Пример. Сваривают штангу ав- томобиля Урал. Материал штанги - сталь 30. Диаметр штанги 3.6 мм. Длина 530 мм. Диаметр роликов 200 мм. Угловая скорость вращения роликов 1000 об /мин. Угловая скорость вращения заго товок 5500 об/мин. Давление при нагре ве 50 мПа. Давление при проковке 100 мПа. Время нагрева 6 с. Время проковки 2 с. Осадка при нагреве 5 Суммарная осадка для каждой пары сва10
«5
,25
Изобретение относится к области сварки трением и может быть использовано при создании оборудования для сварки трением карданных валов, реактивных штанг, при проектировании двухстыковых машин сварки трением.
Целью изобретения является уменьшение несоосности получаемых сварных соединений и за счет этого повышение их качества.
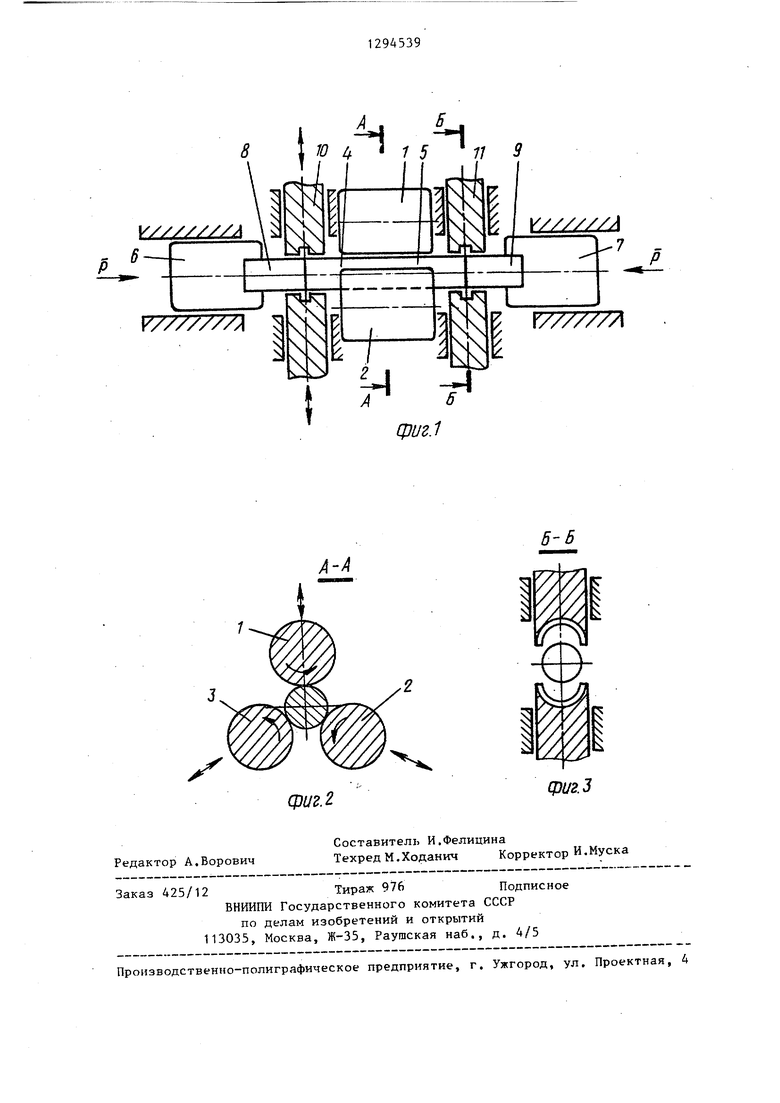
На фиг.1 показана конструктивная схема устройства для сварки трением двух стыков одновременно, в котором реализован предлагаемый способ; на фиг.2 -разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг,1.
Устройство содержит три приводных ролика 1-3, между которыми устанавливаются и сжимаются свариваемые заготовки Д и 5. В зажимных устройствах20 с помощью призм длятся около 0,8 с. 6 и 7 закрепляются заготовки 8 и 9. При этом наблюдается проскальзывание Центровка свариваемых заготовок после процесса нагрева осуществляется с помош;ью призм 10 и 11. Сварочное давление создается с помощью силового цилиндра (не показан). Регулировка времени нагрева и проковки осуществляется с помощью реле времени (не
показано).
30
Способ сварки трение осуществляют следующим образом.
Заготовки 8 и 9 закрепляют в зажимных устройствах 6 и 7, Другую пару заготовок 4 и 5 устанавливают между роликами 1-3 и ролики сводят до создания давления между поверхностями роликов и свариваемых заготовок достаточного, чтобы исключить проскальзывание в процессе сварки. После рас-40 Р котором вращают среднюю кручивания роликов с заготовками до номинальных оборотов создается давление в сварочных стыках. Происходит их разогрев. По истечении времени . разогрева ролики разводят, а центро- 45 ночные призмы сводят, исправляя при этом возникшую несоосность, В процессе последующей проковки происходит незначительное перемещение поверхностей призм относительно поверхностей помощью призм, имеющих выточку под заготовок.грат.
