Изобретение относится к сварке трением.
Цель изобретения - повышение производительности способа и снижение трудозатрат на срезание вставки.
Сущность- способа заключается в том, что в конце стадии нагрева повышают давление в сварочном стыке д срезания части прутка, расположенно го в сварочном стыке, за счет момента трения.
После того, как происходит отрыв (срез при скручивании) части прутка расположенного в стыке, относительно движение в сварочном стыке прекращают и осуществляют проковку согласно известному способу.
Отрезка части прутка в процессе нагрева за счет повьппения давления нагрева позволяет сократить общее время сварки без использования специального оборудования для отрезки.
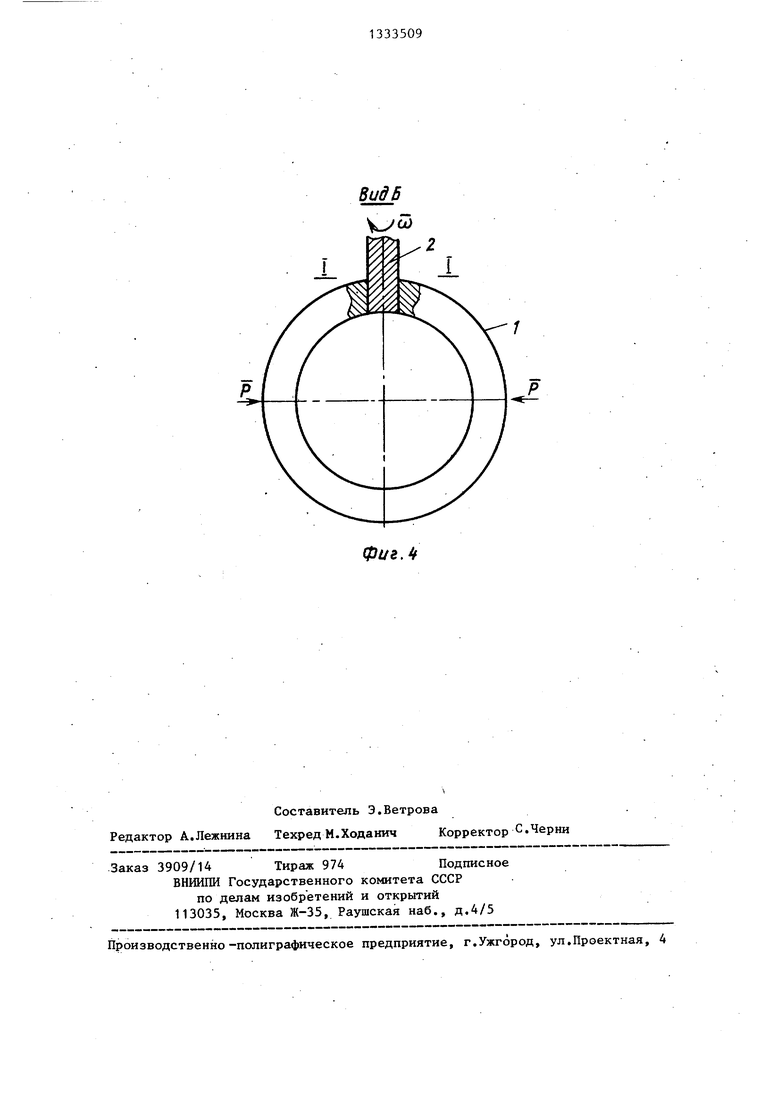
На фиг.1 и 2 приведена схема осуществления предлагаемого способа; на фиг.З - вид А на фиг.1; на фиг.4 - вид В на фиг.2.
Сварку осуществляют следующим образом.
Заготовку 1 устанавливают в зажим ных устройствах машины с установленным по технологии зазором между свариваемыми торцами. Затем в этот технологический зазор вводят концевую часть прутка 2. После этого пруток раскручивают до заданных оборотов и в сварочном стыке создают давление нагрева. Происходит разогрев части прутка, расположенного в сварочном стыке, и повьшение пластичности в зоне I-I . По истечении времени нагрева резко, например в 5-8 раз повышают давление до срезания (отрыва) части прутка, расположенного в стыке за счет момента трения. После отрыва (среза при скручивании) части прутка
Q
15
jo
25
о 0 5
5
и прекращения относительного движе- .ния в сварочном стыке осуществляют проковку согласно известному способу сварки.
Пример . Проводили сварку трения с помощью вращающейся вставки колец, навитых из прутка диаметром 13 мм (материал - СТ.20). Диаметр кольца 100 мм; диаметр вставки 13 мм. Торцы детали закругляли радиусом 6,5 мм. Пруток устанавливали в шпин- деле фрезерного стаг1ка, а кольцо крепили в приспособлении на столе станка, имеющего пневмопривод создания осевого сварочного давления. В процессе нагрева давление было равно 5 кг/мм J, угловая скорость прутка - 1000 об/мин. В конце стадии нагрева давление резко увеличивали до 30 кгс/мм . При этом происходил отрыв (срез) части прутка, расположенного в сварочном стыке, по плоскости I - L .: Часть прутка,оставшуюся в сварочном стыке, за счет момента трения резко тормозили и одновременно давление снижали до проковочного - 15 кгс/мм.
