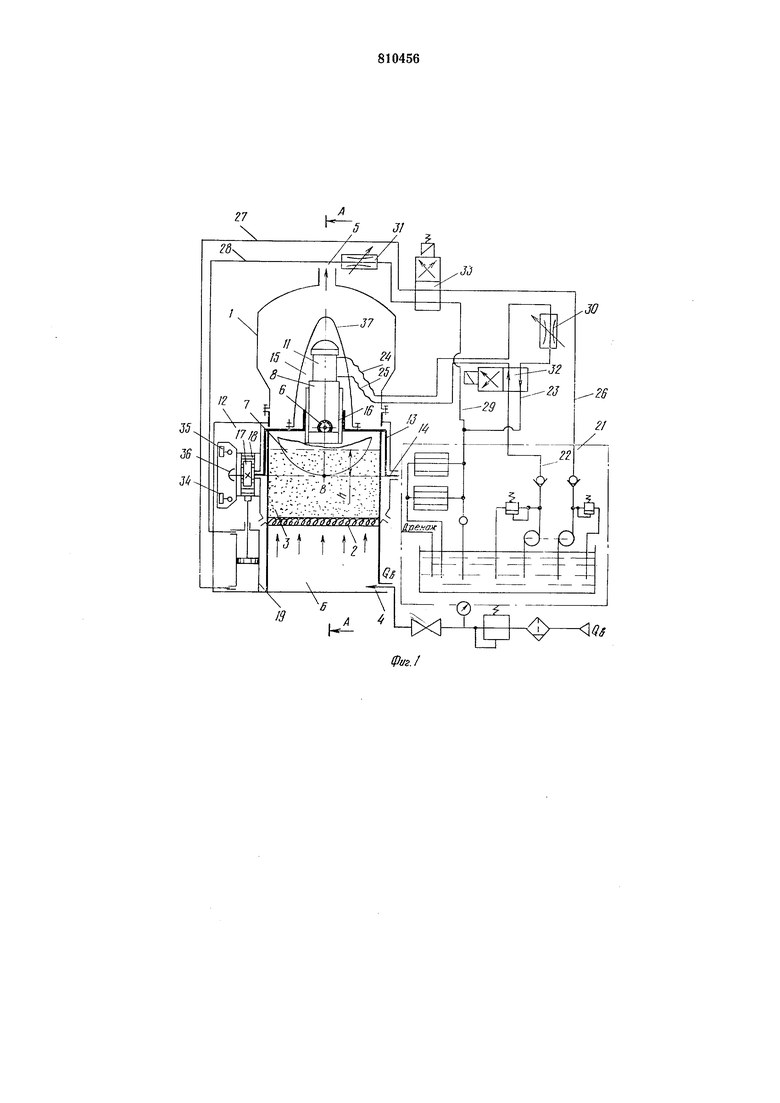
корпусе 8 и кинематически связан посредством конических шестерен 9 с валом 10, свободный конец которого соединен с ириводом 11 его вращения, наиример с гидроили электродвигателем. Корпус 8 шпинделя 6 закреплен на механизме качания 12.
Отличительной особенностью устройства является то, что механизм качания 12 выполнен в виде расположенной в рабочей камере 1 люльки 13 с горизонтальной осью качания 14 и привода 15 вращения детали с направляющими 16 для радиального перемещения шиинделя 6, причем ось щпинделя 6 перпендикулярна оси 14 люльки 13 и расположена над ней. Люлька 13 приводится в качательное движение вокруг оси 14 посредством зубчатых колес 17 и рейки 18 от силового гидроцилиндра 19. Радиальное перемещение шпинделя 6 в направляющих 16 производится посредством ходового винта 20, установленного в корнусе 8.
Рабочая жидкость от источника 21 по . трубам 22, 23 и гибким щлангам 24, 25 поступает к гидродвигателю 11, а также по трубам 26-29 к гидроцилиндру 19, управление работой которых осуществлено дросселями 30, 31 и электромагнитами 32, 33, Знравляемыми от путевых переключателей 34, 35, взаимодействующих с подвижным упором 36, закрепленным, например, на зубчатой рейке 18.
Привод 15 вращения детали установлен в герметичном кожухе 37.
При работе устройства поток воздуха Q проходя через газораспределительную решетку 2, приводит абразив 3 в псевдоожиженное состояние. Деталь 7, вращаясь от иривода 15, обрабатывается в кипящем абразиве. Шток гндроцилиндра 19 совершает возвратно-ностунательные перемешения, новорачивая посредством зубчатых рейки 18 и шестерни 17 люльку 13 с установленным на ней приводом вращения 15 вокруг горизонтальной оси 14, касательной к периферии детали в ее нижней обрабатываемой точке В. При этом изменяется угол а наклона плоскостн вращения детали к плоскости газораспределительной рещетки при одновременном сохранении постоянства
глубины погружения детали в кипящий слой, что обеспечивает оптимальную производительность обработки.
В разных положениях 15, 15, 15 привода вращения детали последняя занимает соответственно разные положения -7, 7 и 7. Однако глубина h погружения детали в кипящий слой абразива в процессе изменения угла наклона детали остается постоянной и такой же, как и в нейтральном положении.
Это повышает производительность и качество обработки. Величина достигаемого положительного эффекта зависит от размеров обрабатываемых деталей: чем больше их диаметр, тем больще достигаемый эффект.
Формула изобретения
1.Способ обработки деталей в псевдоожиженном абразиве, при котором обрабатываемой детали сообщают вращение вокруг ее геометрической оси и изменяют
угол установки детали к плоскости псевдоожиженного абразива, отличающийся тем, что, с целью повышения производительности и качества обработки, детали сообщают качание вокруг оси, перпендикулярной к геометрической оси детали и касательной к периферии детали в ее нижней обрабатываемой точке.
2.Устройство для обработки деталей в псевдоожил ;енном абразиве, содержащее
шпиндель изделия, установленный в рабочей камере, отличающееся тем, что оно снабжено механизмом качания, выполненным в виде расположенной в рабочей камере люльки с горизонтальной осью качания и приводом с направляющими для радиального перемещения шпинделя, причем ось шпинделя перпендикулярна оси люльки и расположена над ней.
Источники информации, прииятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке 2619982/08, кл. В 24В 31/00, 1978.
Z7
JO
26
Qs
г/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU891368A2 |
| Устройство для абразивной обработки деталей | 1979 |
|
SU874315A2 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU768611A1 |
| Способ обработки деталей свободным абразивом и устройство для его осуществления | 1979 |
|
SU861025A1 |
| Способ обработки деталей в свободном абразиве | 1981 |
|
SU1212766A1 |
| Установка для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1212765A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1978 |
|
SU779037A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU876386A1 |
| Способ обработки деталей в псевдоожиженном абразиве и устройство для его осуществления | 1979 |
|
SU861026A1 |
| Устройство для абразивной обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU872216A1 |