риваемых заготовок составляет 6 м. Раскручивание роликов осуществляют приводами вращения мощностью 3 кВт каждый. После истечения времени нагрева подают сигнал на механизм разведения роликов и механизм сведения призм. Переходный процесс расцепления роликов с заготовками .и центровка их
между поверхностями роликов и загото вок и заготовок и призм. Проведены экспериментальные исследования, Сварено 100 штук заготовок без призм и 100 штук заготовок с центровкой с помощью призм. При этом максимальные отклонения от соосности в первом слу чае составили 0,6 мм, во втором случае - 0,1 мм. Допуск на диаметр свариваемых заготовок равнялся 0,05 мм,
Предлагаемый способ позволяет соз давать особо точные устройства для сварки трением,
Формула изобретения Способ сварки трением трех загозаготовку с помощью приводных роликов и создают давление в сварочных стыках, а после нагрева осуществляют про ковку, отличающи-йся тем, что, с целью уменьшения несоосности сварного соединения, по истечении стадии нагрева ролики разводят и концевые части свариваемых заготовок цен трируют друг относительно друга с
12945392
Пример. Сваривают штангу ав- томобиля Урал. Материал штанги - сталь 30. Диаметр штанги 3.6 мм. Длина 530 мм. Диаметр роликов 200 мм. Угловая скорость вращения роликов 1000 об/ /мин. Угловая скорость вращения заготовок 5500 об/мин. Давление при нагреве 50 мПа. Давление при проковке 100 мПа. Время нагрева 6 с. Время проковки 2 с. Осадка при нагреве 5 . Суммарная осадка для каждой пары сва10
с помощью призм длятся около 0,8 с. При этом наблюдается проскальзывание
риваемых заготовок составляет 6 м. Раскручивание роликов осуществляют приводами вращения мощностью 3 кВт каждый. После истечения времени нагрева подают сигнал на механизм разведения роликов и механизм сведения призм. Переходный процесс расцепления роликов с заготовками .и центровка их
с помощью призм длятся около 0,8 с. При этом наблюдается проскальзывание
Р котором вращают среднюю помощью призм, имеющих выточку под грат.
между поверхностями роликов и заготовок и заготовок и призм. Проведены экспериментальные исследования, Сварено 100 штук заготовок без призм и 100 штук заготовок с центровкой с помощью призм. При этом максимальные отклонения от соосности в первом случае составили 0,6 мм, во втором случае - 0,1 мм. Допуск на диаметр свариваемых заготовок равнялся 0,05 мм,
Предлагаемый способ позволяет создавать особо точные устройства для сварки трением,
Формула изобретения Способ сварки трением трех заго ° ° Р котором вращают среднюю помощью призм, имеющих выточку под грат.
заготовку с помощью приводных роликов и создают давление в сварочных стыках, а после нагрева осуществляют проковку, отличающи-йся тем, что, с целью уменьшения несоосности сварного соединения, по истечении стадии нагрева ролики разводят и концевые части свариваемых заготовок центрируют друг относительно друга с
сриг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля величины осадки при сварке трением | 1979 |
|
SU863255A1 |
| Способ сварки трением | 1984 |
|
SU1232439A1 |
| Способ термомеханической сварки разнородных сплавов | 2021 |
|
RU2768918C1 |
| Способ сварки трением деталей из разнородных металлов | 1989 |
|
SU1764901A1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ТРЕНИЕМ | 1991 |
|
RU2034686C1 |
| Способ сварки трением | 1974 |
|
SU529921A1 |
| Способ сварки трением через промежуточную прослойку | 1987 |
|
SU1466897A1 |
| Способ сварки трением | 1984 |
|
SU1260144A1 |
| СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ ДЛЯ МОНОБЛОКОВ ТУРБОМАШИН | 2010 |
|
RU2456143C2 |
| Машина для сварки трением | 1984 |
|
SU1191234A1 |
Изобретение относится к области сварки трением и может быть использовано при создании оборудования для сварки трением карданных валов, реактивных штанг, при проектировании двухстыковых машин сварки трением. Целью изобретения является уменьшение несоосности получаемых сварных соединений и за счет этого повьш1ение их качества. Для этого ролики, с помощью которых вращают одну из свариваемых заготовок, после нагрева разводят. Окончательное центрирование заготовок осуществляют в стадии проковки призмами, имеющими выточку под грат. Бла- .годаря этому возможно создать особо точные устройства для сварки трением. 3 ил. i (Л to 4 СП со со
фиг. 2
щ
Фи2.3
Редактор А.Ворович
Составитель И.Фелицина
Техред М.Ходанич Корректор И,Муска
Заказ 425/12Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Машина для сварки трением | 1983 |
|
SU1098723A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ сварки трением | 1984 |
|
SU1232437A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