Изобретение позволяет осуществлять отрезку необходимой дли сварки части прутка во время сварочного цикла, вследствие чего повышается производительность способа и исключается необходимость использования оборудования для отрезки остающейся в стыке части прутка.
Формула изобретен и.я
Способ сварки трением по авт.св. № 1181828, отличающийся тем, что, с целью повьше- ния производительности, в конце стадии нагрева повышают давление в сварочном стыке до срезания части прутка, расположенного в сварочном стьже, за счет момента трения.
0
со
Фиг.1
t
Б фиг. 2
ВидВ W
Фиг Л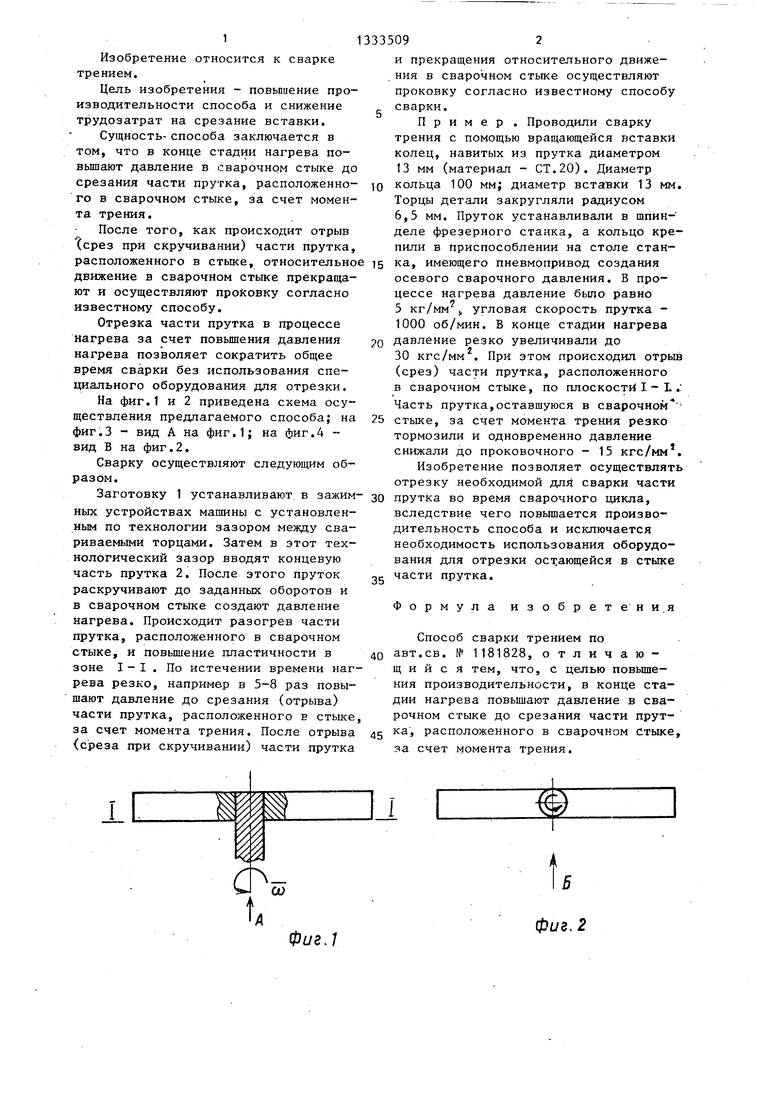
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трением | 1984 |
|
SU1181828A1 |
| Способ термомеханической сварки разнородных сплавов | 2021 |
|
RU2768918C1 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| Способ сварки трением | 1981 |
|
SU996141A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ | 2004 |
|
RU2274530C1 |
| Способ сварки трением | 1984 |
|
SU1232437A1 |
| Машина для сварки трением | 1984 |
|
SU1232438A1 |
| Способ сварки трением деталей из разнородных металлов | 1989 |
|
SU1764901A1 |
| Способ сварки трением | 1984 |
|
SU1260144A1 |
| Способ сварки трением | 1985 |
|
SU1294539A1 |
Изобретение относится к сварке трением. Целью изобретения является повьппение ироизводительности способа и снижение.трудозатрат на срезание вставки. При сварке заготовки 1 и вращающегося прутка 2 происходит разогрев части вставки прутка находящегося в зоне сварного стыка. В конце нагрева повьшают давление примерно в 5-8 раз до осуществления срезания (отрыва) части вставки, расположенной в стыке, за счет момента трения. Таким образом, отрезка части вставки осуществляется во время сварочного цикла. 4 ил. с а ВидА (Л С со оо со ел о ;о N) Фиг.З
| Способ сварки трением | 1984 |
|
SU1181828A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
