовая рабочая йоверхность электрода-инструмента 1 покрыта, на
пример, легкоплавким сплавом и шаржирована абразивом. Электролитоабра- зивную смесь подают в зону обработки методом свободного полива. Относительное перемещение детали и инструмента обеспечивает постоянную замену абразивных зерен в зоне о.бработки. Присутствие вязкой добавки в электролите уменьшает трение в зоне обработки, что в конечном итоге улучшает
качество обрабатываемой поверхности. Перемещение непрерывного электрода- инструмента 1 с постоянной скоростью по заданной траектории относительно вращающейся детали 5 с заданной частотой в процессе обработки обеспечивает равенство относительных скоростей детали 5 и электрода-инструмента 1 по круговым зонам обрабатываемой поверхности.
Следовательно, скорость удаления образующейся в результате анодного растворения окисной пленки постоянна в любой точке обрабатываемой поверхности, что позволяет обеспечить
равномерный съем с поверхности обра- батьшаемой детали 5. Таким образом, электрохимико-механическое полирование предлагаемым способом позволяет повысить точность обработки.
Пример, Проводят электрохи- мико-механическое полирование медных плоских деталей диаметром 180 мм. Об работка осуществляется на модернизированном полировально-доводочноА
станке. Состав применяемой электроли тоабразивной смеси, %:
Хлористый кальций 6 Нитрат натрия2
Глицерин6
Окись хрома10
Вода дистиллированная 76 Траектория перемещения инструмент задается копиром, изготовленньи из капролона. В пазу копира располагается катодная пластина. Перемещение депассиватора, вьтолненного в виде .бесконечного жгута и изготовленного из спортивной замши, осуществляется дополннтельньм приводом.
f .
Соотношение кинематических параметров обработки предлагаемым способом выбирается исходя из уравнения (1) .
Для получения сравнительных данных обрабаты 3ают две группы деталей. Первая группа деталей обрабатьюается в соответствии с предлагаемым способом, вторая группа деталей - в соот- ветствии с известным способом обраа1222446 . ,
ботки, когда инструмент в процессе обработки перемещается вдоль радиуса обрабатьшаемой детали.
Обработка всех деталей осуществля- 5 ется одним и тем же электродом-инструментом. В ходе обработки контролируют неплоскостность и шероховатость обрабатываемой поверхности.
Полученные результаты приведены в 10 таблице.
15
Испытания показывают, что предлагаемый способ обеспечивает более высокую точность электрохимико-иехани- ческого полирования.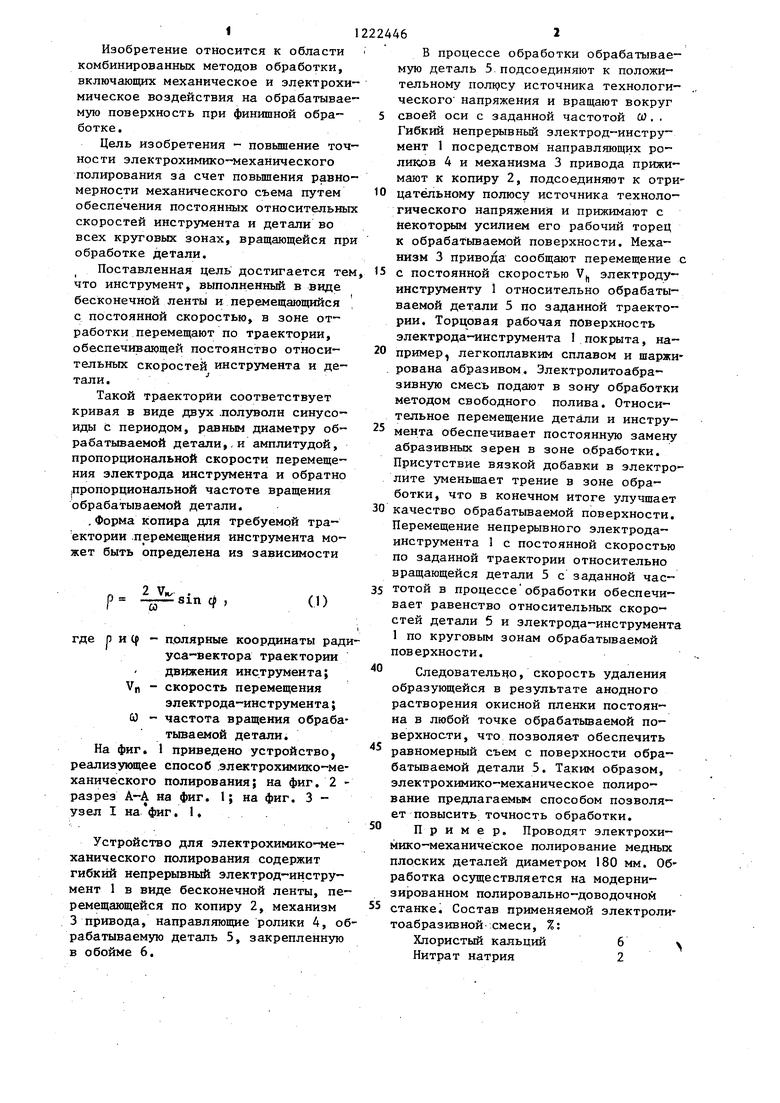
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимико-механического полирования шаров | 1984 |
|
SU1222447A1 |
| Способ электрохимикомеханического полирования | 1983 |
|
SU1279765A1 |
| Устройство для электрохимико-механического полирования | 1984 |
|
SU1187939A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ КАНАЛОВ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2764538C1 |
| Электрод-инструмент для электрохимикомеханического полирования | 1983 |
|
SU1122462A1 |
| Устройство для электрохимико-механического полирования | 1985 |
|
SU1255327A1 |
| Способ электрохимикомеханического полирования | 1985 |
|
SU1333488A1 |
| Устройство для электрохимикомеханического полирования | 1986 |
|
SU1373505A1 |
| Электрод-инструмент для электрохимикомеханического полирования | 1985 |
|
SU1338987A1 |
| Способ электрохимико-механической приработки коренных шеек коленчатого вала | 2018 |
|
RU2690133C1 |

Фиг. г
1222446 I
Фиг.З
Составитель Б, Кузнецов Редактор Н. Бобкова Текред Г.Гёрбер Корректоре. Черни
1648/12 Тираж 1001 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,,,д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
| Способ анодно-механической обработки деталей сложной конфигурации | 1958 |
|
SU117101A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
